CARP內(nèi)噴涂油管失效分析
2012-11-08 10:01:14慕學(xué)東李營波趙海濱
石油工業(yè)技術(shù)監(jiān)督 2012年3期
慕學(xué)東 李營波 相 振 趙海濱
中國石化勝利油田分公司 東辛采油廠 (山東 東營 257000)
CARP內(nèi)噴涂油管失效分析
慕學(xué)東 李營波 相 振 趙海濱
中國石化勝利油田分公司 東辛采油廠 (山東 東營 257000)
CARP內(nèi)噴涂油管是一種新型的防腐耐磨油管,在使用過程中,有的出現(xiàn)了油管工廠端接箍和螺紋腐蝕現(xiàn)象,對腐蝕情況進(jìn)行了詳細(xì)描述,并且進(jìn)行了油管的機(jī)械性能試驗(yàn)、靜水壓試驗(yàn)和化學(xué)成分分析,對油井采出液進(jìn)行了組分分析,將該種內(nèi)噴涂油管進(jìn)行生產(chǎn)工藝還原后進(jìn)行了對比試驗(yàn)。在對試驗(yàn)數(shù)據(jù)分析的基礎(chǔ)上,分析了該種油管工廠端螺紋腐蝕的原因,并提出了改進(jìn)的建議。
關(guān)鍵詞 CARP內(nèi)噴涂油管 螺紋腐蝕 油管外螺紋 涂層失效
隨著油田采出液含水率的上升,油管的腐蝕和偏磨現(xiàn)象日趨嚴(yán)重。為解決這一難題,科研人員研究開發(fā)出各種內(nèi)涂層油管,陸續(xù)在各油田試驗(yàn),其中CARP內(nèi)噴涂油管就是這些防腐蝕、防偏磨產(chǎn)品中的一種,近幾年在各油田逐步推廣使用。
CARP粉末涂料是在特制樹脂中加入超細(xì)耐磨材料和潛伏型固化劑,通過研磨制成粉末涂料。將CARP粉末涂料均勻涂覆于油管內(nèi)壁,經(jīng)熔融、固化,形成平整、致密的防腐耐磨涂層,這就是CARP內(nèi)噴涂油管。
CARP內(nèi)噴涂油管在井下使用,顯現(xiàn)出了其良好的防腐耐磨性,也暴露出了其在生產(chǎn)、運(yùn)輸、使用過程中存在的問題。例如:2011年4月2日辛139X6井使用D73CARP內(nèi)噴涂油管2 260m,生產(chǎn)至2011年6月16日,液量由開井時(shí)的30m3下降到3m3,提出全部管柱,經(jīng)檢查發(fā)現(xiàn)多根CARP內(nèi)噴涂油管工廠端外螺紋出現(xiàn)腐蝕破損,導(dǎo)致絲扣滲漏倒井,而非工廠端螺紋正常,無任何腐蝕痕跡。
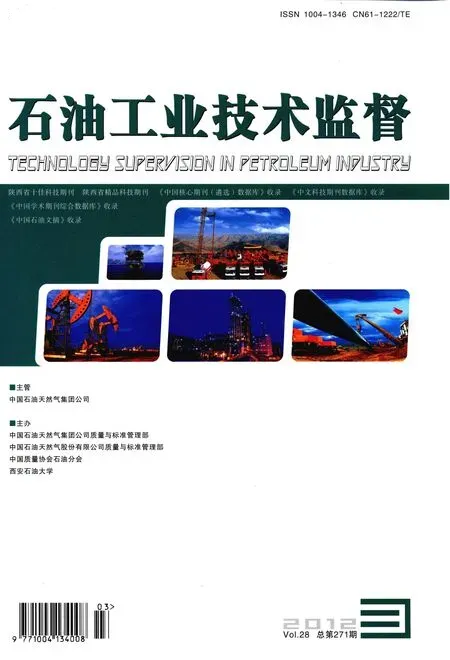
1 失效樣品描述
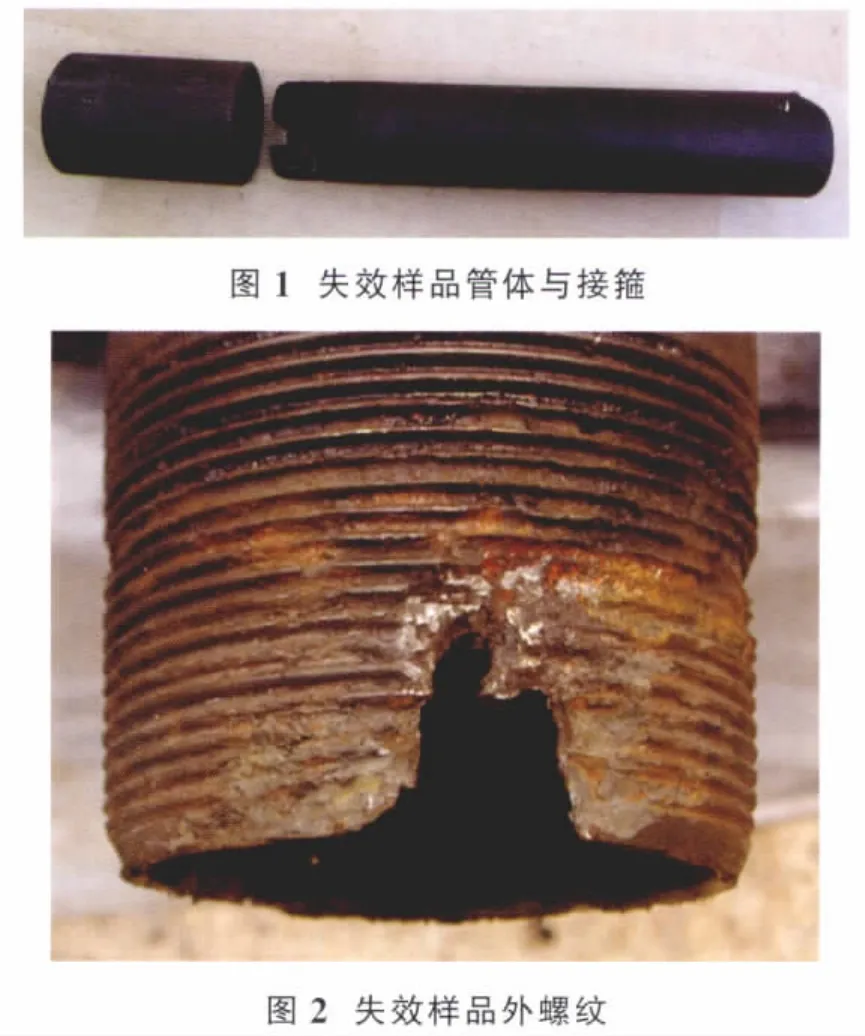
失效樣品如圖1所示,樣品工廠端外螺紋出現(xiàn)明顯腐蝕缺口,接箍對應(yīng)部位亦出現(xiàn)明顯腐蝕跡象。截取失效樣品外螺紋進(jìn)行觀察,如圖2所示,失效樣品內(nèi)壁涂層光滑、完整,無明顯腐蝕、偏磨跡象。樣品端部約1/2區(qū)域內(nèi)出現(xiàn)明顯腐蝕跡象,有1處內(nèi)外壁已穿透,局部有點(diǎn)蝕。根據(jù)觀察,可以發(fā)現(xiàn)腐蝕具有明顯的方向性,腐蝕由管端部向螺紋大端發(fā)展,當(dāng)螺紋密封效果未喪失時(shí),腐蝕方向?qū)⒀勇菁y圓周方向進(jìn)展。樣品端部未腐蝕區(qū)域,管端涂覆層保存完好,剝離涂覆層后,管端未見腐蝕跡象。由此推斷,腐蝕從樣品外壁開始,沿螺紋由管端逐漸向螺紋大端發(fā)展。
2 試驗(yàn)檢測及分析
(1)從失效樣品上截取試樣進(jìn)行機(jī)械性能檢測,檢測結(jié)果如表1所示。
由表1可以看出,樣品機(jī)械性能符合J55油管要求。
(2)從失效樣品上截取試樣進(jìn)行化學(xué)成分分析,檢測結(jié)果如表2所示。
由表2可以看出,樣品化學(xué)成分符合標(biāo)準(zhǔn)要求。
(3)從辛139X6井提取采出液進(jìn)行組分分析,分析結(jié)果如表3所示。
根據(jù)表3數(shù)據(jù)可以看出,該井采出液中,Cl-、離子含量及采出液礦化度較高,證明該井采出液具有較強(qiáng)的腐蝕性。

表1 管體及接箍機(jī)械性能試驗(yàn)

表2 管體及接箍化學(xué)成分分析

表3 油井采出液組分mg/L
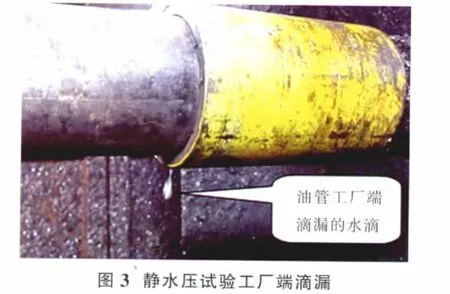
(4)靜水壓試驗(yàn)。為驗(yàn)證CARP內(nèi)噴涂防腐油管工廠端螺紋的承壓能力,在生產(chǎn)的一批油管中隨機(jī)抽取6根進(jìn)行靜水壓試驗(yàn)。試驗(yàn)使用SY-Ⅲ型靜水壓試驗(yàn)機(jī)按標(biāo)準(zhǔn)操作步驟進(jìn)行。油管內(nèi)注滿清水后,密封油管兩端,逐漸加壓,當(dāng)水壓達(dá)到10MPa后,其中的5根油管接箍工廠端開始滴漏,隨著壓力逐步升高,滴漏加劇,如圖3所示。靜水壓試驗(yàn)說明,壓力達(dá)到10MPa以上,易形成滲漏通道。
(5)工藝還原對比試驗(yàn)及分析。該失效樣品屬于油管工廠端,由以上數(shù)據(jù)及失效樣品外觀分析,可以看出,腐蝕是由于強(qiáng)腐蝕性介質(zhì)進(jìn)入工廠端接箍與外螺紋連接處造成的。為分析腐蝕性介質(zhì)進(jìn)入的原因,進(jìn)行了以下試驗(yàn)。
取相同的油管短接2根(編為1#、2#),按要求涂抹螺紋密封脂后進(jìn)行上扣試驗(yàn),然后,根據(jù)該內(nèi)噴涂油管生產(chǎn)工藝,將2#樣品在烘箱內(nèi)加熱至180℃后,保溫1h,之后,將1#、2#樣品接箍分別卸下進(jìn)行觀察,如表4所示。
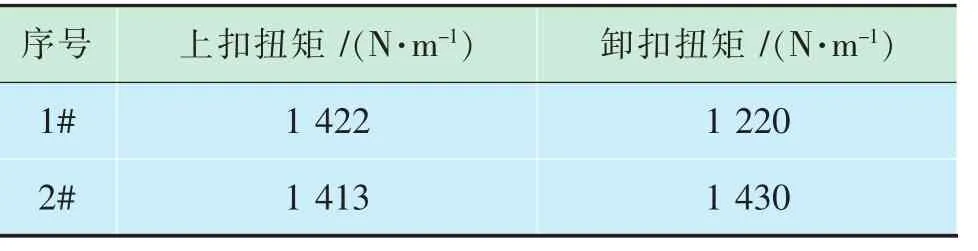
表4 上卸扣扭矩對比
觀察試驗(yàn)樣品及由表4可以看出:①180℃以上加熱后,由于螺紋脂揮發(fā)減少,增大了螺紋之間的摩擦力,導(dǎo)致卸扣扭矩增大。②180℃以上加熱后,油管端部、根部螺紋脂明顯減少,部分區(qū)域牙底已裸露。
根據(jù)油管內(nèi)外螺紋連接狀態(tài)可知,油管連接時(shí),內(nèi)外螺紋間存在間隙。以10牙螺紋為例,根據(jù)GB/T 19830規(guī)定,螺紋連接時(shí)牙頂與牙底的名義高度間隙為 0.076 2mm,極限公差情況下,該間隙為0.152 4mm,由錐度偏差引起的間隙為此間隙的2.3倍。此類間隙將成為泄露的主要通道。一般情況下,通過螺紋牙的表面涂層和螺紋密封脂可以有效填充該間隙,達(dá)到密封效果。當(dāng)螺紋密封脂缺失時(shí),將造成該泄露通道打開,導(dǎo)致液體介質(zhì)進(jìn)入此間隙中。
圖4為CARP內(nèi)噴涂油管連接狀態(tài)示意圖。
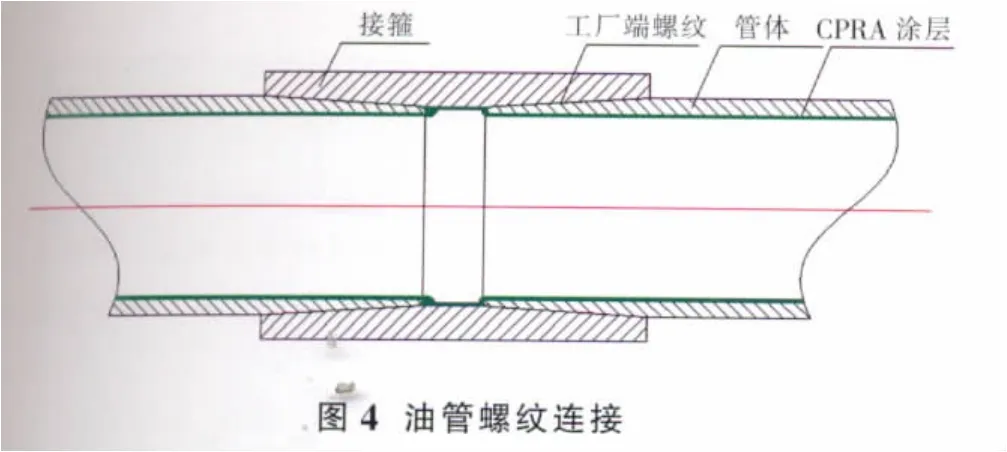
根據(jù)生產(chǎn)工藝得知,油管內(nèi)噴涂時(shí),工廠端接箍不進(jìn)行拆卸,在噴涂過程中,由于油管外螺紋存在倒角,在管端與接箍連接處,存在間隙,在噴涂過程中,該間隙無法保證完全被涂料填塞,如圖4工廠端螺紋與接箍連接處。現(xiàn)場端上扣過程中,隨著螺紋的擠壓旋進(jìn),涂層被“搓起”,填塞至內(nèi)外螺紋的縫隙處,如圖4非工廠端螺紋與接箍連接處,同時(shí)由于螺紋密封脂的存在,將內(nèi)外螺紋連接處封閉。
當(dāng)涂層完整無破損時(shí),由于涂層本身具有較強(qiáng)的耐腐蝕性及較低的滲透率,將有效阻止腐蝕性介質(zhì)對油管的腐蝕。但由于生產(chǎn)過程中涂層存在漏點(diǎn)或管材在運(yùn)輸、使用過程中由于振動(dòng)等原因造成工廠端外螺紋與接箍連接處涂層破損,或者管體內(nèi)壓力過大,使得該管材在使用過程中介質(zhì)得以滲入內(nèi)外螺紋連接處。
3 失效原因分析
該井采出液具有較高的Cl-離子濃度及礦化度,因此具有較高的電導(dǎo)率及腐蝕性,當(dāng)液體介質(zhì)滲入時(shí),管體金屬與涂層之間構(gòu)成電化學(xué)腐蝕環(huán)境,液體介質(zhì)充當(dāng)了該電池的電解液,金屬裸露部位是腐蝕電池的陽極,而附近的涂層則構(gòu)成陰極,形成了一種小陽極大陰極的腐蝕電池,使小陽極區(qū)域很快發(fā)生腐蝕,隨著液體介質(zhì)的不斷滲入,腐蝕不斷向螺紋根部發(fā)展,在螺紋牙側(cè)密封效果尚未失效的部位,腐蝕將延油管圓周方向擴(kuò)展,隨著腐蝕的加劇,螺紋處管體壁厚逐漸減薄,最終刺穿失效。
4 結(jié) 論
(1)由于生產(chǎn)工藝導(dǎo)致螺紋密封脂減少,降低了油管螺紋的密封性。
(2)由于生產(chǎn)過程中工廠端接箍與管子端部間隙部位涂層存在漏點(diǎn)或管材在運(yùn)輸、使用過程中由于振動(dòng)等原因造成工廠端外螺紋與接箍連接處涂層破損,致使井下液體介質(zhì)進(jìn)入,形成電化學(xué)腐蝕環(huán)境,造成外螺紋的腐蝕。
(3)建議改進(jìn)CARP內(nèi)噴涂油管的生產(chǎn)工藝,將管體與接箍分開噴涂,最后涂密封脂后連接在一起。
[1]楊德均,沈卓身.金屬腐蝕學(xué)[M].北京:冶金工業(yè)出版社,1999.
[2]GB/T 228-2002金屬材料室溫拉伸試驗(yàn)方法[S].
[3]GB/T 9253.2-1999石油天然氣工業(yè)套管、油管和管線管螺紋的加工、測量和檢驗(yàn)[S].
CARP inner spray oil tube is a new kind of anti-corrosion and wearable tubes.In the process of using them,corrosion phenomenon occurs to the coupling and screw at the factory end of oil tubes.Based on the detailed description for the corrosion situation,the following things like the mechanical property test,the static water pressure test and chemical components analysis are carried out,together with the group analysis of production fluid of oil wells.Meanwhile,after the reduction of production techniques,the contrastive test is made for this kind of inner spray oil tubes.Based on the analysis of test data,the analysis focuses on the causes of screw corrosion at the factory end of oil tubes,followed by the suggestion of improvement.
CARP inner spray oil tube;screw corrosion;tubing outside screw;casing failure
慕學(xué)東(1972-),男,高級工程師,主要從事井下工具質(zhì)量監(jiān)督工作。
張簫鈴
2011-11-16