CAD系統與快速成形系統的直接集成方法*
2012-09-26 09:32:20王衛辰邢邦圣
制造技術與機床 2012年10期
王衛辰 邢邦圣
(徐州師范大學機電工程學院,江蘇徐州221116)
當前在快速成形領域,普遍采用STL文件作為CAD系統和快速成形系統之間的數據接口[1]。STL模型用三角形面片來近似描述三維幾何形體[2],這直接造成數據處理精度低,難以進一步提高成形加工精度。對STL模型進行分層得到的截面輪廓是一折線多邊形,與CAD模型直接分層所得的截面輪廓相比,存在較大偏差[3]。對于具有大量高次曲面的三維模型,用STL格式表達會造成模型文件巨大、分層效率低下。隨著快速成形技術的不斷發展和對RP制件精度要求的提高,特別是在制作微型零件(一般為μm級的零件)方面,無論STL格式如何改進,總存在截平面上的較大截面輪廓誤差[3]。將CAD系統和快速成形系統直接集成無需借助中介的文件轉換方式,從而解決了從CAD到RP由于模型幾何數據和加工數據格式轉換引起的精度損失問題[4]。
目前,基于CAD模型數據的直接分層方法已有大量研究[5-6],但在CAD系統內部如何直接驅動成形設備工作、掃描數據如何在CAD系統和快速成形系統之間直接傳輸等尚需進一步研究。為了提高快速成形數據處理的速度、精度以及成形件表面質量,本文研究在CAD系統內部獲取層片的加工數據和驅動成形設備工作,將CAD系統和快速成形系統集成為一個有機整體,實現兩者的無縫結合。
1 CAD系統和快速成形系統的集成工作模式
快速成形數據處理,無論三維CAD模型經過STL格式轉換,還是在CAD模型數據上直接進行,其根本目的都是為了獲取快速成形系統在生成物理層片時所必需的輪廓掃描數據和填充掃描數據。在生成物理層片時,只要成形設備的掃描運動能夠在CAD系統內部由CAD模型上獲取的掃描數據控制,則完全可以避開STL格式轉換,將快速成形系統和CAD系統集成為一個有機整體。研究認為,CAD系統和快速成形系統集成工作模式有兩種:實時模式和文件模式。
1.1 實時模式
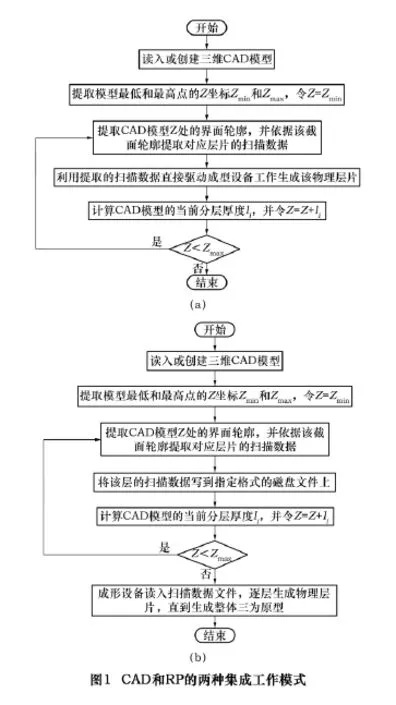
實時模式是指在CAD模型上直接提取水平截面輪廓,經處理后獲得對應層片的掃描數據,在CAD系統內部通過合適的數據結構將該掃描數據直接傳給成形設備的運動控制單元,實時地驅動成形設備進行層片的掃描加工。在這種工作模式下,分層數據以層片為單位在CAD模型上直接提取,之后根據三維模型的原始幾何性質對分層數據進行處理,然后直接在CAD系統內部根據該處層片的掃描數據驅動成形設備工作,加工出對應的物理層片。這種工作模式使CAD到快速成形系統之間不涉及任何數據格式轉換,無須專門開發從CAD到RP的數據接口,將整個設計-制造過程結合為一個有機整體,所以系統的集成度得以提高。CAD系統和快速成形系統集成的實時模式工作流程如圖1a所示。
1.2 文件模式
文件模式是指在CAD模型上直接提取截面輪廓,經處理后生成對應層片的掃描數據,然后將層片的掃描數據以某種格式文件(如 CLI、PIC[3]、SLC[7]、ZIF[8]等)的形式存儲到磁盤上,之后成形系統將掃描數據文件讀入,依據文件中的掃描數據驅動成形設備進行掃描加工,逐層生成各層片的物理模型直至整個三維原型。在這種工作模式下,層片掃描數據的獲取和掃描加工是兩個單獨的先后有序的過程,所以整個設計-制造系統集成度較低。為實現兩者之間的數據流通,仍須開發專門的數據接口。但此處的數據轉換與三維CAD模型的STL格式轉換不同,這里的數據轉換文件是對層片掃描數據的精確描述,而不是對原三維CAD模型的近似幾何描述。CAD系統和快速成形系統集成的文件模式工作流程如圖1b所示。
在CAD系統和快速成形系統直接集成的兩種工作模式中,層片的掃描加工數據都直接來源于三維CAD模型。但實時模式將CAD系統和快速成形系統有機結合在一起,無須開發兩者之間的任何數據接口,從而能夠實現CAD和快速成形的無縫結合,體現了先進制造技術的集成化發展趨勢[9-10]。故本文主要研究實時模式下三維CAD模型對成形設備的直接驅動和運動控制。
2 CAD系統和快速成形系統直接集成的實現
目前市場上的主流CAD系統都具有良好的開放性和豐富的幾何運算、邏輯運算接口,能夠滿足在三維CAD模型上直接提取層片掃描數據的要求。本文選擇AutoCAD軟件及其開發接口ObjectARX為開發工具,以聚苯乙烯泡沫塑料快速成形機為硬件實驗平臺,進行CAD系統和快速成形系統的直接集成研究。
2.1 層片輪廓掃描數據的獲取
為了在CAD系統內部直接驅動成形設備,須將層片掃描輪廓邊界的曲線形式轉換為成形設備能夠直接接收的離散數據形式。設層片的掃描輪廓曲線在當前離散點Pi處的曲率半徑為ρc,則掃描輪廓曲線在點 Pi鄰近的微分結構可用其密切圓在該點附近的一段圓弧來近似表示,如圖2所示。圖中δc為層片理論掃描輪廓離散精度的局部控制指標,對大部分離散點形成的微線段來講,δc表現為允許的最大弦高誤差。
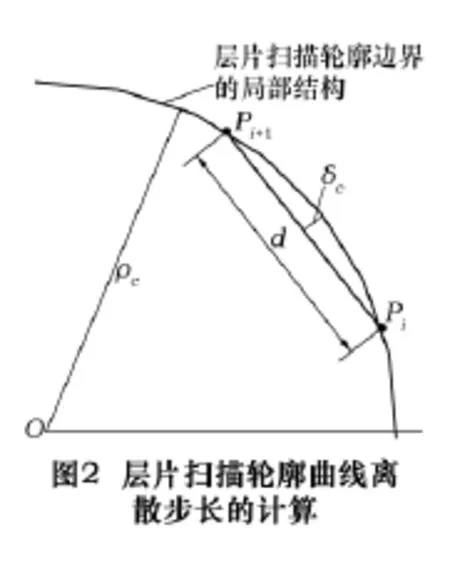
根據圖2,導出層片掃描輪廓曲線離散步長d在點Pi處的適應性計算公式為

設預定的掃描輪廓邊界曲線離散步長最大最小允許值分別為dmax、dmin,根據上式建立離散步長d與掃描輪廓曲線幾何特點之間的直接映射關系:
由此得到的點列…,Pi,Pi+1,…即為當前層片實際掃描輪廓的運動控制點。
2.2 CAD系統和快速成形系統直接集成模塊結構
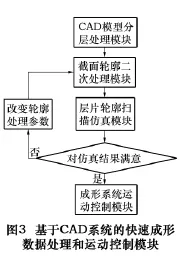
本文根據CAD系統和快速成形系統集成的實時工作模式數據流程,開發了基于CAD系統的快速成形數據處理和運動控制軟件模塊,該模塊的邏輯結構和數據流程如圖3所示。
基于CAD系統的快速成形數據處理和運動控制模塊由4個功能子模塊構成:
(1)三維 CAD模型的分層處理模塊 該子模塊完成三維CAD模型的分層處理,即依序從三維CAD模型中提取一系列兩維水平截面,并將這些兩維截面輪廓以面域的形式逐一傳給下一模塊。
(2)截面輪廓邊界的二次處理模塊 該子模塊針對成形件的特定應用目的,對截面輪廓進行二次處理,使層片的掃描數據滿足成形件與CAD模型之間預期的包含關系,同時對層片理論掃描輪廓曲線段作離散處理,生成成形設備可接收的層片輪廓掃描數據。
(3)層片輪廓掃描仿真模塊 該子模塊根據層片的輪廓掃描數據,在CAD系統內模擬層片的輪廓掃描結果,直觀地顯示掃描數據形成的層片輪廓形狀,同時為檢驗層片掃描數據的正確性和合理性提供一個可視化的依據。
(4)快速成形系統的運動控制模塊 該子模塊將層片的輪廓掃描幾何數據量轉變為對應的當量脈沖數,驅動成形設備電動機完成給定距離的運動,帶動電熱絲按照給定的輪廓掃描路徑作掃描運動,從而在片狀聚苯乙烯材料上,加工出與CAD模型當前位置水平截面相對應的兩維物理層片。
這4個功能子模塊之間的邏輯關系和上述掃描數據的提取和傳遞方式體現了CAD系統和快速成形系統直接集成的數據傳輸機理,即:層片掃描加工數據直接來源于CAD模型;在CAD系統內部得到層片的掃描加工數據后,將其直接傳給成形設備的運動控制單元,驅動成形設備進行層片的掃描加工;數據處理和運動控制均在CAD系統內部實現,模型數據無中間轉換環節,數據傳輸無精度損失。
3 工藝參數的確定
試驗所用的聚苯乙烯泡沫塑料成形機加工方式屬于非接觸切割,電熱絲通過其熱場將層片輪廓掃描路徑處的泡沫材料氣化,從而達到層片輪廓掃描加工的目的。電熱絲溫度應與系統的掃描速度相匹配,掃描速度確定后,電熱絲溫度以加工過程中泡沫材料剛好無阻絲現象為宜。試驗中工藝參數設定如下:
掃描速度:500 mm/min
熱絲溫度:350℃
脈沖分辨率:28.6 Hz
速度精度:0.1 mm/s
4 實例與分析
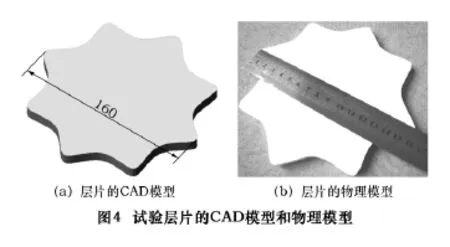
為了圖示清晰,以兩維加工為例。取一層片作為試驗對象,其CAD模型如圖4a所示,圖4b所示為用本文中開發的基于CAD系統的快速成形數據處理和運動控制模塊加工的該層片的物理模型。從圖中可以看出,兩者保持了較好的形狀和尺寸一致性。
本文開發的基于CAD系統的快速成形數據處理和運動控制模塊,其子功能均在CAD系統內部實現,從而將CAD系統和快速成形系統集成為一個有機整體,連接兩者的數據紐帶即為在CAD模型上提取的層片掃描加工數據。論文實現了CAD系統和快速成形系統之間掃描加工數據的直接傳輸,故不再需要任何數據格式轉換,真正意義上實現了CAD模型對成形設備的直接控制和驅動,將CAD系統和快速成形系統無縫結合在一起。
5 結語
CAD模型對成形設備的直接驅動試驗表明:
(1)在CAD系統內部直接驅動和控制快速成形設備進行層片掃描加工完全可行。本試驗的成功,為該方案提供了實踐支持。
(2)CAD系統和快速成形系統之間完全可以避開三維CAD模型的STL格式轉換等近似處理環節,從而為層片的掃描加工提供更為精確的加工數據。
(3)CAD和CAM的無縫結合在實踐上完全可以實現。快速成形因其特殊的加工方式,成為目前能夠跨越CAD和CAM之間縫隙最為有效的技術手段之一。
[1]王廣春,趙國群.快速成型與快速模具制造技術及其應用[M].2版.北京:機械工業出版社,2008.
[2]楊光,劉偉軍,王維,等.STL格式文件拓撲重建及快速切片算法研究[J].現代制造工程,2009(10):32-35.
[3]史玉升,黃樹槐,陳緒兵,等.三維CAD模型直接切片技術及其在快速成型中的應用[J].計算機輔助設計與圖形學學報,2002,14(12):1172-1178.
[4]Ma Weiyin,But Wing-Chung,He Peiren.NURBS-based adaptive slicing for efficient rapid prototyping[J].Computer-Aided Design,2004,36(13):1309-1325.
[5]Pandey P M,Reddy N V,Dhande S G.Real time adaptive slicing for fused deposition modeling[J].International Journal of Machine Tools &Manufacture,2003,43(1):61-71.
[6]Starly B,Lau A,Sun W,et al.Direct slicing of STEP based NURBS models for layered manufacturing[J].Computer-Aided Design,2005,37(4):387-397.
[7]吳懋亮,華麟鋆.基于SLC數據模型的掃描工藝研究[J].機械設計與制造,2011(2):76-78.
[8]張李超,黃樹槐.一種新的快速成形層面數據文件格式[J].華中科技大學學報:自然科學版,2006,34(5):86-88.
[9]楊叔子,吳波,李斌.再論先進制造技術及其發展趨勢[J].機械工程學報,2006,42(1):1-5.
[10]國家自然科學基金委員會工程與材料科學部.學科發展戰略研究報告(2011~2020):機械工程學科發展戰略報告(2011~2020)[M].北京:科學出版社,2010:76-98,258-265.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
光學精密工程(2016年6期)2016-11-07 09:07:19
