電動汽車點火外殼的成形模具設計
2012-11-13 06:40:44周美蓉
鍛壓裝備與制造技術 2012年3期
周美蓉
(湖南永州職業技術學院,湖南 永州 425000)
電動汽車點火外殼的成形模具設計
周美蓉
(湖南永州職業技術學院,湖南 永州 425000)
介紹了一種利用落料拉深復合模對08Al進行拉深,使其經過落料拉深以及4次單工序拉深等5個工步,最后將余料在車床上切除的成形模具設計。
機械制造;落料;拉深;復合模具
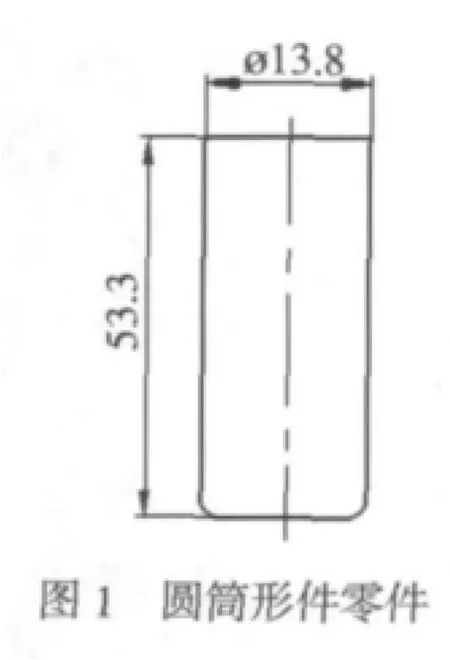
1 零件的工藝性分析
零件如圖1所示,為無凸緣的圓筒形零件,要求外形尺寸;材料08Al,厚度t=0.3,大批量生產,沒有厚度不變的要求;零件形狀簡單、對稱,滿足拉深工藝要求。零件可采用拉深成形。
1.1 確定修邊余量
工件的相對高度h/d=49.3/13.8=3.57,查表知其修邊余量Δh=4。
1.2 計算毛坯尺寸
經計算,圓筒形件毛坯直徑D=56mm。
1.3 確定拉深次數
該零件總的拉深系數:m=d/D=13.8/56=0.25。
毛坯相對厚度:t/D=(0.3/56)×100%=0.54%。
判斷拉深時是否需要壓邊:計算并查表可知,首次拉深時需要使用壓邊圈。
由相對厚度及材料查得首次拉深的極限拉深系數m1=0.52~0.55。因m<m1,故此工件需要多次拉深成形。
根據相對厚度(t/D)×100=0.54,查表知其各次拉深的極限拉深系數為m1=0.55,m2=0.78,m3=0.81,m4=0.83,m5=0.86,由于 m1×m2×m3×m4×m5=0.248,滿足Σm<m,因此工件可由五次拉深成形。
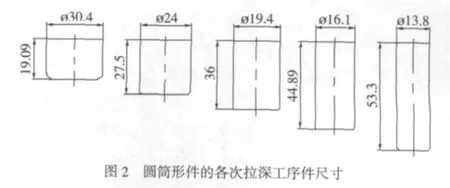
1.4 確定各次拉深工序件尺寸

2 工藝方案
首先需要落料,制成直徑D=56的圓片,然后以該圓板料進行拉深,得無突緣圓筒件,最后按h=53.3進行修邊。
為使模具更為簡便,可使第一次拉深與落料一次成形,故零件首先需落料拉深,再經過4次拉深,最后在車床上將余料切除即可。其工序如圖2所示。
3 模具的總體設計
3.1 落料拉深模的總體設計
落料拉深模具總裝示意圖如圖3所示。
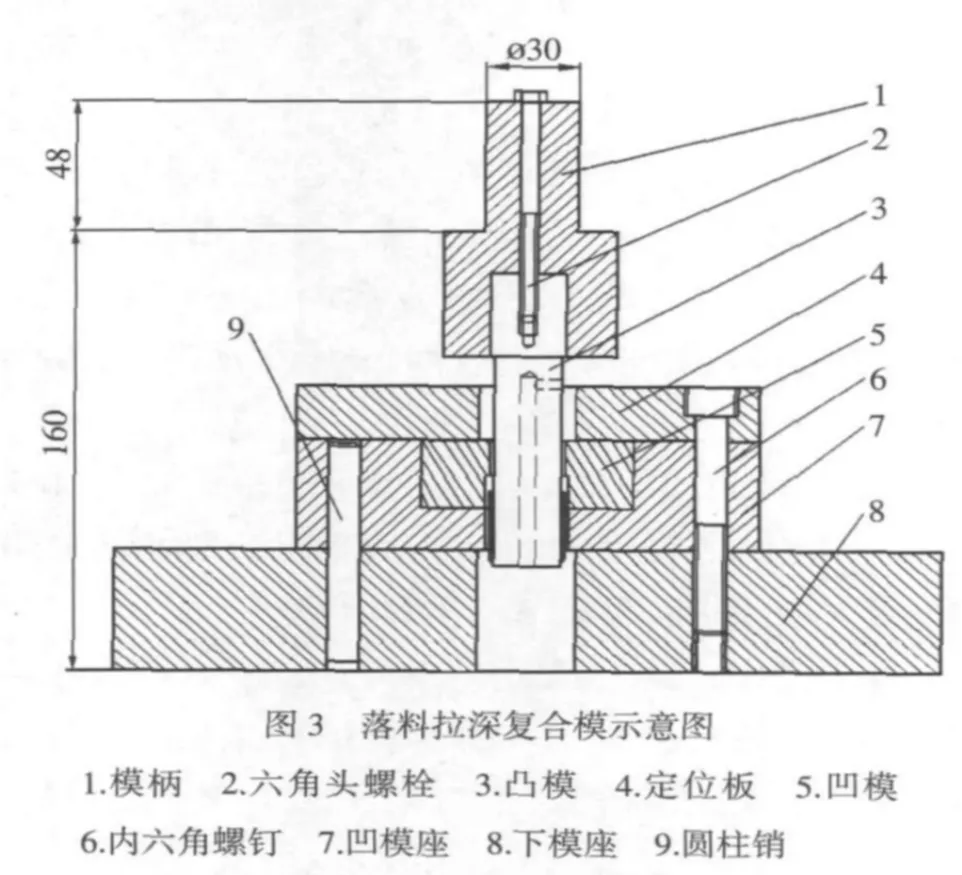
落料拉深模具使用單動壓力機,壓邊圈采用平面式,板料由導料銷和擋料銷定位,拉深凸模較落料凹模表面低1mm,以便落料、拉深不同時進行。由于板料很薄,足以使先落料,后拉深,以便減小凸(凹)模的受力。模具采用倒裝結構,板料的廢料由剛性卸料板卸下。而毛坯則由帶肩推桿頂出壓邊圈而出件。由于此落料拉深模為非標準形式,需要計算模具的閉合高度。其中各模板的尺寸均按要求查資料所得:
模具閉合高度H=H1+H2+10mm
式中:H1為上模厚度,H2為下模厚度,10為合模時上模下表面到下模上表面的距離。
根據資料及計算可得:H1=30+15+25=70mm,其中30為上模板厚度,15為墊板厚度,25為凸凹模固定板厚度。H2=10+5+40+25+40=120mm,其中10為剛性卸料板厚度,5為導料銷的帽厚,40為落料凹模的厚度,25為拉深凸模的固定板厚度,40為下模板厚度。
故:H=70+120+10=200mm
3.2 落料拉深模各部分作用與選材
(1)上模座。上模座的作用是與壓力機相連接,利用模柄將模具的上模部分安裝在壓機上。根據資料推薦選用ZG45,不必進行熱處理。因為上模座在模具工作中只承受沖擊力,要求材料具有較好的強度和韌性。其 L×B×H=250mm×170mm×30mm。
(2)墊板。墊板在模具的工作過程中,承受卸料組件、沖頭傳遞過來的較大的沖擊載荷。因此要求材料具有較好的強度、硬度和一定的韌性。根據資料推薦,選用T10,熱處理硬度58~62HRC。
(3)凹凸模固定板。凹凸模固定板主要起固定凸模的作用。該板幾乎不承受沖擊載荷,材料選用T10。
(4)卸料板。卸料板在工作過程中起到卸料和壓料的作用。沖頭開始工作時,有卸料板易保證產品精度。凹、凸模開始分離時卸料板又通過開模動作,將廢料刮落。根據資料推薦,選用材料T10。
(5)落料凹模。它在沖裁時承受很大的沖擊載荷,需要較好的韌性和強度,故根據資料推薦選用Cr12,需要熱處理,硬度 58~62HRC。
(6)壓邊圈。壓邊圈用來防止毛坯拉深時起皺,保證拉深的順利進行。其所承受的壓邊力的大小與拉深力有很大關系,拉深力大則壓邊力大。根據資料推薦選用T10。
(7)下模座。由于其作用與上模座相似,根據資料推薦可與上模座選用相同材料ZG45。其L×B×H=250mm×170mm×40mm。
4 模具工作過程及注意事項
4.1 落料拉深模具的工作過程
開始工作時,首先由落料凹模和凸凹模完成落料,緊接著由拉深凸模和凸凹模進行拉深。拉深結束后,回程時由推件塊將工件從凸凹模內推出。壓料圈兼作頂件塊,在拉深過程中起壓料作用,回程時又能將工件從凸模上頂起,使其脫離凸模。為了保證先落料后拉深,模具裝配時應使凸模上表面低于落料凹模上表面1mm。
4.2 拉深模具的工作過程
拉深時由定位板定位,凸模下行時將放在定位板內的毛坯工序件拉入凹模成形,拉深后凸模回程。由于材料的彈性回復使得材料口部張開,在回程時工件將由凹模孔臺階刮落而卸下。
4.3 注意事項
落料拉深復合模具比單工序模具的生產效率高,裝配難度也大。由于計算的拉深件尺寸確定,故不需要經常進行試模修正,采用落料拉深復合模具提高了效率。
單工序拉深模具比起落料拉深符合模具來,其結構簡單,但在拉深時,仍需要注意工件與凹模間的摩擦。為減小摩擦,凹模直邊高度應取9~13mm為宜,設計中取13mm,而且此模具只適用于變形程度不大,拉深件直徑和壁厚要求均勻的后續各道次拉深。
[1] 沖模設計手冊編寫組.沖模設計手冊.北京:機械工業出版社,1996.
[2] 周永泰.我國模具工業的現狀和發展趨勢[J].電加工與模具,2004.
[3] 趙孟棟.冷沖模設計.北京:機械工業出版社,1990.
[4] 馮炳堯,韓泰榮,殷振海,等.模具設計與制造簡明手冊[M].上海:上海科學技術出版社,1985.
[5] 王孝培.沖壓手冊(修訂本)[M].北京:機械工業出版社,1983.
[6] 吳伯杰.沖壓工藝與模具[M].北京:電子工業出版社,2004.
[7] 付宏生.冷沖壓成型工藝與模具設計制造[M].北京:化學工業出版社,2005.
Design of forming tool for ignition's outer shell in electric automobile
ZHOU Meirong
(Hunan Yongzhou Vocational Technical College,Yongzhou 425000,Hunan China)
The forming tool design for electric automobile by use of blanking&drawing and drawing technology to process the aluminum plate has been introduced in the text.In the design,after one blanking and drawing step and other four single-drawing steps,the leftover material has been removed on the lathe.
Electric automobile;Blanking;Drawing tool
TG385.2
B
電動汽車結構鋼拉深測試數值模擬及實驗研究(11C1279)
2011-11-29
周美蓉,女,副教授,從事模具設計教學研究
1672-0121(2012)03-0082-03