關于熱軋寬厚板冷床區空心輥制造工藝的研究
2012-09-26 09:31:40李彥斌李榮立趙博韜
制造技術與機床 2012年3期
李彥斌 李榮立 趙博韜
(天津賽瑞機器設備有限公司,天津 300301)
空心輥是熱軋寬厚板冷床區域的重要組成部分,主要用于對高溫軋制鋼板的傳輸及冷卻。近年來,隨著冶金行業的迅速發展,國內多個知名鋼廠陸續籌建熱軋寬厚板生產線。由于在熱軋寬厚板的冷床區域需要配備大量的空心輥,所以對空心輥制造工藝的研究就非常有必要。
1 空心輥的結構特點及技術要求
1.1 結構特點
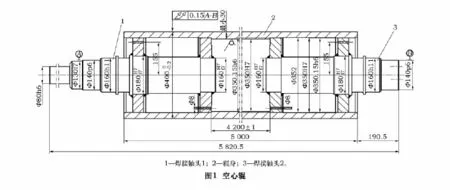
空心輥由輥身、焊接軸頭1和焊接軸頭2構成(見圖1)。其中輥身由結構用無縫鋼管制成;焊接軸頭1和焊接軸頭2分別由1根圓鋼和2塊圓板焊接而成。
1.2 技術要求
(1)輥身最小壁厚要求
(2)靜平衡要求
空心輥在實際工況下的轉速為120 r/min,由于鋼管內壁有4 200±1 mm的長度范圍不加工,壁厚不均勢必會造成空心輥的質心與回轉中心不一致,這樣旋轉時就會產生偏載。所以,在焊接左右兩端焊接軸頭之前,需要對無縫鋼管進行靜平衡試驗,通過在鋼管內壁的非加工區域焊接鋼塊的方法來調整鋼管質心的位置。
(3)加工要求
左右兩端焊接軸頭上的圓鋼與圓板之間采用間隙配合,配合尺寸為φ180H7/t7 mm和φ160H7/t7 mm。采用此種配合,主要是在滿足組裝方便的前提下,保證焊接軸頭的質心與回轉中心一致,從而確保空心輥整體的質心與回轉中心同軸。
左右兩端焊接軸頭與鋼管采用熱裝配工藝。對鋼管端部通過油溫加熱的方法,使其內孔膨脹,從而保證軸頭能夠安裝順利。焊接軸頭的圓板上鉆有對稱的φ8 mm透氣孔,在熱裝時可將空氣排出。
2 空心輥的制造工藝
2.1 焊接性分析
空心輥焊接軸頭上的圓鋼和圓板的材質為Q235B,結構用無縫鋼管的材質為20鋼。化學成分及力學性能見表1和表2。

表1 化學成分%

表2 力學性能

選用國際焊接學會碳當量公式:ω(CE)=[C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5]%。取Q235B中各元素化學成分的上限作為選取值來計算,ω(CE)=0.433%;取20#中各元素化學成分的上限作為選取值來計算,ω(CE)=0.415%。
經驗表明,當ω(CE)<0.40%時,鋼材的淬硬冷裂傾向不大,焊接性優良;當 ω(CE)=0.40% ~0.60%時,鋼材的淬硬冷裂傾向增大,焊接時需要采取控制焊接參數等工藝措施;當ω(CE)>0.60%時,鋼材的淬硬冷裂傾向強,難于焊接。根據計算結果,Q235B與20鋼的碳當量位于0.40%~0.60%之間,考慮到在計算碳當量時,各化學元素的含量均選用的是上限值,所以Q235B與20鋼的焊接性能優良。
2.2 焊接方法與焊材的選擇
為了達到焊縫與母材的力學性能相當,同時考慮到既要滿足設計要求又能符合生產的實際情況,采用混合氣體(富氬+CO2)保護焊的方法,選擇ER50-6焊絲作為填充金屬。
2.3 制造工藝
(1)焊接軸頭的制備
焊接軸頭1按圖2制備;焊接軸頭2按圖3制備。
(2)輥身的制備
輥身按圖4制備。
(3)靜平衡試驗

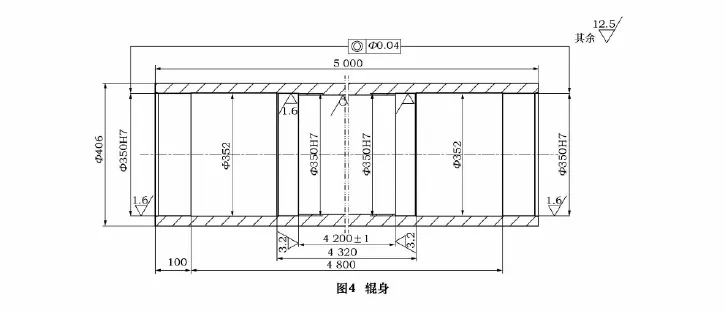

表3 熱裝時的最小間隙 mm
由于輥身全長5 000 mm,需設計一套靜平衡裝置進行靜平衡試驗,詳見圖5。將2個靜平衡支座放在平臺上,用水平儀及激光跟蹤儀將支座的上平面調平,并用壓板將支座壓緊在平臺上;然后利用軌道兩端的螺栓孔,將軌道把合在支座上。為了增加軌道的穩定性,在每個軌道的側面各增加3個擋塊;與此同時,為了防止無縫鋼管在做靜平衡試驗時滾落,還在兩側分別設置了1個彎板。安裝調整完成后,將無縫鋼管放置在軌道上,若質心不在通過回轉軸線的鉛垂面內,則鋼管的重量會對回轉軸線形成重力矩。在此重力矩的作用下,鋼管將在軌道上滾動。當停止滾動時,鋼管的質心理論上應位于軸線的鉛垂下方。確定完質心位置后,在鋼管質心偏移的相反位置(即4 200 mm長的未加工的內壁上)點焊鋼塊,并逐步調整其大小。如此反復試驗,直到鋼管在任意位置都能保持靜止不動時為止。

(4)焊接軸頭與輥身的熱裝配及焊接
根據JB/T5000.10-2007,熱裝時加熱溫度和時間的確定按下面的公式計算:

式中:tn為包容件加熱溫度,℃;Δ1為過盈量,mm;Δ2為熱裝時的最小間隙,mm(見表3);α為材料的線膨脹系數,1/℃(見表 4);df為結合直徑,mm;t為環境溫度,℃。

表4 材料的線膨脹系數 ×10-6(1/℃)
Δ1選取最大過盈量0.15 mm,Δ2為0.54 mm,α 為11 ×10-6/℃,df為 350 mm,t選取 20 ℃,代入公式可知熱裝溫度:

將鋼管端部浸入電加熱油箱里,待溫度升至199℃時,將焊接軸頭裝入。待冷卻后將油漬、污物清理干凈,再焊左右兩端環形焊縫。焊接時,將空心輥放在轉胎上邊轉邊焊,保證焊縫均勻,盡量避免因焊縫高度不均而造成質心的偏移。
(5)整體機加工
將空心輥裝夾在車床C61125B×6 m上,先以輥身外圓作為基準,打表找正后車兩端軸頭。待兩軸端的A、B基準加工完成后,再參照這2個基準去加工空心輥的外圓φ4000-0.2mm,保證全跳動度不大于0.15 mm。(見圖1)
3 結語
實踐證明,以上工藝方案既保證了輥身最小壁厚,又滿足了空心輥的靜平衡要求,同時達到了圖紙中的尺寸及形位公差要求,這為以后類似工件的加工制造提供了寶貴的經驗。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24