模塊鉆機(jī)結(jié)構(gòu)建造項(xiàng)目中的質(zhì)量控制
2012-11-08 10:01:08劉立軍雷青娟
石油工業(yè)技術(shù)監(jiān)督 2012年3期
劉立軍 雷青娟
1.中海油田服務(wù)股份有限公司 綜合服務(wù)事業(yè)部 (天津 塘沽 300452)
2.西安石油大學(xué) 材料工程學(xué)院 (陜西 西安 710065)
模塊鉆機(jī)結(jié)構(gòu)建造項(xiàng)目中的質(zhì)量控制
劉立軍1雷青娟2
1.中海油田服務(wù)股份有限公司 綜合服務(wù)事業(yè)部 (天津 塘沽 300452)
2.西安石油大學(xué) 材料工程學(xué)院 (陜西 西安 710065)
COSL東海模塊鉆機(jī)結(jié)構(gòu)建造項(xiàng)目工期只有正常周期的40%,在嚴(yán)峻的時(shí)間條件、自然條件中保證工程質(zhì)量是一個(gè)不容忽視的問題。通過對主要現(xiàn)場焊接施工工藝的研究,確定了優(yōu)化的焊接工藝,為按期完成任務(wù)提供了技術(shù)保證。
鉆機(jī)結(jié)構(gòu)建造 焊接工藝 項(xiàng)目管理
COSL東海模塊鉆機(jī)項(xiàng)目是中海石油有限公司上海分公司春曉油氣田群所屬的海上石油勘探開發(fā)項(xiàng)目的一部分。中海油田服務(wù)股份有限公司(COSL)作為EPC總包方承攬了該項(xiàng)目。業(yè)主給出的陸地建造工期僅為正常建造模塊鉆機(jī)周期的40%,并要求該項(xiàng)目在7個(gè)月內(nèi)完成陸地建造及單機(jī)調(diào)試和海上安裝、聯(lián)合調(diào)試。該項(xiàng)目工作量大,施工周期短,施工自然環(huán)境惡劣,面對這樣苛刻的條件,要保質(zhì)保量的完成任務(wù)施工質(zhì)量控制顯得尤為重要。
1 模塊鉆機(jī)結(jié)構(gòu)建造項(xiàng)目工況條件的概況
東海模塊鉆機(jī)結(jié)構(gòu)項(xiàng)目的主體結(jié)構(gòu)以D36、E36等低合金高強(qiáng)度鋼為主,COSL東海模塊鉆機(jī)項(xiàng)目施工場地位于江蘇省如皋市如皋港,且結(jié)構(gòu)施工是在冬季進(jìn)行,氣溫較低(最低溫度-8℃),雨量充沛,空氣濕度大(長期處于67%左右),有風(fēng)天氣多,加之D36鋼焊接時(shí)對環(huán)境的要求較高,給焊接作業(yè)帶來了極大的困難。
2 焊接質(zhì)量控制
2.1 焊接方法的優(yōu)化
埋弧焊(SAW)、焊條電弧焊(SMAW)、CO2氣體保護(hù)焊是工程中常用的焊接方法,各有不同的特點(diǎn)[1-3],各種方法的比較見表1。
COSL東海模塊鉆機(jī)項(xiàng)目結(jié)構(gòu)陸地建造工期緊、任務(wù)重、工作復(fù)雜。面對壓力,該項(xiàng)目組仔細(xì)研究以往項(xiàng)目建造工藝、多方咨詢業(yè)內(nèi)專家,在進(jìn)行了深入分析、反復(fù)論證的基礎(chǔ)上,確定項(xiàng)目主體結(jié)構(gòu)中的典型焊接形式、重要焊接形式,如:主體結(jié)構(gòu)板拼組合梁、鉆井設(shè)備模塊吊點(diǎn)、滑道梁、箱型梁及吊機(jī)將軍柱等焊接。各結(jié)構(gòu)關(guān)鍵部位焊接方法如表2所示。在綜合考慮工期、焊縫設(shè)計(jì)要求和焊縫質(zhì)量前提下,放棄了以往模塊鉆機(jī)項(xiàng)目結(jié)構(gòu)建造以二氧化碳?xì)怏w保護(hù)焊和手工電弧焊為主的焊接作業(yè)方式,優(yōu)選板拼梁預(yù)制以埋弧自動(dòng)焊為主、現(xiàn)場制作以藥芯二氧化碳?xì)怏w保護(hù)焊為主,以手工電弧焊為輔的焊接作業(yè)方式。采用埋弧自動(dòng)焊可焊接中厚板結(jié)構(gòu)的長焊縫,與傳統(tǒng)的手工電弧焊比較可以大大提高生產(chǎn)效率。但是在整個(gè)項(xiàng)目中埋弧自動(dòng)焊不能滿足所有的焊接要求,如在仰焊和全焊位置及薄板焊接就不能采用埋弧自動(dòng)焊,而CO2氣體保護(hù)焊適合這樣的焊接條件,因此本項(xiàng)目就采用埋弧自動(dòng)焊和CO2氣體保護(hù)焊兩者結(jié)合的焊接方法來完成該項(xiàng)目,這樣不僅提高了工作效率,還能保證工程質(zhì)量。
2.2 焊接材料的選擇
焊接材料是保證焊接接頭質(zhì)量與性能的關(guān)鍵[4,5]。通過對模塊鉆機(jī)工作環(huán)境和工作狀態(tài)的綜合分析,COSL東海模塊鉆機(jī)項(xiàng)目主體結(jié)構(gòu)選擇以D36、E36等低合金高強(qiáng)鋼為主。在C、Mn強(qiáng)化的基礎(chǔ)上進(jìn)行微合金化,降低對韌性和焊接性能影響最大的碳含量,且在較低的碳含量情況下仍具有較高的強(qiáng)度,以及優(yōu)良的綜合性能。
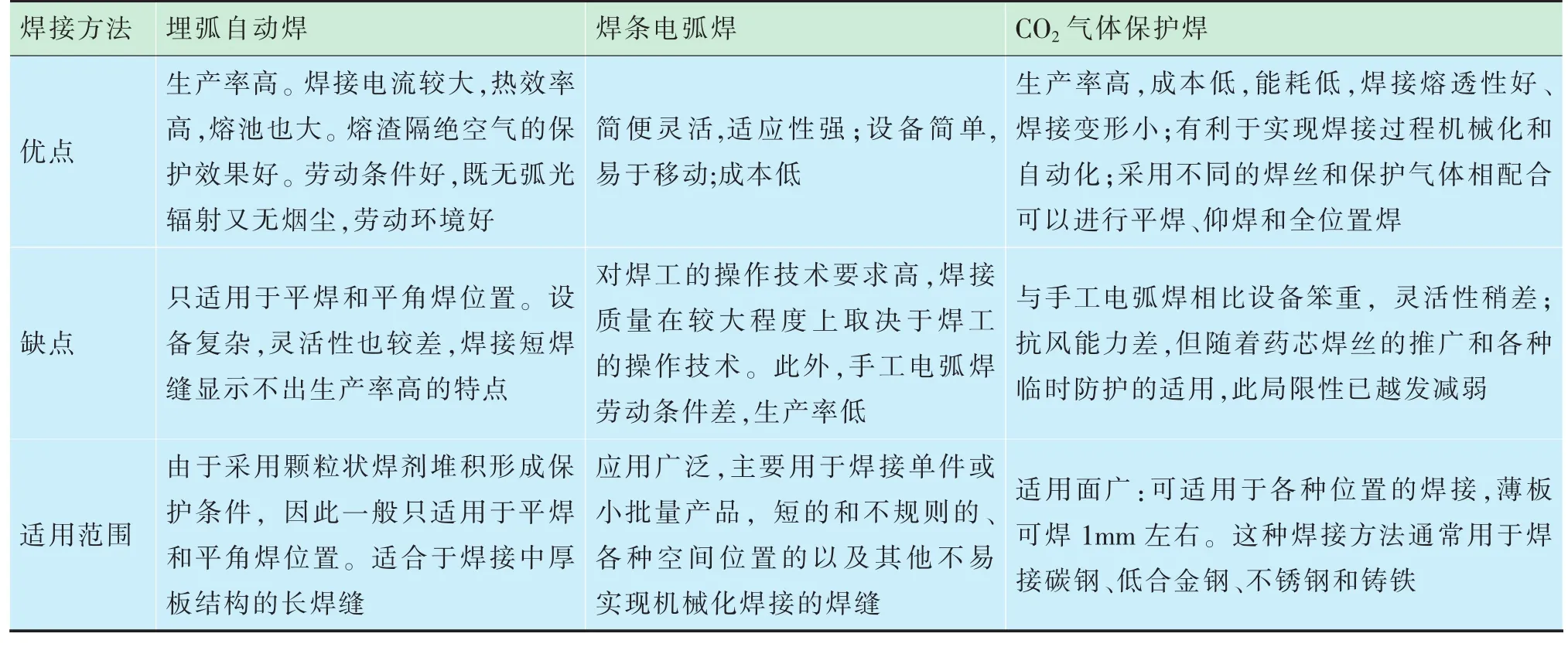
表1 埋弧焊、焊條電弧焊、CO2氣體保護(hù)焊的優(yōu)缺點(diǎn)分析表

表2 優(yōu)選焊接方法與傳統(tǒng)焊接方法的對比
通過對母材性能、使用條件、焊接形式以及工作環(huán)境的綜合分析,優(yōu)選了焊接材料。采用LB-52U封底焊條進(jìn)行手工電弧焊打底,能夠完全滿足焊縫的性能要求,且具有單面焊背面成型好、操作靈活等優(yōu)點(diǎn)。因此,建造采用其進(jìn)行封底焊接。TWE-711Ni為490MPa級高強(qiáng)度鋼用氣體保護(hù)藥芯焊絲,除力學(xué)性能等滿足要求外,在焊接時(shí)采用直流反接,還具有穿透深、全位置焊接作業(yè)性佳、煙塵量少、弧光柔和穩(wěn)定、焊渣薄而易除、X光檢測性能優(yōu)良、可用于要求沖擊性較好結(jié)構(gòu)全位置焊接及立角焊的焊接等優(yōu)點(diǎn),因此采用TWE-711Ni作為吊點(diǎn)焊道蓋面填充材料完全能夠滿足吊點(diǎn)所需拉伸應(yīng)力和剪切應(yīng)力等使用要求。JW-1焊絲配合燒結(jié)鋁鈦型焊劑F4A2(SJ101)進(jìn)行埋弧焊接作業(yè)和使用CHE58-1進(jìn)行手工焊接作業(yè)的方式已經(jīng)在很多工程中進(jìn)行了成功應(yīng)用,二者的匹配關(guān)系可以滿足本項(xiàng)目的要求。
2.3 工藝措施
為了保證焊縫質(zhì)量,盡可能減少焊接缺陷,本項(xiàng)目在焊接施工過程中主要采取了如下的措施:
(1)焊前預(yù)熱、焊后緩冷。D36、E36鋼均屬于低合金高強(qiáng)度鋼,低溫焊接脆裂傾向大。在項(xiàng)目建造的低溫環(huán)境下,按照焊接工藝規(guī)程要求焊前對焊接區(qū)域緩慢、均勻預(yù)熱,并采用測溫槍、測溫筆等工具控制預(yù)熱溫度,大大降低焊后冷卻速度,減少淬硬組織,減小焊接應(yīng)力,有效地降低了焊接裂紋產(chǎn)生概率。焊后采用保溫、緩冷措施,有效減少了擴(kuò)散氫的產(chǎn)生,降低了冷裂傾向。
(2)連續(xù)焊接作業(yè)。對于滑道梁、吊點(diǎn)等重要結(jié)構(gòu)的長焊道,盡量保證焊接作業(yè)連續(xù)性,這樣既降低了因焊接作業(yè)間歇造成的不均勻加熱和冷卻而產(chǎn)生的內(nèi)應(yīng)力,又減少了因斷續(xù)焊接焊后驟冷而產(chǎn)生的焊接缺陷,還減少了反復(fù)預(yù)熱造成的工時(shí)浪費(fèi)。
(3)熔池的保護(hù)。現(xiàn)場焊接作業(yè)中盡量采用平焊、立焊位置,避免橫焊和仰臉位置焊接,為焊縫的成型提供了有力的保障。采用藥芯CO2焊接,在施焊過程中,除藥芯焊絲燃燒時(shí)產(chǎn)生的大量氣體和熔渣進(jìn)行自保護(hù)外,同時(shí)還采用了CO2作為保護(hù)氣體進(jìn)行保護(hù),有效降低了焊縫的氧化程度,大大提高了焊縫機(jī)械性能和成型質(zhì)量,并降低了氫致裂紋出現(xiàn)的概率。
(4)焊接作業(yè)區(qū)域防護(hù)。焊接作業(yè)時(shí),采取擋風(fēng)板、遮雨蓬等防風(fēng)、防雨措施,對焊接區(qū)域進(jìn)行重點(diǎn)保護(hù)。
焊后無損檢測結(jié)果證明吊點(diǎn)焊接接頭沒有產(chǎn)生諸如層狀撕裂、冷裂紋、密集氣孔等焊接缺陷,以上工藝措施可以滿足工程需要。
3 生產(chǎn)過程管理
面對嚴(yán)峻的施工條件和工期要求,COSL東海模塊鉆機(jī)項(xiàng)目組在生產(chǎn)組織管理方面進(jìn)行了一些調(diào)整,采用了一些新的管理措施,包括合理整合資源、人員優(yōu)化集成、優(yōu)選施工工藝、采取反造正和、廠房內(nèi)施工等,做到中間產(chǎn)品成品化,人員兩班倒施工,充分利用了船廠吊車的吊裝翻身能力,另外對設(shè)備、材料采辦和建造計(jì)劃的實(shí)施都設(shè)專人跟蹤。
通過以上管理措施實(shí)現(xiàn)了43天完成首個(gè)模塊—RLQ模塊封頂;71天完成全部模塊封頂,102天完成各模塊結(jié)構(gòu)整體交驗(yàn),歷時(shí)111天完成了陸地施工的奇跡。
4 結(jié) 論
COSL東海模塊鉆機(jī)項(xiàng)目采用以埋弧自動(dòng)焊、藥芯二氧化碳?xì)怏w保護(hù)焊為主,以手工電弧焊為輔的焊接作業(yè)方式,取得了良好的收效,焊接接頭均完好無缺陷,生產(chǎn)過程的調(diào)整和管理措施保證了工程的順利進(jìn)行和按期完成。
[1]錢在中.焊接技術(shù)手冊[M].太原:山西科學(xué)技術(shù)出版社,1999.
[2]周玉生.電弧焊[M].北京:機(jī)械工業(yè)出版社,1994.
[3]雷世明.焊接方法與設(shè)備[M].北京:機(jī)械工業(yè)出版社,1999.
[4]鄒增大.焊接材料、工藝及設(shè)備[M].北京:化學(xué)工業(yè)出版社,2001.
[5]曾樂.現(xiàn)代焊接技術(shù)手冊[M].上海:上海科學(xué)技術(shù)出版社,1993.
Project duration of the East China Sea module drilling rig structure construction is only 40%of the normal cycle in COSL, so it is a problem we cannot ignore to guarantee the project quality under the strict time condition and natural condition.Then optimized welding technology is determined based on the research on the welding construction technology at main worksites.This provides technology guarantee for accomplishing the task on schedule.
drilling rig structure construction;welding technology;project management
劉立軍(1970-),男,1992年畢業(yè)于西安石油大學(xué)焊接設(shè)備與工藝專業(yè),主要從事海洋模塊鉆機(jī)建造、設(shè)備采辦和管理工作。
張簫鈴
2011-12-22
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
故事大王(2016年7期)2016-09-22 17:30:08
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50