齒輪加工專用數控分度頭的設計與改造*
2012-09-28 13:18:50吳志強苗萬里
制造技術與機床 2012年3期
吳志強 苗萬里
(①常州輕工職業技術學院,江蘇常州 213164;②常州市數控及智能裝備產業公共技術服務平臺,江蘇常州 213164;③江蘇省宿遷金馬機床有限公司,江蘇宿遷 223800)
本文設計了一種新型的齒輪加工專用數控分度頭,利用數控銑床第四軸來完成齒輪的分度工作,具有結構簡單、使用方便的特點。與普通萬能分度頭相比,其在操作中無需人工進行分度和夾緊主軸,工人勞動強度大大降低、勞動效率得到極大提高。與普通數控分度頭相比,由于結構設計緊湊、合理,價格比普通數控分度頭低了一半,得到用戶的一致好評。
1 使用普通萬能分度頭進行直齒齒輪銑削加工的情況分析
由于直齒齒輪的銑齒一般常在臥式數控升降臺銑床上用齒輪銑刀加工,分度工作由操作人員依據萬能分度頭的孔盤進行手動分度。
例1:銑一齒輪,齒數為12。
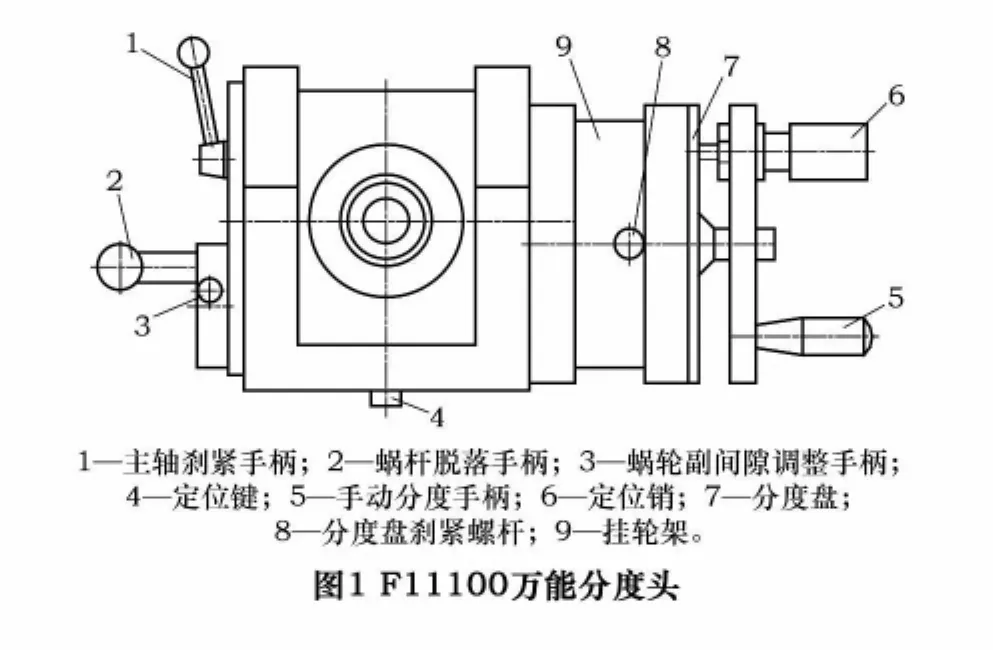
使用如圖1所示F11100萬能分度頭進行分度,計算每次分度頭手柄的轉數:40/12=3+4/12=3+8/24(40為分度頭的傳動比)。即:銑完一個齒后,分度頭手柄搖3轉,再在24的孔圈上轉過8個孔距。
例2:當用于加工質數齒輪或工件時,要用差動分度法。
這種分度要用掛輪把分度頭主軸和側軸連接起來進行分度。例:銑一齒輪齒數為111。先假設齒輪齒數為120,則掛輪傳動比i=40(120-111)/120=40×9/120=4×9/(3×4)=40×90/(30×40)=80×90/(60×40)。手柄轉數n=40/120=1/3=22/66。即采用兩對掛輪:80、90為主動輪;60、40為被動輪。因假設齒輪齒數大于實際齒數,因此手柄和分度盤的轉向相同,所以兩對不加介輪,每轉一齒,分度頭手柄要66孔圈的圓周上轉過22個孔距。
由于齒輪加工的分度工作全部依賴操作人員的手動操作,所以工人勞動強度大、生產效率低。
2 齒輪加工專用數控分度頭的設計與改造
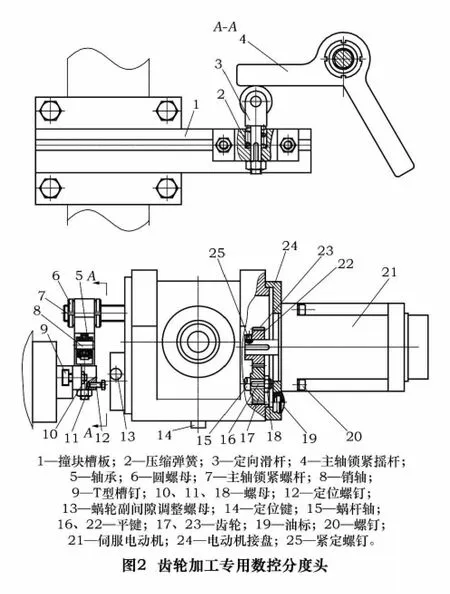
齒輪加工專用數控分度頭的設計考慮到與普通萬能分度頭零件的通用性問題,具體結構設計如圖2所示。該數控分度頭也可通過對圖1所示普通萬能分度頭進行的數控改造得到。即,拆去圖1中萬能分度頭的手柄5、掛輪架9、主軸剎緊手柄1、分度盤7、分度盤剎緊手柄8和定位銷6等零件,再添加設計制造:齒輪23,其模數、齒數與蝸桿軸上的齒輪17一致,內孔大小與伺服電動機軸相配合;電動機接盤24,將其固定在底座上,安裝孔與原固定分度盤支架孔一致;加長主軸鎖緊螺桿7,在螺桿上加裝搖桿4,使搖桿替代主軸鎖緊手柄。工作臺左右移動時,與定向滑桿3相聯接的擋塊使搖桿4來回擺動,主軸也隨著搖桿的擺動而夾緊或松開。
使用該數控分度頭時,只要在數控程序中編輯齒輪分度的度數,加工完一個齒后,分度頭會自動分度。操作工只需上下料,無需分度和夾緊主軸。極大降低了工人的勞動強度,提高生產效率。
3 結語
本齒輪加工專用數控分度頭只需一臺伺服電動機,不僅價格比普通數控分度頭低了一半,而且還省去了普通數控分度頭主軸鎖緊所需要的氣動(液壓)元件、氣動(液壓)泵站等,并且可以使用普通萬能分度頭進行數控改造,就可以形成產品。
本分度頭適用于直齒齒輪的數控銑齒加工。也可以加工其他需要圓周分度的零件。由于具有優良的性價比,同時生產加工效率高,其產品推向市場后,得到用戶的一致好評。
[1]濮良貴,紀良剛.機械設計[M].北京:高等教育出版社,1989.
[2]卜炎.機械傳動裝置設計手冊[M].北京:機械工業出版社,1999.