閥芯端帽工作面激光合金化夾具設計
2012-10-23 07:52:52王斌修田新國
制造技術與機床 2012年10期
王斌修 田新國
(青島理工大學工程訓練中心,山東青島 266033)
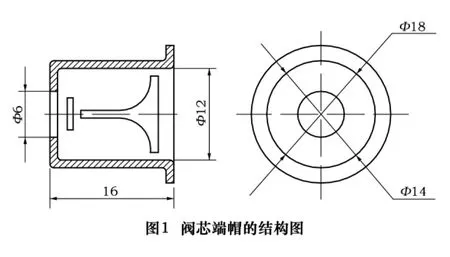
自動流量平衡閥是一種自動恒定流量的工況平衡閥,能有效地解決動態水力失調問題,自動保證管網的安全運行,廣泛用于建筑、消防、暖通、石油和化工等系統管網。其中,閥芯端帽是自動流量平衡閥的核心部件,工作時通過端帽上下運動來保持流量的動態恒定,其結構如圖1所示。閥芯端帽與閥體之間不斷摩擦而極易被磨損或被流體腐蝕,嚴重時甚至會影響自動流量平衡閥的正常工作。為了提高閥芯端帽工作面的表面硬度、耐摩擦和耐腐蝕等性能,可以采用激光合金化技術對其進行局部改性處理,可以在不犧牲結構整體特性的前提下,滿足閥芯端帽工作面的性能要求[1]。
1 問題的提出
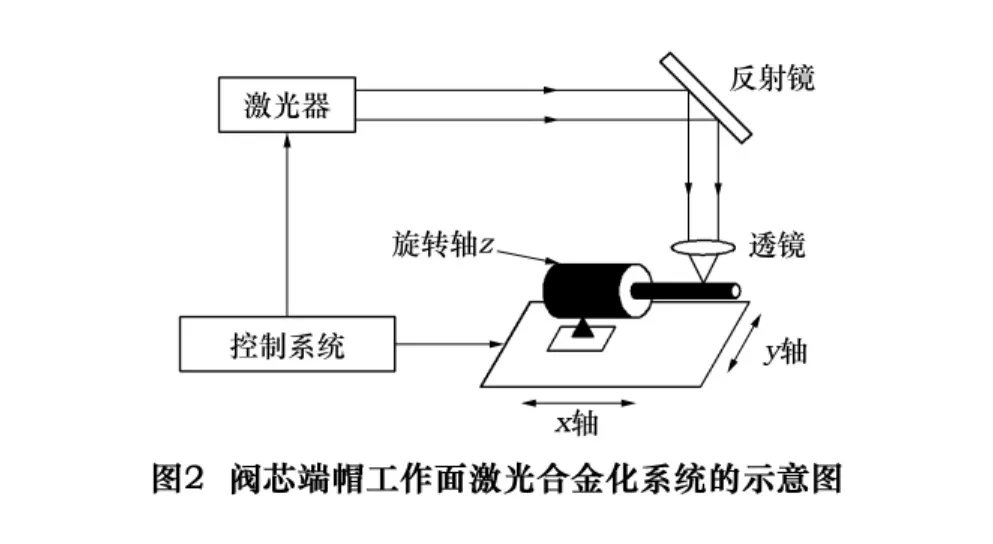
自動流量平衡閥閥芯端帽工作面激光合金化系統如圖2所示,其工作臺由水平移動的x軸、y軸及轉動軸z軸組成,當對閥芯端帽工作面進行激光合金化時,由x軸的平移和z軸的轉動完成工件相對激光束的移動,在閥芯端帽工作面上得到所要求的激光束移動軌跡。在閥芯端帽工作面激光合金化過程中,若采用三爪卡盤直接裝夾,由于工件自身的剛性較差,且三爪卡盤卡爪的圓弧表面的曲率與閥芯端帽外表面的圓弧曲率不吻合,在夾緊時,3個卡爪與閥芯端帽外表面有6個不均勻分布的接觸點,則閥芯端帽所受徑向夾緊力亦分布不均勻,極易使閥芯端帽產生異形變形[2],將對閥芯端帽的表面質量和形位公差等產生影響。此外,激光表面合金化是利用高能量激光束使基體材料表面與根據需要添加的合金元素同時快速熔化、混合,形成表面合金層,熔化層凝固時的冷卻速度相當于急冷淬火技術能達到的冷卻速度[3-4]。這樣在合金化加工過程中,對基體的熱效應雖然很小,但閥芯端帽的整體尺寸較小,尤其是其壁厚僅為1 mm,閥芯端帽由此產生的熱變形和急速冷卻引起的變形就必須要進行考慮了。以上這些問題在閥芯端帽工作面激光合金化加工的過程如不加以有效解決,將影響閥芯端帽工作面激光合金化加工的精度和質量,導致大量不合格零件的出現。
2 夾具的設計
工件裝夾定位的常用方法主要有3種:(1)C形夾套、全包軟爪和配塞堵頭等;(2)軸向壓緊,如壓定位端面的非加工面或該端的工藝臺;(3)徑向全部夾緊,如彈簧夾頭、可漲心軸、小錐度心軸以及小錐度心軸配雞心夾等[5-6]。對于閥芯端帽的夾緊,第1種裝夾定位方法的定位精度相對較低,而采用第2種即軸向夾緊的方法時,由于閥芯端帽的側壁很薄,若壓緊力過大,很容易造成工件彎曲或扭曲變形,所以綜合考慮采用第3種即徑向全部夾緊的方法。
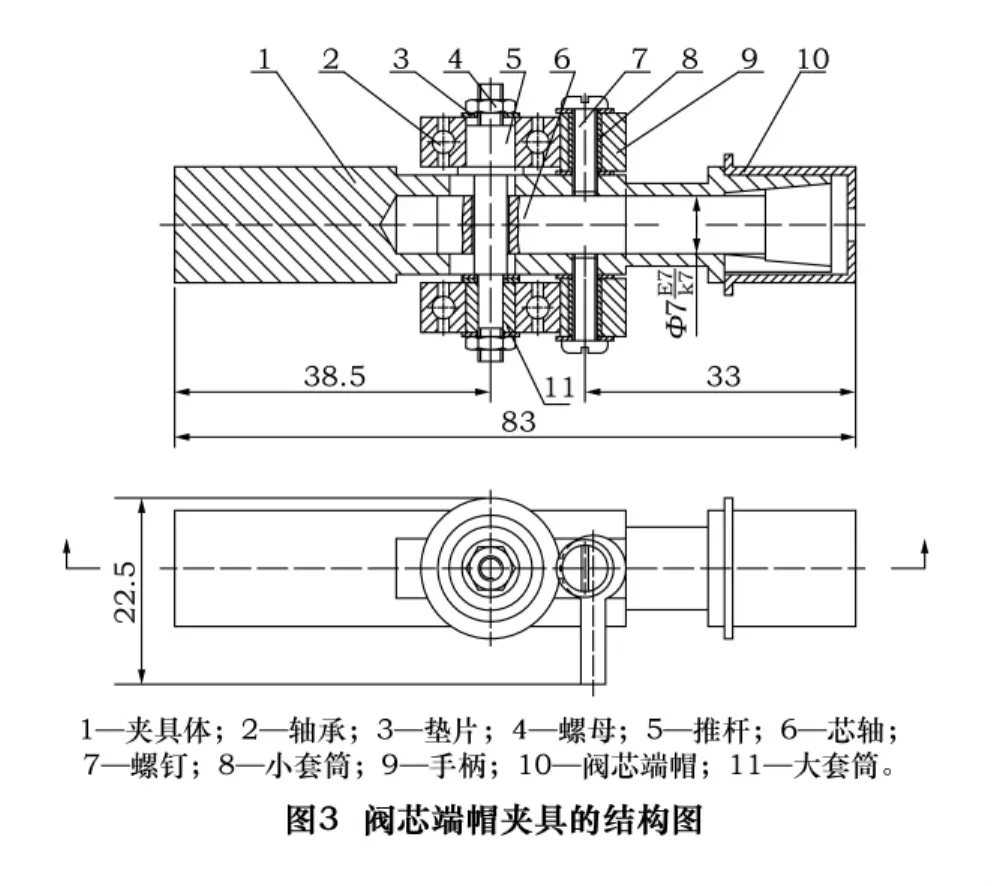
閥芯端帽夾具設計時在保證閥芯端帽能準確定位,減小加工過程中所引起變形的前提下,盡量使夾具的結構簡單,裝夾及更換方便,閥芯端帽夾具的結構如圖3所示,具有自動定心和自鎖等功能。其具體工作過程為:將閥芯端帽夾具組裝完成后,將其裝夾在激光多功能加工機工作臺的三爪卡盤上,調試完成后,將閥芯端帽套在夾具體1右端的彈性夾頭上,通過夾具體右端軸肩與閥芯端帽底端面的配合對其進行軸向定位,然后旋轉手柄9,推動推桿5沿夾具體軸向向左移動,同時帶動心軸6沿夾具體的軸向向左移動,心軸的右端錐形面部分在其向左移動的過程中,逐漸對夾具體右端彈性夾頭產生沿徑向均勻分布的作用力,使彈性夾頭沿徑向向外擴張實現對閥芯端帽的夾緊,同時完成閥芯端帽的徑向定位;閥芯端帽工作面激光合金化加工完成后,只需要將手柄反向旋轉到初始位置,即可推動推桿沿夾具體軸向向右移動,從而帶動心軸沿夾具體軸向向右移動,心軸右端錐形面部分在其向右移動的過程中,對夾具體右端彈性夾頭產生的沿徑向均勻分布的作用力逐漸減小,使彈性夾頭逐漸恢復原狀,松開閥芯端帽,此時即可更換閥芯端帽,重復以上裝夾過程,繼續進行加工。
閥芯端帽夾具通過夾具體右端的軸肩實現閥芯端帽的軸向定位,通過夾具體與心軸相互配合實現閥芯端帽的夾緊和徑向定位。夾具體右端彈性夾頭由3個與軸肩相連的弧形葉片組成,旋轉手柄帶動心軸向左移動過程中,通過心軸右端的外錐面與夾具體右端彈性夾頭的內錐面的相互配合實現閥芯端帽的徑向定位及夾緊。在此過程中,為防止心軸在夾具體內左右移動時由于晃動而影響定位精度,對心軸和夾具體內孔的前段進行精加工。使用夾具完成閥芯端帽的夾緊和定位后,要維持閥芯端帽在整個激光表面合金化過程中具有穩定的夾緊和定位狀態,即要求夾具本身具有自鎖性,具體來說,將手柄設計成偏心圓盤式結構使其具有自鎖性。此外,設計彈性夾頭的內錐面和心軸右端的外錐面的角度相同,均為10°,在保證夾具自動定心作用的同時使心軸向左移動時不自鎖,向右移動時自鎖。
3 結語
在實際應用中,發現該夾具能夠有效解決閥芯端帽直接裝夾會引起裝夾變形和定位精度低的問題,具有結構簡單、定位可靠、拆裝方便以及使用壽命長等優點,并具有一定的通用性,能夠有效提高閥芯端帽工作面激光合金化時的合格率及加工效率。
[1]曹鳳國.激光加工技術[M].北京:北京科學技術出版社,2007:127.
[2]馬進中.一種新型防變形車銑夾具的研制[J].制造技術與機床,2009(10):110-112.
[3]張永康,周建忠,葉云霞.激光加工技術[M].北京:化學工業出版社,2004:40.
[4]洪蕾,吳鋼.激光加工技術基礎[M].北京:人民交通出版社,2008:135.
[5]王青成.一種薄壁襯套加工及其夾具設計[J].制造技術與機床,2011(5):97-98.
[6]張玉峰.薄壁環形件加工工藝方法的探討[J].制造技術與機床,2009(8):94-95.
