柴油機缸體頂、底面精加工臥式雙面精密銑床的設計制造
2012-10-16 08:13:20理永奇
科技傳播 2012年22期
理永奇
中國石油天然氣第一建設公司,河南洛陽 471023
由于近幾年農業(yè)機械化進程的快速發(fā)展,提高柴油機缸體的加工效率已是迫在眉睫的問題,于是我公司專門針對柴油機缸體頂、底面的加工成立了攻堅小組。
技術難點如下:
1)同時加工缸體頂、底面,節(jié)拍短,機床功能部件要有很好的剛性;2)切削余量大,而且精度要求高要求刀具有很好的性能;3)為避免劃傷工件,零件在加工完成后,銑頭要自動讓刀;4)缸體是薄壁零件,且具有開檔,夾具要求既要有足夠的剛性又要有很好的柔性;5)底面既定位又加工,定位點既要準確定位工件,又要在工件夾緊后撤離底面。
1 技術原理及方案
總體技術方案:
機床為臥式雙面雙軸布置形式,兩個銑削頭固定在側底座上不動,銑頭可自動讓刀。夾具采用油缸交錯布局方式,實現(xiàn)多點壓緊;油缸輔助支撐定位面;底面采用齒輪齒條連桿機構定位;一端設置定位點以消除切削力。夾具固定在變頻調速強力銑削機械滑臺上,隨滑臺移動工件加工完成以后,銑頭自動讓刀以免劃傷工件,滑臺退回原位。
2 刀具的調研與選取
前角的選擇原則與車刀基本相同,只是由于銑削時有沖擊,故前角數(shù)值一般比車刀略小,尤其是硬質合金面銑刀,前角數(shù)值減小得更多些。銑削強
度和硬度都高的材料可選用負前角。前角的數(shù)值主要根據(jù)工件材料和刀具材料來選擇。
銑刀的磨損主要發(fā)生在后刀面上,因此適當加大后角,可減少銑刀磨損。常取a 0=5°~12°,銑削時沖擊力大,為了保護刀尖,硬質合金面銑刀的刃傾角常取l s=-15°~15°。只有在銑削低強度材料時,取ls= 5°。
主偏角K r 在45°~90°范圍內選取,銑削鑄鐵常用45°,銑削一般鋼材常75°,銑削帶凸肩的平面或薄壁零件時要用90°。
傳統(tǒng)的精加工工藝為了滿足精度要求,切深余量一般都在0.5mm以下,而新的加工工藝為了滿足市場要求,加快生產(chǎn)節(jié)拍,把加工余量定為0.8mm~1mm,而且精度要求不放寬,這就要求刀具具有很好的切削性能。
最終選用的進口面銑刀具有以下特點:
1)大直徑,刀體為整體式,剛性好;2)刀具的前角、后角、主偏角均適合高強度的切削;3)刀片切削刃為大圓弧,可獲得良好的光潔度
3 功能部件的調研與選取
由于切削余量大,因此要求機床具有很高的剛性,經(jīng)過調研和計算,選擇了強力銑削滑臺和強力精密銑銑削頭,機床為臥式雙面雙軸布置形式,兩個ф120和ф160大功率單軸強力精密銑銑削頭固定在側底座上不動,自動讓刀行程為270mm,如果余量過大一次走刀不能滿足加工要求,可以分余量二次進刀定位進行加工;工件固定在變頻調速強力銑削機
械滑臺上,隨滑臺移動;工件加工完成以后,銑頭自動讓刀以避免劃傷工件,滑臺退回原位,銑頭油壓鎖緊有很強的剛性和很好的柔性。
柔性夾具的設計:
由于缸體是薄壁零件,銑削余量大,如果夾緊力過小會產(chǎn)生振動,夾緊力過大容易產(chǎn)生夾緊變形,會影響加工精度,為了避免這兩種情況的發(fā)生,采用兩點固定支承,兩點輔助支
承,在缸體頂面采用液壓缸帶動齒桿齒條機構控制初定位,在缸體前面設置側夾緊缸把工件頂?shù)絺榷ㄎ粔K上,側定位塊消除銑削,然后多點夾緊油缸夾緊工件,初定位撤除。
機床具體工作循環(huán)過程:
1)人工吊裝工件→右手推工件靠上底面定位頂桿;2)按"夾緊"按鈕,側定位油缸推工件至側定位塊到位,一次夾緊油缸夾緊,輔助支承升起頂緊工件,二次油缸夾緊、同時輔助夾緊油缸也夾緊工件,定位油缸后退,初定位頂桿撤離工件;3)按"向前"按鈕,銑削滑臺及銑頭自動工作循環(huán):主軸電機啟動、銑削滑臺快進,滑臺工進(終點停留),銑頭導軌鎖緊柱塞油缸放松,銑頭后退讓刀,滑臺快退到原位,銑頭前進到原位,夾具放松,初定位到位,卸下工件,完成一個工作循環(huán)。
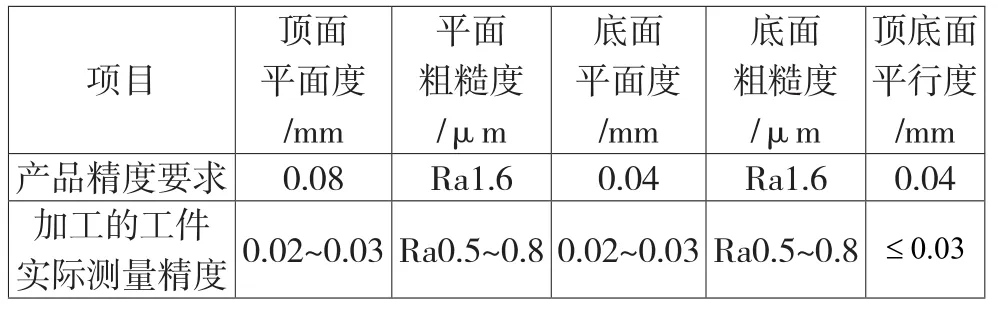
表1 加工精度對比
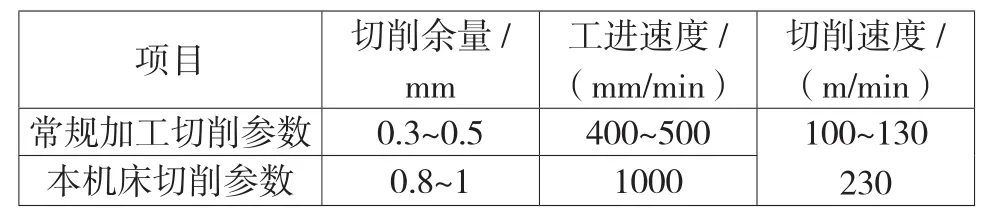
表2 切削參數(shù)對比
4 結論
該機床強力精密銑削的特點以及柔性夾具的設計,受到了用戶好評,加快了用戶與我公司在組合機床領域更深層次的合作;本機床的成功對于要求短節(jié)拍,強力高速精銑的大中型鑄鐵殼體類零件,是一個飛躍性突破,具體來說,主要有以下幾個主要特點:
1)高精度,以銑代磨,是本機床的最大特點,加工的精度大大超出了產(chǎn)品精度要求(見表1);2)大余量,高切削,高效率,大大縮短節(jié)拍,提高了生產(chǎn)效率(見表2);3)夾具體設計為整體結構,剛性好,帶有可靠的液壓輔助支承,實現(xiàn)多點夾緊,既有很好的剛性又很好的消除了因夾緊變形而影響加工精度的因素;4)采用了新型刀具,由于切削余量大,要求精度高,很多刀具廠家都拒絕加工余量超過0.5mm的精加工刀具的供應,經(jīng)過比較和試驗,最后大膽采用美國肯納公司的銑刀,達到了加工要求。新刀具的采用,對于打破傳統(tǒng)加工工藝和加工要求有非常重大的意義;5)由于銑削滑臺可以變頻調速,強力銑削頭讓刀行程為270mm,所以用戶只需更換夾具,就可以實現(xiàn)其它同類產(chǎn)品的銑削加工,既方便又節(jié)省。
[1]樂兌謙主編.金屬切削刀具[M].2版.機械工業(yè)出版社,2006,1.
[2]大連組合機床研究所編.組合機床設計[M].機械工業(yè)出版社,1975,6.
[3]沈陽工業(yè)大學等編.組合機床設計[M].上海科學技術出版社,1985.
[4]成大先主編.機械設計手冊[M].4版.化學工業(yè)出版社,2002,11.
