12.5MN沖孔壓機機架結構及焊接工藝性淺析
2012-11-13 06:40:32王敬
鍛壓裝備與制造技術 2012年3期
關鍵詞:焊縫
王 敬
(太原通澤重工有限公司,山西 太原 030032)
12.5MN沖孔壓機機架結構及焊接工藝性淺析
王 敬
(太原通澤重工有限公司,山西 太原 030032)
機架是壓機各部件的載體,也是壓機封閉力系的受體。機架的強度和剛度直接關系到壓機的使用壽命和精度。本文以12.5MN沖孔壓機為例,介紹了整體焊接機架的結構和焊接工藝。
機械制造;沖孔壓機;機架;焊接;工藝性
0 引言
從結構上看,立式壓機的機架結構有梁柱組合式機架、C型單柱式機架、整體框架式機架、預應力纏繞機架和鋼筋混凝土機架。
整體框架式機架分為鑄造式和焊接式,因其具有較高的剛度和導向精度,且結構簡單、安裝方便,在中小型液壓機中得到廣泛應用。由于鋼板的機械性能一般優于鑄件,在施工中不受鑄造工藝的約束,可根據受力情況采用不同厚度的鋼板,因此在保證強度和剛度的前提下可以有效節省材料、減輕重量,所以整體焊接式機架已經成為中小型液壓機設計時的首選方案。
1 整體焊接式機架的結構和鋼板材料的選擇
整體焊接式機架是將上橫梁、下橫梁及立柱焊接成一個整體,組成封閉力系。圖1是12.5MN沖孔壓機機架斷面圖。上橫梁用于安裝主工作缸,下橫梁用于安裝工作臺和模筒。壓機工作時,上橫梁和下橫梁都處于中部受壓和四周受拉的狀態,而立柱則是兩端受拉的狀態。
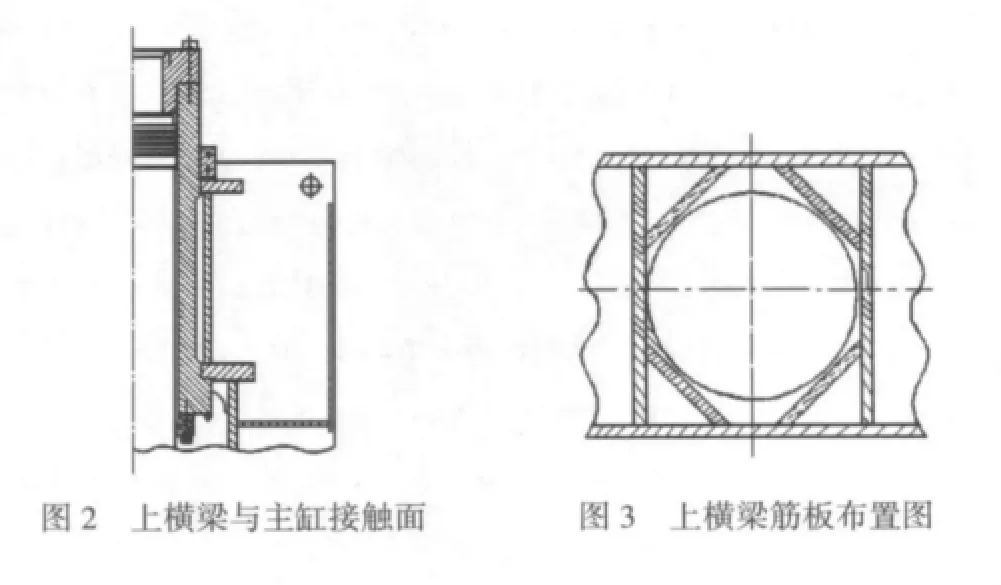
要保證上下橫梁和立柱有足夠的抗彎剛度,從結構上就應使上下橫梁具有合理的高度,立柱有合理的寬度。上橫梁的沖孔力受力面是上橫梁與主工作缸法蘭面接觸的環面(見圖2),為使此環面受力均勻,不產生應力集中,應在環面的背部沿圓周方向布置筋板(見圖3)。同理,為改善下橫梁受力面的應力分布情況,應在受力面的背部增加筋板。

機架在工作過程中受沖擊載荷的作用,因此機架的主要承力板材應具有較高的強度和沖擊韌性,并具有良好的可焊性。Q345B屬于低碳低合金結構鋼,性能滿足上述要求,可作為主要承力板的材料。機架外圍的輔助筋板材料則可選用焊接性能良好且經濟實用的Q235A鋼。
2 焊接工藝性分析
從斷面圖中可看出,此機架除件號4以外,其余鋼板拼裝后不會構成封閉腔體,因此厚板的焊接都可以采用雙邊坡口以減小焊接工作量,節省焊材。為減小焊接過程中引起的變形,可先將除件號4以外的所有板拼裝點焊后,在對所有焊縫按順序施焊。
2.1 焊接方法的確定及焊材的選擇
采用熔化極CO2氣體保護焊,利用保護氣體使電弧、熔化的焊絲、熔池及附近的母材免受周圍空氣的有害作用,實現焊絲的連續送進,提高焊接效率。焊絲可采用?1.2mm的實心焊絲ER50-6,該類焊絲的焊接工藝性能良好,可進行全位置焊接。焊絲熔化速度快,適合大電流焊接,熔敷效率高,電弧穩定,飛濺很少,焊縫成形美觀,熔敷金屬抗氧化、抗銹蝕能力強,氣孔敏感性小。
2.2 板件的拼裝
用于焊接的組梁平臺必須檢測符合要求才能使用,平臺的不平度,每平方米小于1mm,整塊平臺不大于3mm,拼裝成的平臺任意方向小于3mm。拼裝前應檢查所有板件的材料、尺寸是否符合圖紙要求,板件的飛邊毛刺是否去除。
先將件號1、2按圖紙要求組焊待用。焊接時應注意控制變形。根據件號10突出的高度,將多個墊塊墊到件號7下面并找平。以件號7零件為基準,畫好中心線,再以中心線為基準畫好件號2、3、5、6、9零件及周邊薄筋板的位置。按順序拼裝件號5、3、6、2、9、8,拼裝過程中應注意控制各板的位置度以及各板與件號7的垂直度誤差小于0.5mm,保證件號3、6與件號5、件號7、9與件號8頂死,局部間隙小于1mm。拼裝過程中可采用輔助拉筋規定固定各板的位置,待焊完后將拉筋拆除。拼裝件號7的另一件以及周邊縱向筋板。由于周邊橫向筋板影響件號6與件號7、件號6與件號5之間焊縫的焊接,可最后焊裝。拼裝件號10。為防止焊接6、7之間的焊縫時件號7發生變形,可先在兩件件號7之間用槽鋼支撐,待焊完之后拆除。件號4可根據焊接情況和機架翻身到適當位置時焊裝。
2.3 關鍵焊縫的確定
由圖1可看出,件號5和件號8是機架的直接受力部位,因此對件號5和件號8起連接和支撐作用的焊縫均為直接受力焊縫。件號5與件號6之間的焊縫受拉力,件號5與件號7、件號8與件號6之間的焊縫受剪力,件號5與件號3、4以及件號8與件號7、9之間的焊縫受壓力。焊接完成后應對上述焊縫進行超聲波探傷檢查,防止焊縫內部含有裂紋、氣孔、夾雜等影響焊縫質量的缺陷。
2.4 施焊過程中的注意事項
在施焊過程中除應遵循焊接通用技術條件外,還應特別注意施焊方向和順序。為防止焊接變形和減小因焊接變形產生的內應力,焊接時應按照從中間到兩邊的順序,并常用風鏟進行清渣和錘擊焊縫。
3 結束語
大型焊接件的設計,不僅要滿足強度和功能要求,更要滿足焊接工藝性要求。從材料的選擇、坡口型式及大小、焊縫的布置、焊接的可操作性等各方面綜合考慮、合理設計,是保證焊接質量的前提。
[1] 王成文.焊接材料手冊及工程應用實例[M].太原:山西科學技術出版社,2004.
[2] 俞新陸.液壓機的設計與應用[M].北京:機械工業出版社,2006.
[3]張亦工,陳 峰.80MN雙柱式預應力結構快速鍛造液壓機的設計研發[J].鍛壓裝備與制造技術,2011,(3).
[4] 葉 臻,王晉撫,田華明,等.大型組合框架立式液壓機機身關鍵構件分析與研究[J].鍛壓裝備與制造技術,2010,(6).
Analysis of structure and welding technical process of frame for 12.5MN punch press
WANG Jing
(Taiyuan Tongze Heavy Industry Co.,Ltd.,Taiyuan 030032,Shanxi China)
Taking 12.5MN punch press as an example,the structure and welding process of the integrated welded frame have been introduced in the text.
Punch press;Frame;Weld;Technical process
TG315
B
1672-0121(2012)03-0042-02
2012-01-17
王 敬(1985-),男,助理工程師,從事鍛壓設備設計工作
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07