“中斷宏程序插入”功能在數(shù)控機(jī)床加快生產(chǎn)節(jié)拍上的應(yīng)用
2012-10-20 14:10:52黃風(fēng)
制造技術(shù)與機(jī)床 2012年1期
黃 風(fēng)
(武漢三菱工控技術(shù)服務(wù)中心,湖北武漢 430070)
為了加快生產(chǎn)節(jié)拍,生產(chǎn)廠家要求其使用的數(shù)控專用機(jī)床在正常的全自動加工程序下,還要通過外部操作隨時驅(qū)動某一軸的運(yùn)動。在基于三菱M70數(shù)控系統(tǒng)的基礎(chǔ)上,筆者為其開發(fā)了數(shù)控系統(tǒng)中的“中斷宏插入”功能,“手動自動同時有效功能”,“手動定位功能”,將3種功能結(jié)合使用,滿足了客戶的要求。
1 專用數(shù)控機(jī)床的工作要求
某客戶的數(shù)控專用機(jī)床,采用三菱M70數(shù)控系統(tǒng),有3運(yùn)動軸,其中第2軸做上料架軸。該機(jī)床的全自動工作程序如下:
N10 M20——上料架前進(jìn)上料;
N20(正常加工循環(huán)+上料架退回原位裝料);
N30 M80——上料架前進(jìn)卸料+上料。(這一工步的動作包括上料架前進(jìn)卸下已經(jīng)加工完畢的工件并執(zhí)行第2工件上料)。
在全自動的加工循環(huán)中,最后一步的“上料架前進(jìn)卸料+上料”動作是必須等待工件加工完畢后才執(zhí)行,而觀察實(shí)際生產(chǎn)過程,“上料架前進(jìn)”的動作可以提前執(zhí)行。生產(chǎn)方要求,只要工人裝料完畢,就使上料架前進(jìn)到“上料工位”,待上一工件加工結(jié)束后,直接卸下,換上“待加工工件”,這樣就節(jié)省了“上料架前進(jìn)”的這一段時間,加快了生產(chǎn)節(jié)拍。
2 M70數(shù)控系統(tǒng)的“功能開發(fā)”
對于M70數(shù)控系統(tǒng)而言,這一要求的實(shí)質(zhì)是:在自動加工過程中,只要接到某一外部操作信號,就啟動某一軸運(yùn)動,而且,正常的加工過程不受影響,照常運(yùn)行。而在通常的加工程序中,各軸的運(yùn)行是按照預(yù)先編制“加工程序”的指令運(yùn)行的。不受外部信號的影響。
如何才能滿足客戶的要求呢?
2.1 啟用 M70CNC的“中斷”功能
M70CNC中的“中斷功能”是指在正常加工程序執(zhí)行過程中,一旦接到外部中斷信號,就停止執(zhí)行當(dāng)前正常程序,轉(zhuǎn)而執(zhí)行預(yù)先編制的“中斷程序”,在“中斷程序”執(zhí)行完畢后又返回執(zhí)行“主程序”。
如果將中斷功能設(shè)置成為在主加工程序的“當(dāng)前程序段”執(zhí)行完畢后,再執(zhí)行中斷程序,這樣可以不影響主加工程序的連續(xù)性。
P9200是一種常規(guī)的中斷程序:
中斷程序P9200
N10 G90 G1 Y1000 F300——Y軸前進(jìn)到上料工位。
N20 M99
這一中斷宏程序顯然不能滿足客戶要求,因?yàn)檎V鞒绦虮煌V罐D(zhuǎn)而執(zhí)行上料軸的動作,實(shí)際加工時間沒有減少反而影響了正常的加工過程。實(shí)用的“中斷程序”必須沒有時間上的占用,即該中斷程序只發(fā)出“啟動上料軸前進(jìn)”的指令,不等該軸運(yùn)動到位(運(yùn)動到位由別的方式檢測),就結(jié)束中斷程序,返回主程序。
2.2 啟用手動-自動同時有效功能
“手動自動同時有效功能”——這一功能是指在自動模式下,使某一軸的手動功能也有效,手動功能包括“JOG點(diǎn)動模式”、“手輪模式”和“手動定位模式”。為滿足客戶的要求,可以使用“手動定位模式”。
在“手動定位模式”下,可以預(yù)先設(shè)定“定位位置”,只要發(fā)出啟動信號,就可以直接運(yùn)動到該位置。
這樣,“中斷程序”可以編制如下:
P9300——中斷程序
N10 M40——進(jìn)入“手動自動同時有效”模式;
N20 M42——設(shè)置手動定位模式的運(yùn)行位置,坐標(biāo)系,速度,插補(bǔ)方式,加減速時間;
N30 M43——發(fā)出“啟動”指令;
N40 M99——中斷程序結(jié)束,返回主程序。
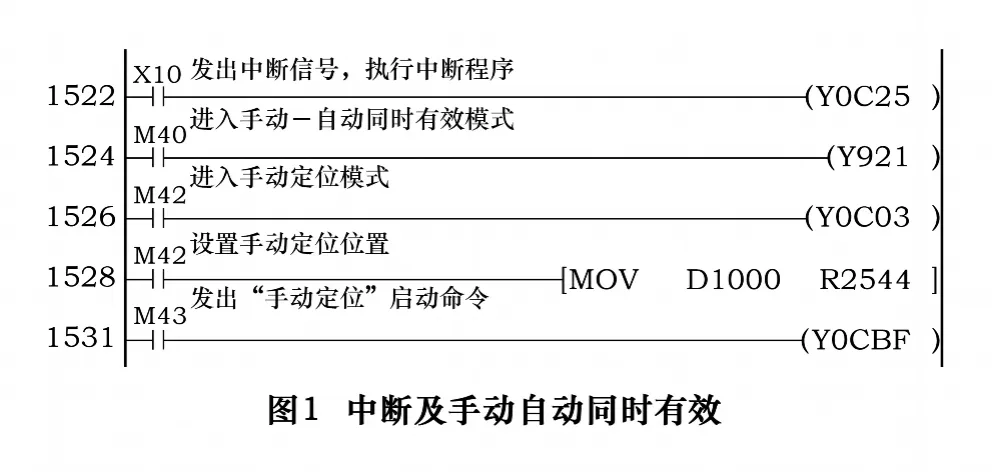
P9300這一中斷程序能夠滿足客戶要求,該中斷程序全部使用M指令,對M指令的處理全部在PLC程序后臺處理完成,不占用執(zhí)行加工程序的時間,從表面上看,主加工程序一直沒有停頓執(zhí)行。
相關(guān)的PLC程序編制如圖1所示。
3 M70 CNC中使用“手動定位模式”的關(guān)鍵
使用“手動定位模式”要在PLC程序內(nèi)做大量的設(shè)置,PLC程序的編制相對繁復(fù)。
在三菱M70CNC數(shù)控系統(tǒng)中,與“手動定位模式”有關(guān)的接口如下:
(1)手動定位模式——YC03(PTP)
當(dāng)YC03=ON時,系統(tǒng)進(jìn)入“手動定位模式”。“手動定位模式”可以在“自動-手動同時有效”狀態(tài)中使用;“手動定位模式”與其他的“手動”模式不同,由于它具有“定位”的功能,所以與定位有關(guān)的因素都必須進(jìn)行設(shè)定。
(2)運(yùn)動軸的選擇
在實(shí)際操作中首先必須選定需要進(jìn)行手動定位的軸,這需要在PLC程序中處理。M70系統(tǒng)提供了3個“手動定位”操作站,就象大型設(shè)備有3個手輪一樣。所以必須選擇“手動定位”操作站。再選定運(yùn)動軸。運(yùn)動軸的選擇信號如下:
YCA0~YCA7——第1站相關(guān)信號(軸選擇);
YCA8~YCAF——第2站相關(guān)信號(軸選擇);
YCB0~YCB7——第3站相關(guān)信號(軸選擇)。
(3)定位距離的設(shè)定;
下列3個文件寄存器用于設(shè)置各軸的運(yùn)行位置:
R2544——第1站移動距離;
R2548——第2站移動距離;
R2552——第3站移動距離。
在PLC程序中必須向以上的R寄存器里寫進(jìn)需要運(yùn)行的距離。如圖1。
(4)高速加減速模式——YCB8
當(dāng)需要高速加減速時,YCB8=ON。但使用高速加減速模式時機(jī)床常常會引起伺服系統(tǒng)報(bào)警。故一般YCB8=OFF;在程序中可以不編制。本例中設(shè)置YCB8=OFF。
(5)軸獨(dú)立運(yùn)行——YCB9
當(dāng)兩個以上的軸同時定位時,需選擇是聯(lián)動還是獨(dú)立運(yùn)行。當(dāng)YCB9=ON時,各軸獨(dú)立運(yùn)行;當(dāng)YCB9=OFF時,各軸聯(lián)動運(yùn)行。本例中設(shè)置YCB9=ON。
(6)運(yùn)行速度的確定——YCBA
當(dāng)YCBA=OFF時,運(yùn)行速度為手動運(yùn)行速度,即與JOG點(diǎn)動運(yùn)行相同的速度;當(dāng)YCBA=ON時,運(yùn)行速度為自動運(yùn)行速度(F),即在自動模式下用F指令指定的速度。本例中設(shè)置YCBA=OFF。但本運(yùn)行速度是否有效要取決于“YCBB(CXS4)”。
(7)快進(jìn)速度選擇——YCBB(CXS4)
當(dāng)YCBB=OFF時,運(yùn)行速度為快進(jìn)速度,并且快進(jìn)倍率有效。即相當(dāng)于G0的速度。定位動作一般是采用快進(jìn)方式的;當(dāng)YCBB=ON時,運(yùn)行速度由YCBA確定。本例中設(shè)置YCBB=OFF。
(8)坐標(biāo)系選擇——YCBC(CXS5)
既然是定位,就必然需要確定坐標(biāo)系。YCBC就是用于確定所采用的坐標(biāo)系。當(dāng)YCBC=OFF時,采用機(jī)械坐標(biāo)系;移動量以機(jī)械坐標(biāo)系為準(zhǔn);當(dāng)YCBC=ON時,采用工件坐標(biāo)系;移動量以工件坐標(biāo)系為準(zhǔn)。本例中設(shè)置YCBC=OFF。
(9)絕對值/增量值的選擇——YCBD
當(dāng)YCBD=OFF時,選擇絕對值,這時YCBC所確定的坐標(biāo)系有效;當(dāng)YCBD=ON時,選擇增量值,這時移動量與坐標(biāo)系無關(guān),而只與當(dāng)前位置有關(guān)。本例中設(shè)置YCBC=OFF。
(10)啟動/停止——YCBF/YCBE
當(dāng)以上所有的限制條件都設(shè)定完畢后,還有2個最重要的信號:“啟動”和“停止”。
YCBE是一個B接點(diǎn)信號。當(dāng)YCBE=OFF時,軸移動停止。而且當(dāng)YCBE從OFF變成ON時,軸又重新開始移動。這與“自動暫停”的功能不同,需要特別注意。如果不需要停止,就不必對此編程。
當(dāng)YCBF=ON時,定位運(yùn)動開始。注意,這個信號的下降沿脈沖有效。
當(dāng)然,這是最重要的信號。
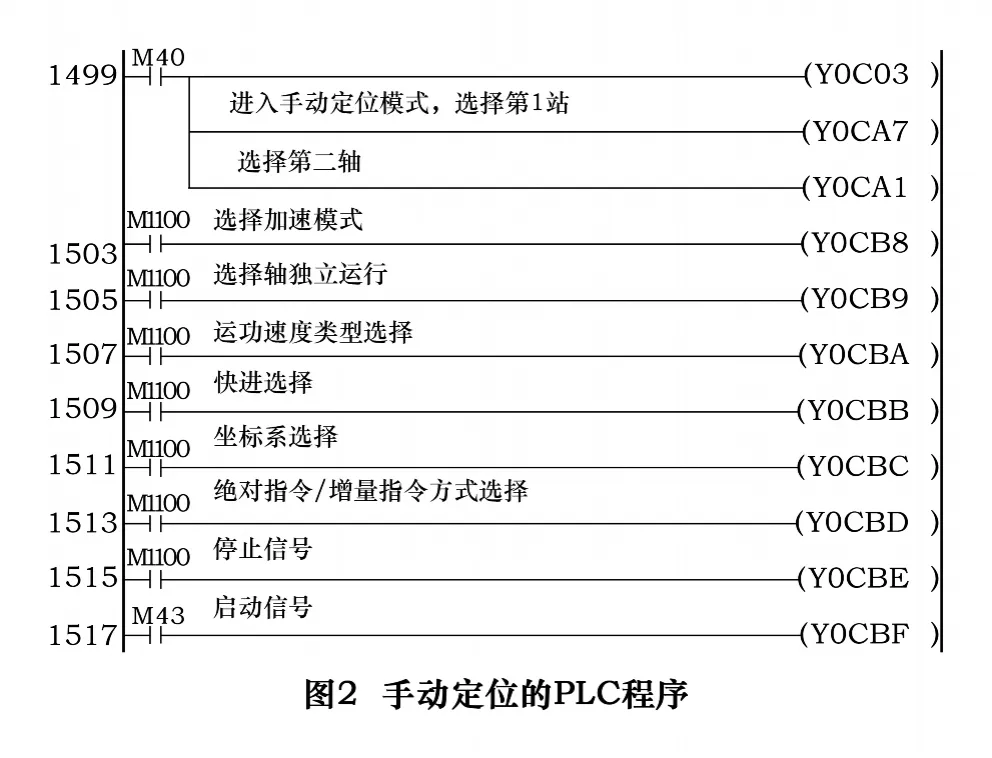
在對以上各接口的定義充分理解后,編制PLC程序如圖2所示。
4 結(jié)語
為了滿足客戶對加快生產(chǎn)節(jié)拍的要求而在M70數(shù)控系統(tǒng)的基礎(chǔ)上開發(fā)了“中斷功能”、“手動-自動同時有效功能”、“手動定位功能”。通過巧妙地編制主加工程序和PLC程序。實(shí)現(xiàn)了客戶的要求。該專用機(jī)床經(jīng)過2年的使用,反映良好。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環(huán)球時報(bào)(2017-03-30)2017-03-30 06:44:45
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學(xué)報(bào)(2016年1期)2017-01-20 08:21:20
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年22期)2014-03-01 04:32:55
