小角度螺旋槽鉆頭加工復合材料的模擬研究*
2012-09-28 13:19:20王明海孫國強
制造技術與機床 2012年12期
王明海 孫國強 孫 越
(沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室,遼寧沈陽 110136)
碳纖維復合材料,即 CFRP(Carbon Fiber Reinforced Plastic),在航空航天、兵器工業、機械設備以及交通運輸領域的應用范圍越來越廣。在碳纖維復合材料的應用領域中不可避免的要進行大量的制孔加工。復合材料的制孔過程中會遇到諸多難題,如在孔的入口處出現毛刺以及出口處出現分層甚至撕裂。

表1 碳纖維復合材料的材料參數
為了應對碳纖維復合材料孔加工中出現的質量問題,國內外眾多學者為改善鉆削加工質量,提出改進鉆頭幾何參數的方法并進行了相應的研究。Piquet等[1]研究發現增加切削刃的數量并減小橫刃長度可有效減少材料出口分層情況的出現。文獻[2-4]分別對不同鉆型加工復合材料的出口質量進行了研究。為了研究切削參數以及刀具幾何角度對復合材料制孔加工質量的影響,借助有限元分析的方法對鉆削加工過程進行模擬研究。
通常用來評價材料破壞程度的指標是分層因子,引起分層破壞的最主要的因素是來自鉆削軸向力[5-7],軸向力的大小直接影響材料破壞程度。本文針對鉆頭幾何角度對鉆削軸向力的影響,對小角度螺旋槽鉆頭以及麻花鉆加工碳纖維復合材料進行仿真對比,分別從鉆削軸向力和加工質量兩方面進行了研究。
1 材料斷裂準則
復合材料的破壞形式通常包含以下3種:纖維的斷裂、基體開裂以及分層。前兩種被稱為層內損傷,最后一種被稱為層間損傷。纖維的斷裂主要是由刀具在鉆削加工的過程中產生的橫向應力大于纖維固有的抗剪強度所致,而基體開裂是由于鉆削力以及鉆削熱的作用。通常,基體開裂是最先發生的失效形式。分層損傷是由于當刀具加工到材料最后幾層時,軸向力大于層間結合力所致。
為實現有限元方法模擬碳纖維復合材料的鉆削過程,利用 Hashin損傷起裂準則[8-9]來進行計算。
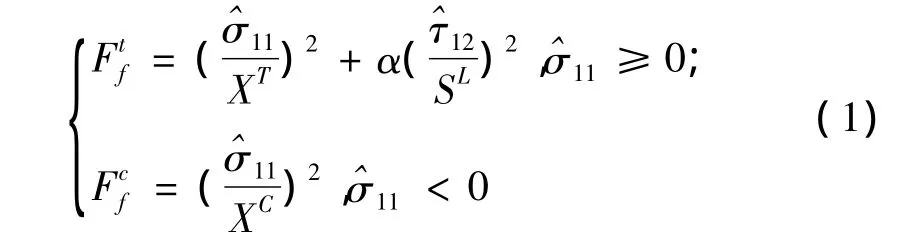
Hashin損傷起裂準則有以下4種形式,即纖維拉伸、纖維壓縮、基體拉伸和基體壓縮。
纖維拉伸(≥0)及纖維壓縮(<0)失效因子由下式給出:
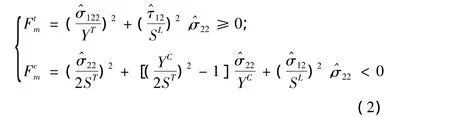
基體拉伸(≥0)及基體壓縮(<0)失效因子由下式給出:

式中:σ為名義應力,M為損傷作用算子。
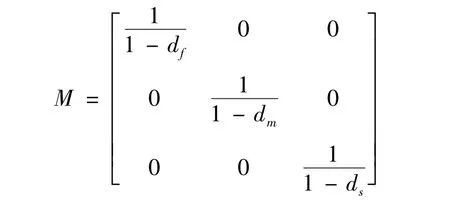
df、ds和dm為內損傷變量,用來描述纖維損傷、基體損傷以及剪切損傷,其取值由損傷變量決定:
2 有限元模型的建立
鉆削力預測模型主要研究的是不同刀具幾何角度對鉆削軸向力和加工出口質量的影響。通過有限元分析軟件來進行鉆削過程的仿真。工件使用殼體單元,單元類型為S4R,材料參數如表1所示。
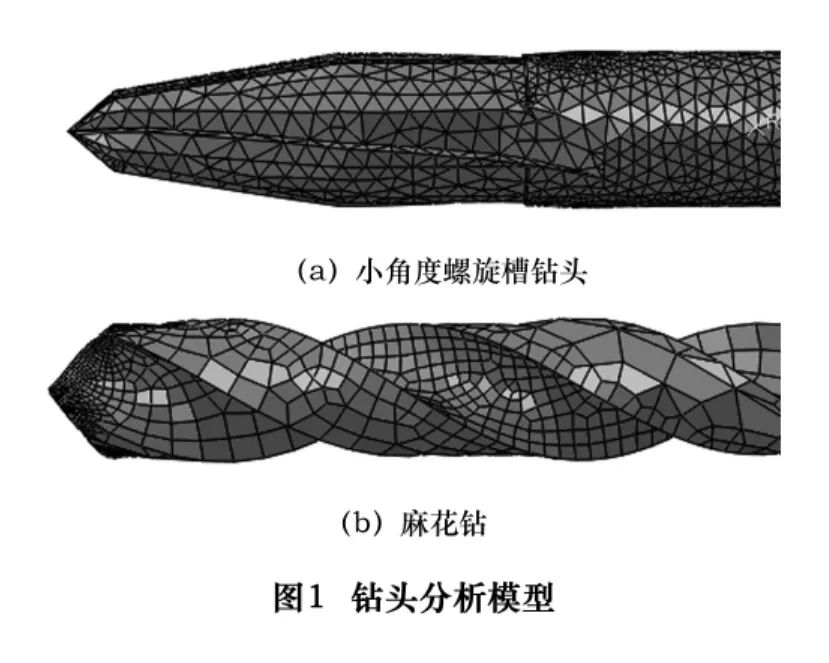
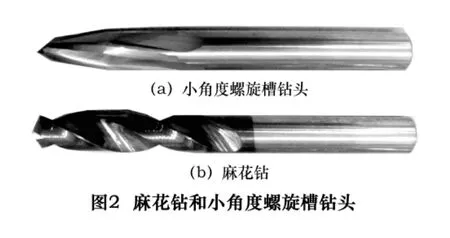
鉆頭模型均由三維建模軟件繪制,并導入到有限元分析軟件中,兩種刀具的直徑均為6 mm。圖1為麻花鉆和小角度螺旋槽鉆頭的分析模型。在分析過程中將刀具類型設置為離散剛體,單元類型均為R3D3。小角度螺旋槽鉆頭頂角83°,螺旋角10°。圖2為麻花鉆和小角度螺旋槽鉆頭的實體圖。劃分網格時在刀具與工件材料接觸的區域細化網格,以達到優化計算結果的目的。
工件的邊界條件為四條邊全部固定,各方向自由度為零,同時賦予刀具Z軸方向進給運動。分析結果輸出工件表面所受由刀具擠壓所引起的軸向力。
3 仿真過程及結果分析
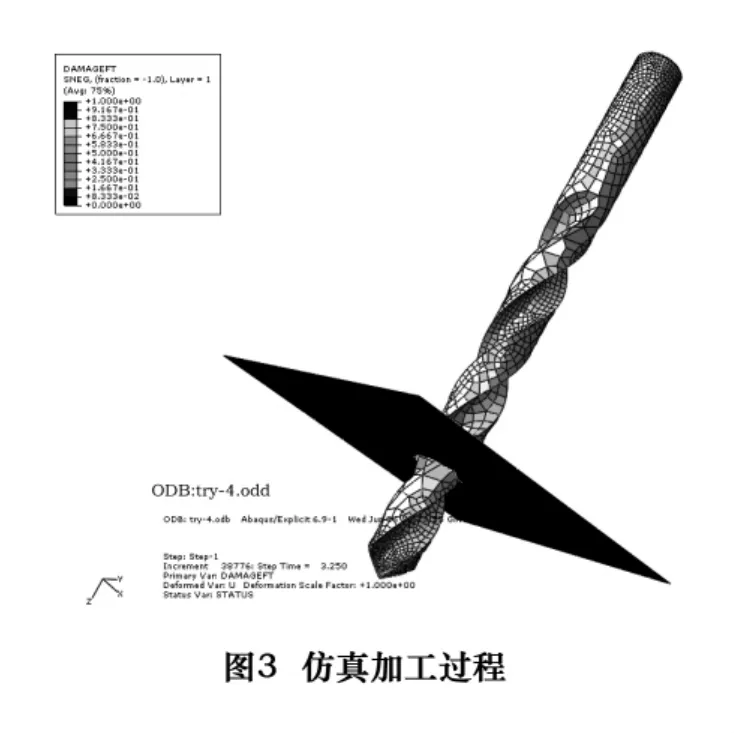
有限元分析預測試驗選取不同切削參數進行仿真。主軸轉速采用2 500、3 500、4 500 r/min,進給速度依次為 15、25、40、55、70 mm/min。如圖 3 為鉆削加工有限元分析過程。
3.1 軸向力的對比與分析
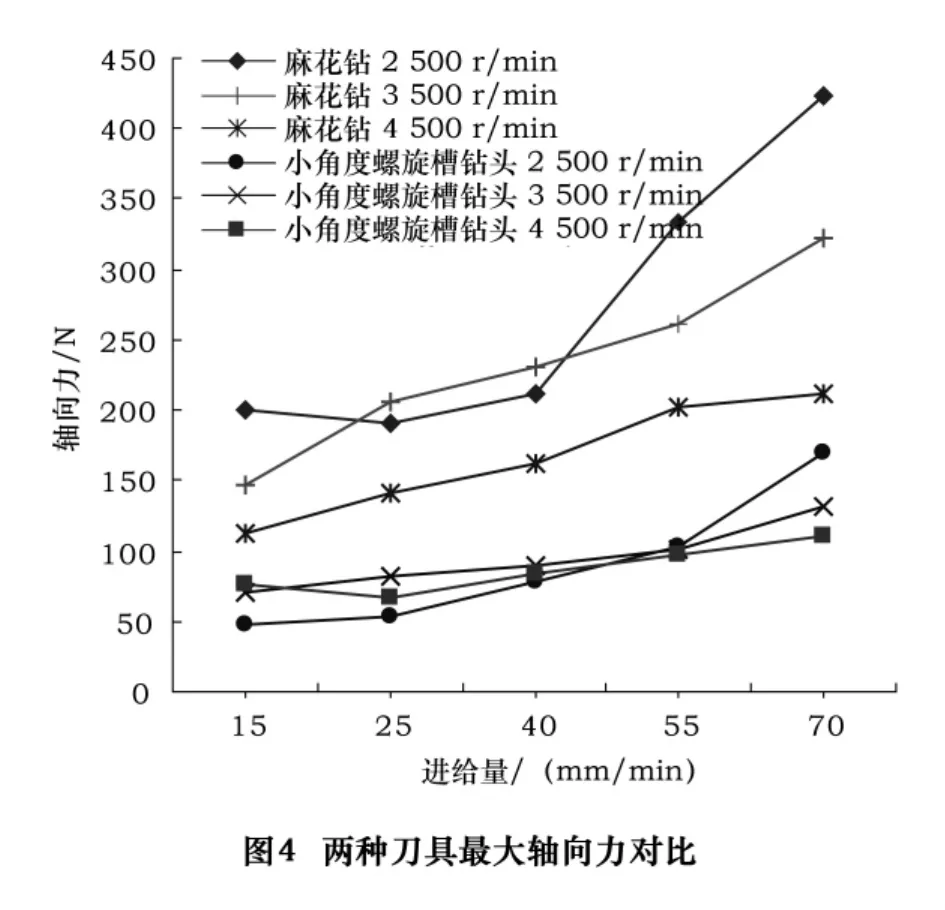
圖4為進給速度對兩種鉆頭產生的軸向力對比圖。由該圖可以看出,隨著進給速度的增大,最大軸向力也相應增大,此現象在麻花鉆的仿真過程中尤為明顯。當主軸轉速為2 500 r/min、進給速度為70 mm/min時,麻花鉆的最大軸向力為相同主軸轉速下15 mm/min時的兩倍。主軸轉速為3 500 r/min和4 500 r/min時軸向力依然呈現隨進給速度增大而增大的現象。并且麻花鉆頭的最大軸向力大于小角度螺旋槽鉆頭產生的最大軸向力。小角度螺旋槽鉆頭的最大軸向力受進給速度影響小于麻花鉆頭,說明該鉆頭在對碳纖維復合材料進行制孔加工時加工質量容易保證。
如圖4,當主軸轉速提高時,軸向力整體呈減小趨勢,即主軸轉速越高軸向力越小。主軸轉速對麻花鉆的影響大于小角度螺旋槽鉆頭,當主軸轉速由2 500 r/min提高到4 500 r/min時麻花鉆的軸向力明顯減小,小角度螺旋槽鉆頭的軸向力隨主軸轉速的提高而減小,但是效果并沒有麻花鉆頭顯著。對于麻花鉆頭,采用2 500 r/min的主軸轉速時,在40 mm/min到70 mm/min進給速度區間中軸向力增長幅度很大;采用4 500 r/min時,在相同的進給速度區間內軸向力增長幅度變小。對于小角度螺旋槽鉆頭,采用2 500 r/min的主軸轉速時,軸向力受進給速度增大的影響明顯;采用4 500 r/min時,軸向力隨進給速度增長而增長的趨勢放緩。說明隨著主軸轉速的增長,進給速度對軸向力的影響變小;主軸轉速對軸向力的影響大于進給速度。在鉆削加工過程中小角度螺旋槽鉆頭受工藝參數變化的影響較小,提高轉速減小進給速度有助于加工質量的改善。
3.2 加工質量的對比與分析
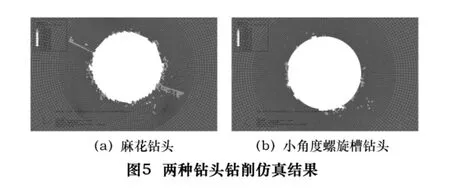
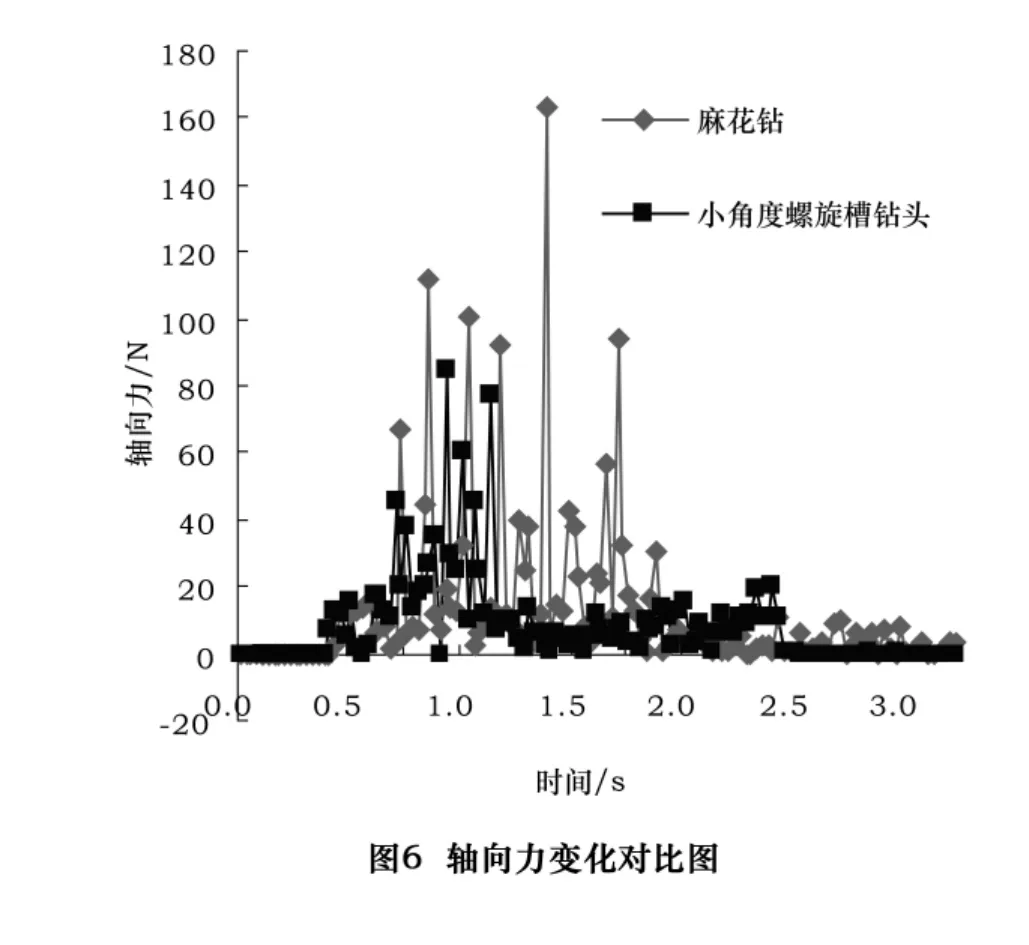
圖5為兩種刀具在主軸轉速4 500 r/min、進給速度40 mm/min時的鉆削出口質量對比圖,圖6為相同參數下的軸向力對比圖。以破壞區域大小作為衡量加工質量的標準。通過對比兩種鉆頭的出口質量,看出麻花鉆頭的破壞區域大于小角度螺旋槽鉆頭產生的破壞區域,加工質量較差。根據圖6可以看出兩者的軸向力分別為麻花鉆163 N,小角度螺旋槽鉆頭84.8 N,麻花鉆產生的軸向力約等于小角度螺旋槽鉆頭的兩倍,加工質量相差很大,說明軸向力越大加工質量越差。由圖5a可以看出采用麻花鉆對復合材料進行加工時,出口處加工質量難以保證,破壞現象明顯;圖5b為小角度螺旋槽鉆頭的加工出口質量仿真結果圖,在采用小角度螺旋槽鉆頭時,加工質量明顯優于麻花鉆,破壞明顯減少,出口處呈規則圓形,又由圖6可知該鉆頭產生的軸向力較小,更適于復合材料的制孔加工。
4 結語
本文就鉆削力和鉆削出口質量的對比分析可以得到以下結論:
(1)在碳纖維復合材料的制孔加工中主軸轉速對加工質量的影響大于進給速度。隨著主軸轉速的增大鉆削軸向力減小,同時也減弱進給速度對軸向力的影響。提高鉆頭轉速有利于減小鉆削軸向力,減少加工缺陷。
(2)進給速度對軸向力的影響較大,隨著進給速度的增大軸向力也相應增大。采用較小的進給速度可有效減小鉆削軸向力,提高制孔加工質量。
(3)鉆頭幾何角度對碳纖維復合材料的加工質量影響很大,相同加工條件下小角度螺旋槽鉆頭加工碳纖維復合材料時產生的最大軸向力小于普通麻花鉆頭,破壞面積小,加工質量較好,更適于碳纖維復合材料的制孔加工。
[1]Piquet R,Ferret F,Lachaud F,et al.Experimental analysis of drilling damage in thin carbon/epoxy plate using special drills[J].Compos Part A:Appl Sci Manufact,2000,31(10).
[2]Enemuoh EU,El-Gizawy AS,Okafor AC.An approach for development of damage - free drilling of carbon fibre reinforced thermosets[J].Int.J.Mach.Tools Manufact.,2001,41(12).
[3]鮑永杰,高航,李鳳全.電鍍金剛石鉆頭鉆削碳纖維復合材料研究[J].金剛石與磨料磨具工程,2009(3):38 -42.
[4]Tsao CC,Hocheng H.Taguchi analysis of delamination associated with various drill bits in drilling of composite material[J].Inter.J.Mach.Tools Manuf.,2004,44(10):1085 -1090.
[5]Dharan CKH.Fracture mechanics of composite materials[J].J.Eng.Mater Tech.ASME,1978,100:233 -247.
[6]Wong T L,Wu S M,Croy G M.An analysis of delamination in drilling composite materials[C].Atlanta:Proceedings of 14th SAMPE Technology Conference,1982.
[7]Koenig W,Wulf C,Grass P,et al.Machining of fiber reinforced plastics[J].Ann CIRP,1985,34(2):537 -548.
[8]Hashin Z,Rotem A.A fatigue criterion for fiber-reinforced materials[J].Journal of Composite Materials,1973,7:448 -464.
[9]Hashin Z.Failure criteria for unidirectional fiber composites[J].Journal of Applied Mechanics,1980,47:329 -334.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
汽車觀察(2016年3期)2016-02-28 13:16:26
