鍛造水壓機移動工作臺改造
2012-11-13 06:40:32魏征宇
鍛壓裝備與制造技術 2012年3期
魏征宇
(太原重工股份有限公司 技術中心,山西 太原 030024)
鍛造水壓機移動工作臺改造
魏征宇
(太原重工股份有限公司 技術中心,山西 太原 030024)
3600t鍛造水壓機移動工作臺因年久失修,輔座磨損嚴重,工作缸泄漏嚴重,已無法正常使用。將原工作臺單側活塞缸移動改為雙側柱塞缸移動,工作行程由原來的左移2000mm、右移4000mm,改為左右行程均為2500mm。本文對改造方案進行了較詳細的介紹。使用表明改造效果良好。
機械制造;移動工作臺;改造;鍛造水壓機;液壓缸
1 前言
現代工業的快速發展,對自由鍛件的尺寸精度和生產率提出了越來越高的要求,從而對液壓機的鍛造速度和運行精度的要求也隨之提高[1-2]。
3600t鍛造水壓機已經服役十余年,主要生產工藝是自由鍛造。移動工作臺因年久失修,磨損嚴重,運行精度已無法滿足正常使用要求;原移動工作臺單側活塞缸驅動,泄漏嚴重,無法正常使用。改造的重點就是將單側活塞缸改為雙側柱塞缸,工作行程由原來的左移2000mm、右移4000mm,改為左右行程均為2500mm;增加左輔座,改造右輔座,工作缸推力和移動工作臺移動速度保持原配置不變,液壓電氣控制仍用原控制系統[3-4]。
2 結構說明
2.1 工作缸
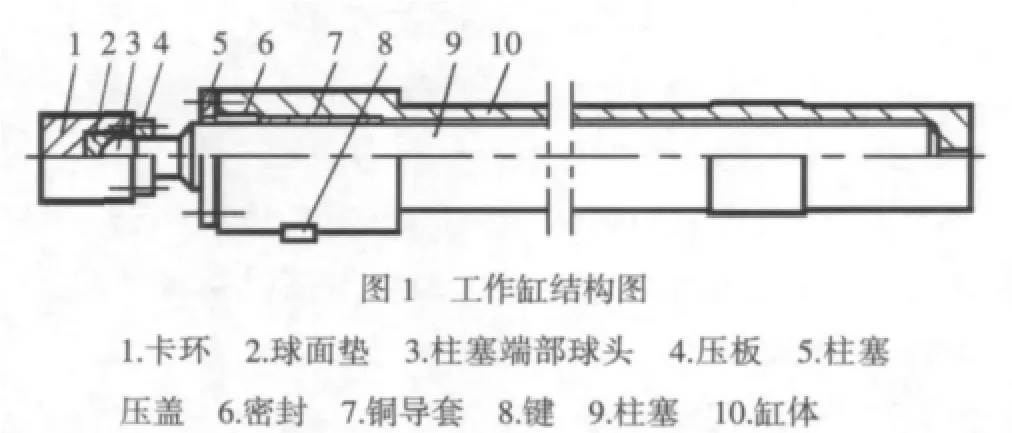
改造后的移動工作臺工作缸為柱塞缸,最大工作壓力31.5MPa。缸體為35鋼鍛焊接結構,內置ZQSn6-6-3銅導套,密封為HG-4-337組合密封,由支承環1件、V形密封環6件、壓環1件組成,材料為夾織物橡膠I-4[5]。工作缸由4個螺栓和鍵固定在輔座的中心,左右工作缸在同一中心線上。工作缸安裝好后用左右擋塊固定其位置。工作缸柱塞頭部為球頭,球頭和球面墊用卡環和壓板卡住,10個M16螺釘將球鉸裝置固定在滑塊內,滑塊上裝有90°銅導板,導板材料為ZQSn6-6-3。工作缸推動工作臺作左右往復運動,柱塞上裝有滑塊,與工作臺不連接,在下面有“⊥”形導軌導向,限制工作臺上下和左右運動,上面有焊在工作臺上的“S”形擋板前后限位。下橫梁內兩端也置有1300mm兩段“⊥”形導軌,導軌上有調節螺栓和固定螺栓,兩側和端面均有擋塊定位[6]。工作缸結構圖如圖1所示。
2.2 輔座
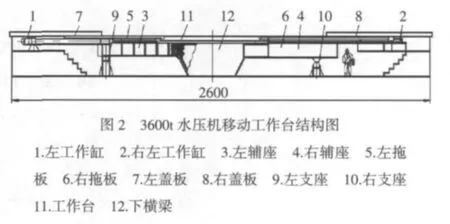
新增左輔座為Q235-A鋼板焊接結構,其垂直端面緊貼下橫梁的左端面,由10個M64×650的雙頭螺柱將二者連接。右輔座仍采用原鑄鋼件,其上兩側墊板不拆下,內側柱塞缸及導板拆除,利用原加工面固定右工作缸,其結構與固定方式與左工作缸相同。左、右輔座和下橫梁上平面裝有厚度相等的墊板,墊板材質為Q235-A,移動工作臺和拖板在墊板上滑動,墊板滑動面有潤滑槽,安裝時涂抹潤滑脂。
改造后的移動工作臺如圖2所示。
3 安裝前的準備工作
①認真閱讀所有圖紙資料,新增加工件要提前加工完成。
②利用原件加工改造的零件拆下后一定要保管好,以備使用。之前應認真閱讀該圖。
③地坑內零亂的電線電纜一定做好保護,防止砸傷漏電。
④徹底清理設備現場,清除壓機地坑和左右輔座內的積油和污水,并將設備和基礎擦洗干凈,以防止安裝時焊接引起火災事故,并為砸制和澆灌新基礎做準備。
⑤新的基礎是在原基礎上改造進行的,因此安裝前必須按照基礎任務書挖鑿和澆灌出與改造設備相符合的新的基礎。
4 設備安裝
4.1 左輔座安裝
安裝前檢查左輔座與下橫梁連接的10個孔的位置位是否正確,將修復好的原支座就位并掛好地腳螺栓,初調位置。檢查與下橫梁連接的各部分尺寸是否正確,否則修正。輔座上已裝有6塊墊板,其余8塊利用原輔座上的墊板,安裝調整后配作定位銷,當右輔座和下橫梁內裝置全部調好后一并調整,全部調好后焊定位塊。
4.2 右輔座安裝
安裝前拆除原工作缸和工作缸導向,并在與下橫梁連接處氧割4個?100孔。裝導軌,裝支座,裝U形板,吊裝工作缸,然后調整位置與左輔座、下橫梁一致,最后加焊定位塊焊固。
4.3 下橫梁導軌安裝
下橫梁兩墊板間裝有兩段導軌滿足左右滑塊伸入下橫梁內導向。安裝前檢查各尺寸,并修磨底座中間500mm部分尺寸20mm深,保證無突出,目的是使滑塊能順利通過,且易于鉆孔。調整“⊥”形導軌位置與左右輔座一致。
4.4 工作缸安裝
工作缸安裝后進行調整,保證兩側工作缸在同一直線上,運動靈活不別不卡。
4.5 基礎灌漿
基礎一次水泥的地面應比支架標高低50mm,使二次水泥能流入整個底面,斜鐵50mm在這一位置,一次水泥固結后把支架放到地基的斜鐵上,把地腳螺釘穿在支架孔內,然后用斜鐵調整高度和水平。初調后方孔可二次灌漿,等全部干固后重新調整斜鐵,精調高度和水平并預緊螺栓。反復進行,確認無誤后,最后將斜鐵用水泥灌死。
4.6 通水試運行
移動、檢查各部分運動情況及接觸情況,確認運行順暢后,吊裝左右蓋板。至此,安裝完成。
5 使用注意事項及改造效果
設備改造是在原有設備基礎上進行的,受到許多外部條件約束,因此在使用過程中應注意:
①在改造過程中左右拖板已削弱,因此使用時應注意勿砸、勿放重物。
②移動臺工作缸為缸底限程,操作時應注意,臨近終點行程時減速,減小柱塞對缸體底部的沖擊。
③因改造條件有限,設備無集中潤滑裝置,在使用中應定期涂抹潤滑脂、潤滑導板和導軌的摩擦面。
3600t鍛造水壓機于1995年改造,投產至今設備運行正常,降低了日常停機維修時間和維修費用,減少了更換工、輔具時間,提高了產品質量,減輕了工人勞動強度,提高了壓機工作效率。
[1] 俞新陸.液壓機[M].北京:機械工業出版社,1982.
[2] 魏 偉.快鍛液壓機國內外現狀及舊水壓機改造[J].鍛壓機械,1998,(2):7-8.
[3] 李 宏,王鳳岐.油壓機的改造技術[J].制造技術與機床,2005,(8):117-119.
[4] 沈 鴻.12000噸鍛造水壓機[M].北京:機械工業出版社,1980.
[5]《重型機械標準》編寫委員會.重型機械標準[M].北京:中國標準出版社,1998.
[6] 任維興,臧運龍,戴洪升,等.1250噸自由鍛造水壓機的改造[J].設備管理與維修,1993.
Rebuild of moving table for forging water press
WEI Zhengyu
(Technology Center,Taiyuan Heavy Industry Co.,Ltd.,Taiyuan 030024,Shanxi China)
The following aspects such as structure,preparation before installation,installation mode,and issues paid attention to during operation have been introduced in detail in the text to rebuild of the 3600t forging water press.
Water Press;Moving table;Hydraulic cylinder;Rebuild
TG315.4+1
B
1672-0121(2012)03-0056-02
2012-01-17
魏征宇(1978-),男,工程師,從事鍛壓機械研發設計