油管螺紋缺欠原因分析與探討
2012-11-08 10:01:12李天聰李士銘王國亮
石油工業技術監督 2012年3期
關鍵詞:質量
李天聰 黃 強 李士銘 王國亮
中國石化中原油田分公司 采油四廠 (河南 濮陽 457001)
油管螺紋缺欠原因分析與探討
李天聰 黃 強 李士銘 王國亮
中國石化中原油田分公司 采油四廠 (河南 濮陽 457001)
闡述了油管在石油工業生產過程中的重要作用,指出了因管坯缺陷引起的油管螺紋加工缺欠問題,及油管螺紋缺欠給油田生產帶來的質量隱患,并進行了原因分析,為提高油管螺紋制造質量提出了建議。
油管 管坯螺紋缺陷缺欠鐓粗質量
油管是石油工業使用量最大的工業產品。它貫穿于石油開采的各個環節,是油田開發石油,把油管下入生產井中從井底將原油、天然氣輸送到地表面的主要工具,在油田開發漫長的歷史過程中起著不可替代的作用。井下作業過程中,由于部分油管出廠時螺紋制造存在有齒高不連續或不規則現象,造成油管上扣嚙合時螺紋密封面受到創傷,致使油、氣、水井生產管柱螺紋泄漏,導致作業工序返工或生產管柱失效,最終增加生產成本、影響采油速度和采收率。因此,油管螺紋的質量、性能是保證采油(氣)井安全可靠性以及油(氣)井生產壽命的重要基礎。
1 常見油管螺紋缺欠的表現形式
1.1 局部螺紋齒頂圓角不連續
油管外螺紋8牙扣(圓螺紋)齒頂55°圓角不連續,齒頂55°的螺紋在一個側面局部出現螺紋根部幾扣齒頂只有寬度,沒有圓度,而另一個側面則螺紋齒頂圓度完好,這就是局部螺紋齒頂圓角不連續,如圖1。
1.2 圓周螺紋齒頂圓角不連續
油管外螺紋8牙(圓螺紋)齒頂55°,鐓粗位置根部連續幾扣的齒頂只有寬度,沒有圓度,形成圓周螺紋齒頂圓角不連續,如圖2。
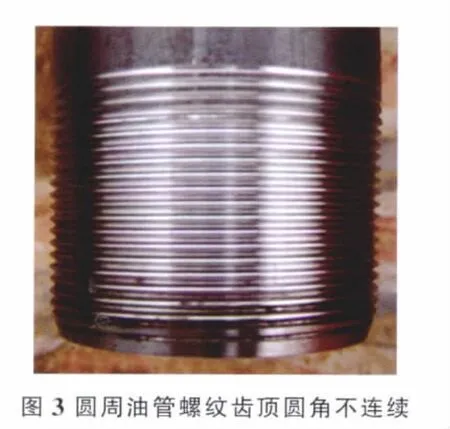
10牙油管螺紋同樣存在根部連續幾扣的齒頂只有寬度,沒有圓度,形成圓周螺紋齒頂圓角不連續,如圖3。
2 油管螺紋缺欠造成的質量隱患
石油工業使用的油管都是采用螺紋連接的方式,將油管一根接一根的串聯起來連接到井底,并順利通過試壓等現場作業工程,實現油井采油、氣井采氣和水井注水等功能。因此油管螺紋及螺紋連接是保證油管質量和強度的關鍵部位,也是造成要害工序返工和工程事故發生的直接原因。它在油田井下作業和油、氣、水井生產過程中主要存在以下幾個方面的質量隱患:①由于油管螺紋存在缺欠,造成螺紋不密封,引起機采井抽油泵管柱靜水柱試壓不合格,導致下泵工序失敗。②油管螺紋存在缺欠,安全系數必然降低,造成螺紋抗拉強度下降,重載荷作用下螺紋易出現滑脫現象,導致井下落物事故發生。③封隔器分層注水管柱在高注入壓力的作用下,當油管內的注入壓力超過套管壓力10MPa之后,由于油管和套管之間注水壓差過大,油套壓差不平衡,易出現螺紋泄漏,導致封隔器分層注水井管柱失效。④采氣管柱由于油管和套管之間生產壓差過大,易出現螺紋泄漏現象,使油管和套管內的生產壓力失去平衡控制,造成井底積水,導致采氣管柱失效。
上述隱患都是發生在油管螺紋缺欠方面,這些螺紋缺欠的存在嚴重影響了采油速度和采收率的提高,致使生產成本增加。
3 油管螺紋缺欠原因分析
從同一根外加厚油管8牙圓螺紋的外觀分析:圖1油管共有螺紋16扣,螺紋總長50.8mm,從油管螺紋的始端向螺紋根部末端計算,自第1扣到第8扣為8牙圓螺紋,而自第9扣到第16扣為方頂螺紋,分布面積為不規則的“v”字形,使用塞規測量,方頂扣的齒高比標準的8牙圓螺紋的齒高低0.07mm。根據圖1分析,這根外加厚油管的螺紋屬于管坯局部鐓粗圓度存在缺陷,導致螺紋高度不夠,引起的加工制造缺欠。
而從另一個側面看,該螺紋全部是標準的8牙圓螺紋扣型。這根加厚油管的鐓粗圓度直徑達到了標準要求,加工制造出的扣型符合SY/T 6194-1996及API Spec 5B標準要求。
圖2油管共有螺紋16扣,螺紋總長50.8mm,從油管螺紋的始端向螺紋根部末端計算,自第1扣到第9扣為8牙圓螺紋,而自第10扣到第16扣為方頂螺紋,分布面積為圓周360°,使用塞規測量,方頂扣的齒高比標準的8牙圓螺紋的齒高低0.07mm。
根據圖2分析,這根外加厚油管的螺紋屬于管坯鐓粗,包括加厚過渡帶段鐓粗圓度存在缺陷,導致螺紋高度不夠,引起的加工制造缺欠。
通過對圖1和圖2的剖面直觀分析,更加說明了這部分外加厚8牙圓螺紋的扣型缺欠是由原材料存在的缺陷引起的。
圖3是平式油管外螺紋,10牙圓螺紋扣型,共20扣,螺紋總長50.8mm,從油管螺紋的始端向螺紋根部計算,自第1扣到第15口為10牙圓螺紋,而自第16扣到第20扣為方頂螺紋,方頂螺紋占總扣數的25%,分布范圍圓周360°,使用塞規測量,方頂扣的齒高比10牙普通圓螺紋的齒高低0.05mm。
根據圖3分析,這部分平式油管的外螺紋也屬于管坯圓度存在缺陷,引起的螺紋加工制造缺欠。
4 油管螺紋缺欠的預防措施
4.1 原材料質量控制
原材料性能是油管質量的基本保證,沒有性能合格的原材料,根本無法生產出合格的產品。對原材料質量的控制,必須從源頭做起,采購→驗收→入庫→出庫→制造,各道程序都要通過質量策劃、質量控制和質量改進等手段,確保原材料質量的可靠性、經濟性和適用性,從而確保加工制造的產品性能符合SY/T 6194-1996及API Spec 5B標準要求。
4.2 加厚鐓粗圓度質量控制
加厚油管兩頭的加厚部分是由管坯鐓粗加工制造而成,要提高管坯的適用性首先必須通過:①控制管料的壁厚尺寸。②控制內成型工具。③控制加厚的外成型工具加厚模的成型尺寸。④控制管坯加熱,管端縮短部分的加熱溫度。⑤控制變形加工工藝等質量控制程序,從而使油管加厚鐓粗圓度尺寸滿足加工制造的需要。
其次,在每道鐓粗工藝中,包括加厚過渡帶段都要嚴格遵循PDCA循環程序。通過計劃→實施→檢查→處置4個環節的循環,循循漸進,逐步提高產品質量和過程質量。堅持實施大循環套小循環的質量控制程序,不斷提升油管加厚鐓粗圓度的質量水平。
4.3 加大對產品性能的檢測力度
將SY/T 6194-1996套管和油管標準規定的每批200根油管,抽取1根油管的比例進行檢查驗收,改為每捆油管(14根),抽取1根油管的比例進行檢查驗收。確保入庫產品的外觀和幾何尺寸,如外圓、不圓度、壁厚及螺紋的錐度、齒高、螺距、牙型角度等符合API Spec 5B規定的技術條件。
5 認識
產品質量優良的油管螺紋,僅靠數控車床加工是難于完成的,只有從源頭做起控制好原材料的質量,對管坯的鐓粗過程實施全面質量控制方可實現。在管坯鐓粗加工制造過程中,建立完整、系統、科學的質量管理體系,對影響螺紋加工質量的加厚鐓粗段包括加厚過渡帶的關鍵環節、關鍵因素、層層把關,嚴格實施PDCA程序控制,把結果管理轉變為過程管理,這樣才能提高油管螺紋質量的可靠性、適用性和經濟性,最大限度地保障油管使用中的安全可靠性,減少油管失效,延長油管的使用壽命,降低工程成本。
[1]呂栓錄,駱發前,周杰,等.雙臺肩NC50鉆桿內螺紋接頭縱向開裂原因分析[J].石油工業技術監督,2004,20(8):5-7.
[2]廖凌,崔順賢,葉頂鵬,等.空氣鉆井鉆桿斷裂失效分析[J].石油工業技術監督,2009,25(6):12-14.
[3]李記科,李昱坤,高建忠.實施駐廠監造貫徹油井管標準提高油井管質量[J].石油工業技術監督,2007,23(5):14-16.
An Explanation focuses on the important role of oil tubes in the production of oil industry.Next,some problems are presented including the processing deficits of oil tube screws caused by tube blank deficiency,the quality hidden dangers brought about by tubing screw deficits to the oilfield production.Through the cause analysis,some suggestions are put forward so as to improve the quality of oil tube screw manufacture.
oil tube;tube blank;screws;deficiency;deficit;continuous upsetting;quality
李天聰(1963-),男,工程師,主要從事井下作業質量管理工作。
黃永場
2012-02-01
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54