數顯千分表在渦旋壓縮機型面距離檢測中的應用
2012-09-28 13:18:50胡瑢華劉國平宋紅滾
制造技術與機床 2012年3期
胡瑢華 羅 偉 劉國平 宋紅滾
(南昌大學機電工程學院,江西南昌 330031)
渦旋壓縮機是一種容積式壓縮機,利用渦旋轉子與渦旋定子的嚙合形成了多個壓縮室。隨著渦旋轉子的平移轉動,各壓縮室內容積不斷發生變化,實現對氣體的吸入與壓縮。渦旋壓縮機具有結構簡單、運動部件少、體積小、重量輕、容積效率高、運行噪聲低等特有優點[1],但其加工精度要求較高成為目前渦旋壓縮機市場化的最大制約因素,零部件裝配的好壞直接決定產品的合格率,亦使得對零部件裝配精度越來越重視。
渦旋壓縮機動盤通過偏心主軸與機架連接,為提升穩固性,動盤裝有3個偏心小軸和機架通過軸承連接,連接的理想狀態是3個偏心小軸軸肩面處于同一平面,即平面平行度誤差為零。由于加工誤差以及標準件軸承的自身厚度誤差,3個偏心小軸軸肩面有0.01~0.1 mm的高低差,解決的辦法是在偏心小軸套上一定厚度的墊片,此墊片為標準件,根據厚度分為幾個檔。為得出墊片厚度數據,選出最接近某一檔的墊片,目前是采用通用量具進行測量,然后手動算出墊片厚度。此方法精度較低,工人勞動強度較大,效率低下,而且長時間計算容易出現錯誤。三坐標測量機具有精度高、自動化程度高的優點,但是其對環境要求較高、造價高、對員工技能要求較高等缺點,不適合用于此處。對此,本文針對渦旋壓縮機裝配工藝,設計了兩臺專門檢測裝置,使用數顯千分表、PLC、觸摸屏等設備構成檢測系統,檢測數據并自動計算墊片厚度,最終在觸摸屏上進行數據顯示。
1 檢測系統的組成
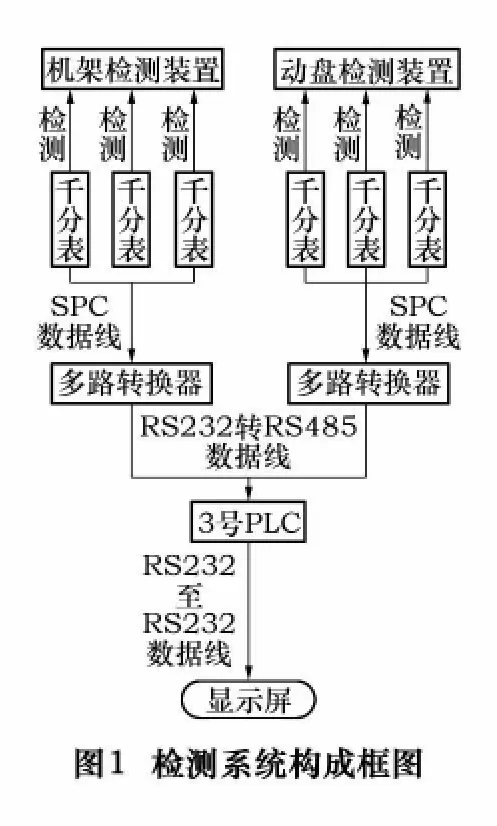
檢測系統主要由專門工裝裝置、氣缸、數顯千分表、多路轉換器、PLC和觸摸屏構成。這里的千分表探針相當于檢測中常用的接觸觸發式測頭。觸發式測頭具有結構簡單、體積小巧、安裝操作方便、精度高和靈活等優點,數字千分表同樣具備這種優點。不同的是千分表的讀數操作是通過人為控制的,而觸發式測頭是通過觸發力信號控制數控系統進行的,另外一點區別是千分表僅能做單向測量,而大多數觸發式測頭都可以進行多向測量。多路轉換器是將若干臺數顯千分表的輸出信號轉換為標準的RS232信號以與PLC進行通信的設備[2]。數字千分表利用夾具安裝于檢測裝置上。其檢測系統的構成框圖如圖1所示。
本檢測系統采用日本三豐某型號數顯千分表及其配套的四通道多路轉換器,以及日本歐姆龍某型號PLC、歐姆龍某型號觸摸屏。數據傳輸方式為半雙工傳輸方式,數顯千分表使用其配套的SPC數據輸入裝置與多路轉換器相連,多路轉換器使用 RS232轉RS485數據線與PLC相連,PLC與觸摸屏相連使用其標準接口 RS232 口[3]。
數顯千分表采集的ASCII格式測量數據通過SPC數據線傳輸到多路轉換器,多路轉換器通過標準接口RS232將ASCII格式數據傳輸到PLC,PLC運用HEX(162)指令將ASCII→16進制代碼在PLC內進行存貯和數據處理,此時PLC共有6個千分表測量數據,按相應位置分為三組數據,每組數據單獨完成墊片厚度的計算。最后將3個墊片的厚度數據輸入到觸摸屏進行顯示。
2 檢測裝置的設計
2.1 機架檢測裝置的設計
機架放置在特定支座平臺上,保持平穩,3臺數顯千分表分別利用夾具固定于氣缸連接的測桿上,呈120°平均分布,具體位置如圖2示。


為簡化,現對一臺數顯千分表進行討論。千分表豎直朝下,如圖3所示。檢測時,開啟氣缸和千分表,氣缸帶動測桿和千分表接觸機架,千分表測得數據S1。
根據圖3,可知:

其中,Lm為千分表到測桿底面的距離,已知。
2.2 動盤距離檢測裝置的設計
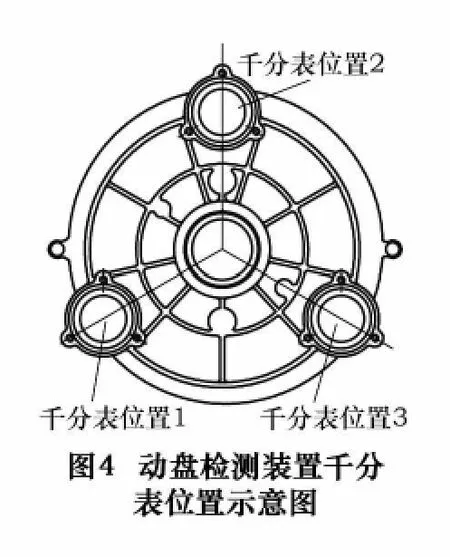
動盤放置在特定支座平臺上,此平臺同時作為測量基準,同機架檢測專機一樣,3臺數顯千分表利用夾具固定于氣缸連接的測桿上,其位置亦呈120°平均分布。如圖4示。
同樣,為簡化,現對一臺數顯千分表進行討論。千分表豎直朝下,如圖5所示。
檢測時,開啟氣缸和千分表,氣缸帶動測桿接觸支座平臺,千分表接觸動盤。千分表測得距離 S2,故可知:

其中,Ln為千分表到測桿底面的距離,已知。
聯立式(1)、(2),可知墊片厚度L為:
式(3)中,(Lm-Ln)已知,S1、S2為數顯千分表測量值。

3 檢測系統的校準與誤差分析
3.1 檢測系統的校準
將數顯千分表安裝在專門工裝裝置上后,需要對數顯千分表進行位置調整,消除誤差,進行誤差補償,以提高精度[4]。具體操作步驟如下:
(1)千分表長度測量。將千分表利用夾具固定于氣缸連接的測桿上,利用對刀儀或者另外一支千分表測出測量表的工作長度,可測量多次取平均值。測量時應將測量表的示數考慮進去,測量完成后將此表長度值D作為誤差補償量輸入到檢測系統中。
(2)取精度較高的機架和動盤零部件,其已用三坐標測量儀進行精密測量,并分別記錄各位置數據。分別放置在相應的支座平臺上。開啟氣缸及千分表,手動控制氣缸運行狀況,手動調整千分表位置,使千分表接觸機架或動盤在其量程范圍內,固定千分表。根據式(1)、(2),已知千分表測量數據及L1、L2數據(此數據為三坐標測量儀精密測量所得),可得出Lm、Ln值,可測量多次取平均值。
3.2 誤差分析
此檢測系統的檢測誤差主要來源于:檢測裝置和儀器本身產生的誤差,檢測中產生的誤差以及外界條件干擾產生的誤差[5]。
3.2.1 檢測裝置及儀器引入的誤差
(1)千分表引入的誤差。日本三豐某型號數顯千分表分辨率為0.001 mm,由于氣缸帶動千分表運動導致千分表測力偏大,會有一定的影響,在此可認為數顯千分表引入的誤差為m1=±0.001 mm。
(2)檢測裝置引入的誤差。氣缸帶動測桿接觸機架動盤,測桿接觸面經過多次接觸后,會有一定的物理磨損,即會產生一定的誤差。這項誤差會隨檢測次數增加而線性增大,即千分表測量值S1和S2線性增大。由式(3)可知,墊片厚度L=(Lm-Ln)+(S1-S2),此誤差會大部分相互抵消,故此誤差微乎其微。那么,在此我們可認為檢測裝置磨損引入的誤差m2=±0.001 mm。
3.2.2 檢測中產生的誤差
這里主要指的是操作者引入的誤差,主要是待測平面不清潔及測桿接觸面等引入的誤差。對于此項目誤差,只要在檢測中嚴格控制,是微乎其微的。在此我們認為檢測中引入的誤差m3=±0.001 mm。
3.2.3 外界條件干擾引入的誤差
該項誤差主要是由溫度引起的誤差。根據熱脹冷縮原理,Lm、Ln值會隨溫度變化而變化。但根據式(3)可知,Lm和Ln的相對變化會抵消一部分,故此誤差取值L=∣Lm-Ln∣。在我國南方,一年四季溫差范圍一般在10~40℃左右,此處取最大值40℃。測桿采用量具鋼Cr材料,根據熱膨脹公式得:

式中:ΔL為膨脹長度;L為工件長度,取20 mm;ΔT為溫度差,這里取40℃;α為熱膨脹系數,根據 GB/T4339-1999 標準[6],Cr熱膨脹系數為6.2×10-6/℃。
即:

故在此我們認為外界條件引入的誤差m4=0.005 mm。
將以上誤差值疊加起來,即最大誤差為:m=m1 +m2+m3+m4=0.008 mm,滿足檢測裝置設計要求。
4 檢測系統數據處理及顯示
檢測系統共使用兩臺多路轉化器,分別采集機架、動盤檢測裝置中數顯千分表測量的數據,經數據轉換后傳輸到PLC中。PLC得到多路轉換器傳輸過來的數據,需進行處理,得出3個墊片厚度數據,其流程圖如圖6所示,最后將3個墊片厚度數據傳輸到觸摸屏進行實時顯示。
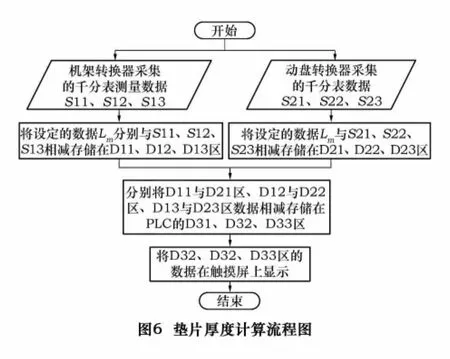
根據圖6可知,PLC計算出的3個墊片厚度數據通過RS232接口傳輸到觸摸屏,使用觸摸屏專用軟件開發設計人機交換界面,在界面的特定位置,實時顯示3個墊片厚度數據。圖7為墊片厚度數據顯示界面。

5 結語
本文針對渦旋空氣壓縮機墊片厚度自動檢測為例,利用數字千分表對零部件型面進行距離測量并自動計算墊片厚度的方法。該方法針對性強,自動化程度較高,能夠滿足零部件的精度要求,具有一定的應用價值。
[1]李海生.無油潤滑渦旋壓縮機的研究[D].蘭州:蘭州理工大學,2005.
[2]馬友壯,樊銳.數顯千分表在型面檢測中的應用[J].機床與液壓,2008(5):116-118.
[3]李佳列,丁國清,顏國正,等.多路電子數顯百分表測量系統的研制[J].儀表技術,2002(1):23 -26.
[4]李桂花.加工中心在線檢測中機床誤差的補償研究[J].機電產品開發與創新,2006,19(4):158.
[5]魏樂林,戴書華,楊大弘.大型機械平面度激光檢測儀及精度分析[J].長春光學精密機械學院學報,1999,22(2):33 -36.
[6]中華人民共和國國家標準.GB/T4339-1999金屬材料熱膨脹特征參數的測定[S].國家質量技術監督局,1999.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12