汽車零件沖孔及側沖孔模具設計應用
2012-11-13 06:40:26鄒葉
鍛壓裝備與制造技術 2012年3期
鄒 葉
(衡陽技師學院 模具系,湖南 衡陽 421101)
汽車零件沖孔及側沖孔模具設計應用
鄒 葉
(衡陽技師學院 模具系,湖南 衡陽 421101)
介紹汽車前車架零件的沖孔、側沖孔復合模具的結構、工作原理,給出了沖裁設備的選定以及凸、凹模刃口尺寸設計、模具材料及淬火硬度等。
機械制造;汽車零件;沖孔;模具設計
1 引言
如圖1所示為某汽車前車架上片工件圖,材料SAPH440,厚度2.6mm。該工件的特點是材料韌性好,具有一定的抗拉和屈服強度。該產品形狀較復雜,材料尺寸精度要求較高,其中側孔和安裝孔尺寸要求較高。改進前工藝為:落料沖孔→成形→切邊→沖小孔→側沖孔→沖大孔→翻孔。工序多而繁瑣,生產效率低,勞動強度大,同時由于工藝基準多,產品質量難以保證。

2 工藝及模具設計
2.1 工藝方案
對照原沖壓工藝流程,經過分析,將第3道工序和第4道工序合并為一個工序,設計成一套模具—沖孔及側沖孔復合模,這樣大大提高了工作效率,降低了勞動強度,保證了產品質量。以下將介紹沖孔及側沖孔復合模的具體設計思路。
2.2 沖裁設備選擇
通過計算,整套模具沖孔及側沖孔包括壓邊力、卸料力等,總沖裁力為325t。由于此模具外形尺寸較大,考慮安全性,選擇400t沖床比較適合。
2.3 凸、凹模刃口尺寸設計
考慮到材料的韌性,此模具的凸、凹模采用配合加工,沖孔時尺寸以凸模為準,沖孔凹模尺寸在原凸模尺寸上單邊放大0.20~0.25mm。
2.4 結構及工作原理
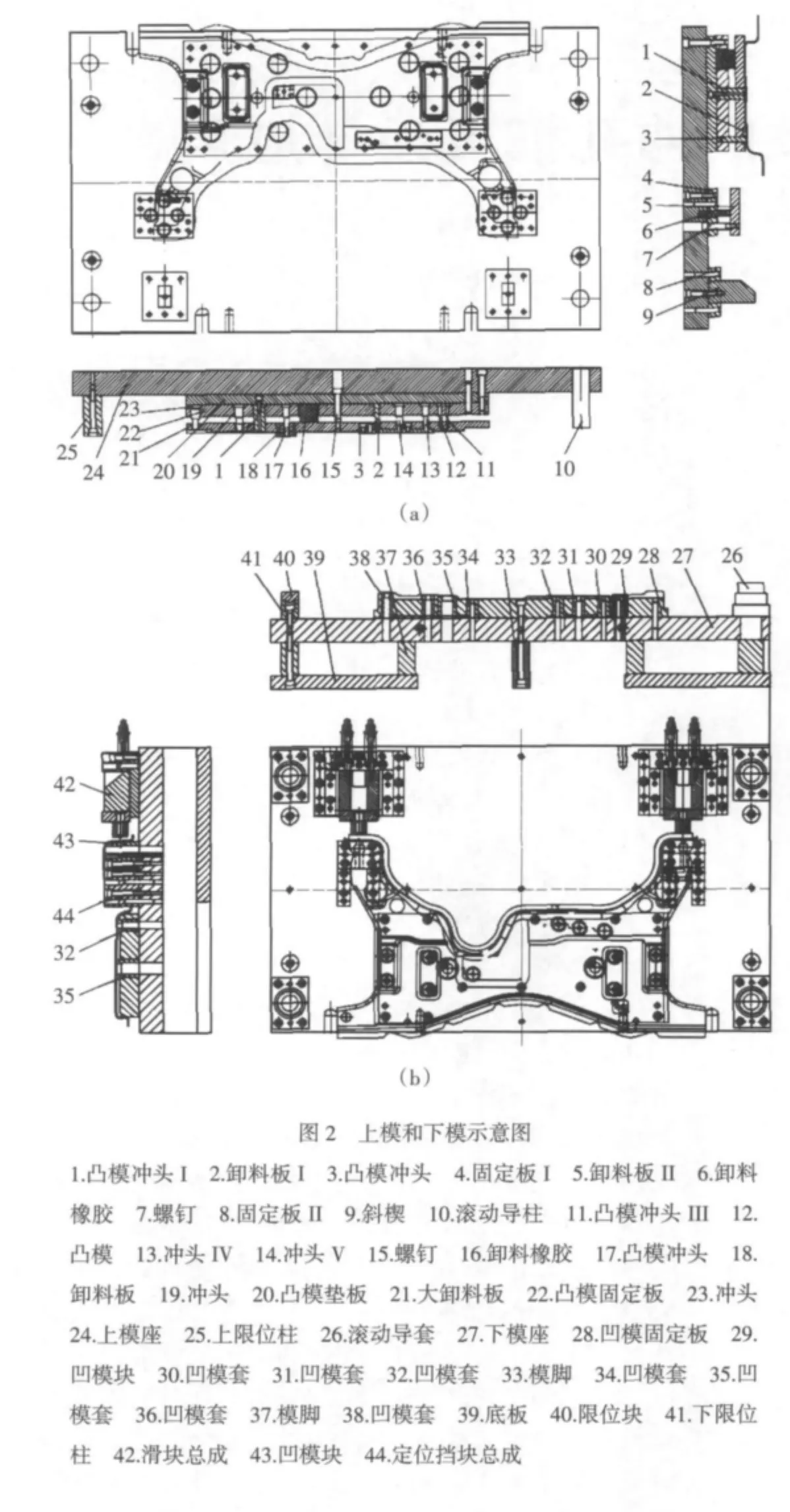
2.4.1 模具上模和下模結構如圖2所示。
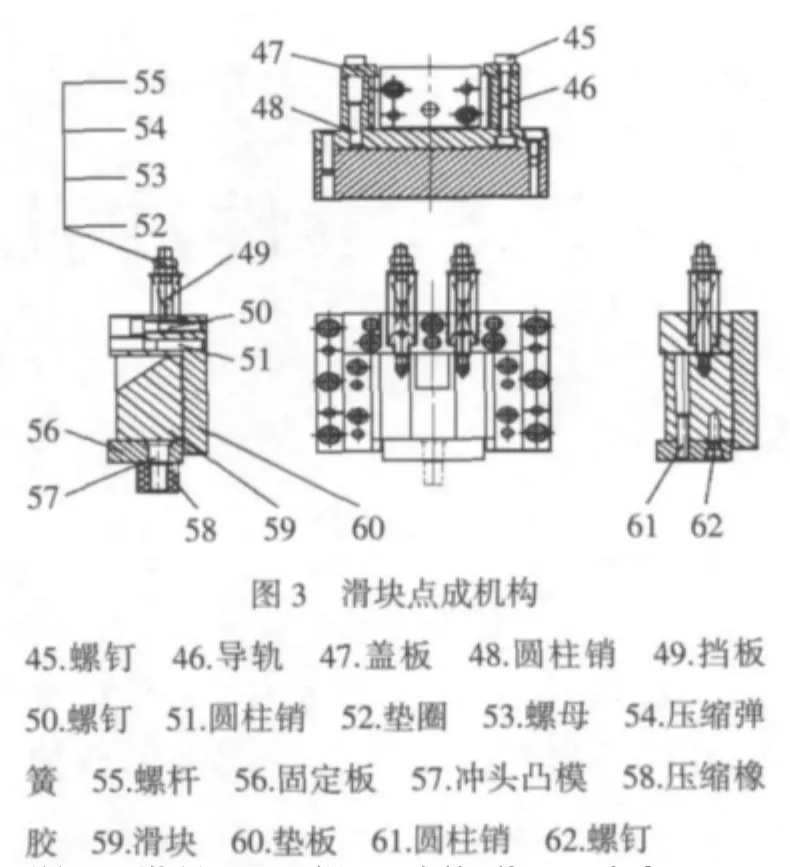
2.4.2 滑塊總成機構
模具上設有滑塊總成機構,用來沖側孔。具體結構如圖3所示。
2.4.3 模具采用四角導柱模架,上下模座采用45#。兩邊四個方向均配有導套固定座、導套、導柱,先將導套安裝在導套固定座中,再將導套固定座緊配于下模座上,將導柱緊配于上模座上,導套、導柱是用來對正上、下模中心。并且上下模座兩邊中間處配有上下模限位塊,用來限制上下模成形尺寸的高度。為便于與機床連接,在上、下模座各四個方向設計了T型槽,與機床的T型槽相一致,從而更好地與機床相固定。在上、下模座的四個角邊上還設有吊鉤安裝孔,以便于上、下模分別吊裝。導套、導柱材料均采用20#,淬火硬度控制在40~45HRC,其中導柱表面和導套內腔采用滲碳處理。導套固定座及上下模限位塊材料均采用45#,淬火硬度控制在32~40HRC。
2.4.4 模具結構原理。首先將模具安裝在400t沖床上,打好固定壓板,檢查好各操作機構和機床的完好性,將工件放入下模座的定位擋塊總成中。工作時,當上下模座合模,這時上下模限位塊接觸,凸、凹模進行結合實現沖孔過程,上模座中的斜楔與下模座中的滑塊接觸,推動側沖凸模向前運動,進行沖側孔。因為此產品外形尺寸大,為便于更換凹模和修模,建議將凹模做成凹模套形式,固定在凹模塊中,凸模固定在凸模墊板中,再與上模座相連接,凹模塊直接固定在下模座上,在上模座上還設有卸料板、固定板,卸料橡膠,凸、凹模材料均采用Cr12MoV,淬火硬度控制在60~64HRC。凸模墊板、凸模固定板及卸料板、固定板材料均采用45#鋼,淬火硬度控制在32~38HRC。卸料橡膠采用聚胺脂材料,下模座上還設有凹模固定板、底板、模腳、定位擋塊總成和滑塊總成。固定板、底板、模腳材料均采用45#,淬火硬度控制在 32~40HRC。
3 結論
通過實踐證明,此工藝方案效果良好,不但確保了產品質量,而且提高了工作效率,值得推廣應用。
[1]冷沖壓模設計手冊.第四機械工業部標準化研究所,1979.
[2] 王義林,鄭金橋,李志剛.基于KBE的汽車覆蓋件沖壓工藝方案設計.材料科學與工藝,2004.
[3] 俞漢清.金屬塑性成型原理.北京:機械工業出版社,1999.
[4]《冷擠壓技術》編寫組.冷擠壓技術.上海:上海人民出版社,1976.
Design and application of punching and side punching tool for auto's front frame upper part
ZOU Ye
(Mould Dept.,Hengyang Technician College,Hengyang 421101,Hunan China)
The detailed structure and main principle of compound punching and side punching tool for auto's front frame have been introduced in the text.The selection of punching equipment and the blade dimension design of convex and concave tool have been put forward.The selection of material and the quenching hardness have been described.
Punching;Side punching;Compound tool
TG385.2
B
1672-0121(2012)03-0085-02
2012-01-24
鄒 葉(1976-),女,講師,從事模具設計教研