攀鋼2#方坯連鑄熱送輥道優化改造實踐
2012-11-18 08:02:50羅丹
重型機械 2012年2期
羅 丹
(攀枝花鋼釩有限公司提釩煉鋼廠,四川 攀枝花 617062)
0 前言
攀鋼2#方坯連鑄熱送輥道是連接2#方坯連鑄生產線與軌梁廠軋鋼線的鑄坯運輸通道。連鑄車間生產出來的連鑄坯由橫移臺車從后區輥道上放到下線輥道后,通過旋轉輥道和熱送輥道輸送到軌梁廠進行軋制。
熱送輥道分7組共63根輥子,每根輥子直徑為Φ400 mm,轉速為47 r/min,輥子軸端處懸掛減速電機進行單獨傳動,電機功率7.5 kW。其中有10根輥子要穿過煉鋼廠與軌梁廠之間的公路隧道,由于場地狹小,運坯時鑄坯烘烤,環境溫度很高。
1 存在的主要問題
自從2#方坯熱送輥道建成投產以來,故障率非常高,主要表現在減速電機的電機法蘭螺栓松脫、斷裂,導致電機破損掉地、電機轉子定子分離,輥道無法運轉;輥子懸掛減速機的軸身彎曲、斷裂;減速機殼體開裂,減速電機使用壽命非常短;公路隧道內的電機減速機因環境溫度高故障率更高。導致年消耗備件費用約180萬元,故障時間約750 h。同時熱送輥道故障后,連鑄坯無法輸送到下道工序,影響生產進度。
2 存在問題的原因分析
通過對2#方坯熱送輥道現場調查、分析,認為造成熱送輥道故障率高的主要原因是驅動輥子轉動的減速電機安裝方式不合理。
所有驅動熱送輥道的減速電機均采用懸掛方式安裝,減速機輸出軸為中空軸,傳動輥軸直接穿過減速機輸出軸,減速電機懸掛在輥子的懸臂上,為防止減速電機翻轉,減速機殼體下端通過1個鉸接螺栓固定在基礎框架上,如圖1所示。
由于2#方坯連鑄機澆鑄斷面為360 mm×450 mm,一般定尺7 m,且沒有去毛刺機,切割斷面下留有切割瘤,切割瘤比輸送輥面低,當鑄坯在輥道運輸過程中剛接觸輸送輥時,首先對輥子造成沖擊。鑄坯輸送速度v=60 m/min,質量m=8.8×103kg,沖擊作用時間t=0.05 s(現場估測,坯速1 m/s,沖擊接觸面約5 cm長)。假設鑄坯沖量的十分之一消耗在沖擊中,則沖擊力F=17.6 kN。輥子直徑d=400 mm,計算鑄坯對輥子產生的沖擊力矩:M=F×d/2=3520 N·m,而減速電機的額定扭矩為1520 N·m,沖擊力矩是額定轉矩的2倍,雖為估計,但也可看出沖擊力對輥道影響相當大。由于減速機與輸送輥剛性連接,鑄坯對輥子的沖擊力矩直接傳遞到減速電機及其固定銷軸上,使電機、減速機振動很大,長期振動、沖擊造成減速機鉸接銷軸、電機與減速機連接的法蘭螺栓松動斷裂、電機損壞。
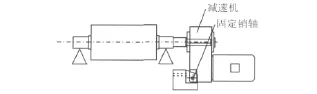
圖1 改造前輥道安裝示意圖Fig.1 Installation instruction of roller way before modification
當鑄坯沖擊輥道后,輥子承受鑄坯沖擊力、鑄坯重力、軸承支座反力、減速電機重力、減速電機扭矩的共同作用。輥子受力如圖2所示。由于減速電機重量大,輥子懸臂長,造成懸掛減速電機的懸軸彎曲,使輥子轉動過程中懸軸長期承受彎、扭復合作用,使輥子懸軸斷裂。
同時由于熱送鑄坯,輥道軸承使用環境溫度高、振動大,潤滑脂容易變干燒結,造成軸承潤滑不良,使輥子轉動不靈活,加劇了減速電機的損壞。
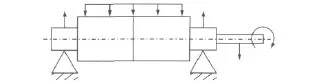
圖2 輥子受力分析圖Fig.2 Stress analysis of roller
公路橋下的輥子出故障后,由于隧道內地方狹窄、無檢修更換設施,減速電機損壞后不能及時處理,鑄坯輸送到故障輥道時不能繼續前行,依靠后部鑄坯撞擊頂過去。撞擊鑄坯對后部輥子造成沖擊,易使后部輥子損壞,加上隧道內長期滯坯,環境溫度更高,如此往復,形成惡性循環,最終導致熱送輥道癱瘓,影響生產順利進行。
3 優化改造方案
經分析討論,決定對2#方坯熱送輥道傳動裝置及其安裝方式進行改造。根據輥道不同部位,在不改變原有輥道運輸能力和速度的前提下,將輥道改造分為公路橋下部分和其余部分,公路橋下采用集中傳動方式,其余部分采用改進型單輥傳動形式。
3.1 單輥傳動部分改造
除公路橋下輥道外的53根輸送輥仍然采用單獨傳動方式,主要針對輥子驅動裝置及其安裝方式和輥子軸承進行改造。安裝方式由直連懸掛方式改為通過聯軸器臥式安裝,輥子軸承由滾動軸承改為自潤滑軸承。
對單獨傳動的輥子,重新選用功率、速比與原設計功率7.5 kW、速比30.44相同的臥式安裝的減速電機;聯軸器選用膜片聯軸器;在輥道支撐梁外側開挖、制作預埋基礎,減速機安裝支座安裝在制作的預埋基礎之上。減速電機安裝支座分為6輥梁和5輥梁兩種規格;其中熱送第7組按單輥支座設計,但是輥道安裝支座與底座做成整體,如圖3所示。

圖3 改造后單輥傳動安裝示意圖Fig.3 Installation instruction of single roller driving device after modification
采用臥式安裝方式后,鑄坯在剛接觸輥子時產生的沖擊力矩絕大部分通過輥子與減速電機之間的膜片聯軸器吸收,減速電機只承受較小沖擊力矩。同時,減速電機不再對輥子軸端產生彎矩作用,在正常輸送鑄坯時,輥子懸臂只承受扭矩作用,因此輥子軸伸受力條件改善。
單獨傳動部分改造需要的主要零部件:
(1)重新設計制作減速電機安裝支座15個、M42地腳螺栓274個;
(2)重新選購7.5 kW臥式安裝的減速電機53臺、膜片聯軸器53個;
(3)新傳動輥53根、軸承106套;
(4)輥道支撐梁、導向板、軸承座等全部利舊。
現場改造安裝時,將導向板、舊輥子裝配、減速機拆除,在輥道支撐梁外側安裝新制作的減速電機安裝支座并加固,將線外重新組裝好的輥子裝配、減速電機安裝到相應位置并調整好后通過聯軸器聯接可靠,同時恢復安裝導向板。
3.2 公路橋下輥道改造
將公路橋下10根輥子分為2組,每組5根傳動輥。每組輥子由原設計的單獨傳動改為鏈輪、鏈條集中傳動方式。在公路橋下輥道的1#和10#傳動輥南側進行減速機安裝基礎施工,將減速機通過彈性聯軸器分別與1#輥和10#輥連接,2#、3#、4#、5#輥通過鏈輪鏈條與1#輥相互串聯,6#、7#、8#、9#輥通過鏈輪鏈條與10#相互串聯,兩臺驅動裝置同時啟停。
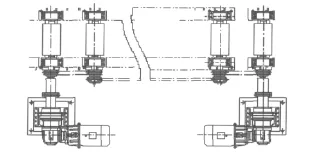
圖4 改造后集中傳動安裝示意圖Fig.4 Installation instruction of integrated driving device after modification
公路橋下集中傳動部分計算:
(1)減速機計算過程。每組集中傳動是5根單輥串聯聯動,同時考慮過載沖擊系數1.2,因此電機功率P=7.5×5×1.2=45 kW,故選45 kW電機。
原單根輥減速機電機額定轉矩為1520 N·m,5臺聯動,新減速機輸出轉矩T=1520×5=7600 N·m;考慮鑄坯運動過程中對輥道有沖擊,沖擊系數按1.2考慮,Tmax=7600×1.2=9120 N·m。
根據原設計輥道傳動比為30.44,綜合考慮安裝場地限制等因素,根據樣本選用傳動比為31.5,額定輸出扭矩為9160 N·m,輸入與輸出成、電機與減速機直聯,電機功率為45 kW的標準減速電機作為集中傳動的驅動裝置。
(2)鏈傳動計算過程。原單根輥子減速電機輸出扭矩為1520 N·m,集中傳動后,同時考慮沖擊系數1.2,鏈條承受的最大扭矩T=1520×4×1.2=7296 N·m,初步選用32B雙排鏈,鏈輪齒數Z=25,查表鏈條節距P=50.8,鏈條最低破斷載荷Q=44996.4 N;鏈速v=(z1×p×n1)/(60×1000)=0.99 m/s,屬于低速傳動,按靜拉強度條件進行計算:
鏈輪分度圓直徑d=50.8/sin(180/25)=405 mm
鏈條最大拉力F=T/(d/2)=36029 N
鏈條安全系數S=Q/KA×F=8.3≥4~8。
鏈條安全工況系數,按表選1.5[1]。
(3)輥子軸端強度計算。集中傳動后,與減速電機相連的輥子軸傳遞的額定功率P=45 kW,輥子軸材質選42CrMo,對只承受轉矩作用的軸,根據扭轉強度條件要求軸直徑

式中,A0是由軸的材料及承載情況確定的系數,A0=98。
考慮到鏈條拉力,輥子軸端部分最小直徑選取d=110 mm,經校核輥子軸能夠滿足要求。
(4)集中傳動部分改造需要的主要零部件。①45 kW主減速電機2臺、安裝基礎2件;②新傳動輥裝配10件;③鏈輪18件、鏈條8根;④輥道支撐梁、導向板、軸承座利舊。
現場改造時,在設計位置制作主減速電機安裝基礎,拆除導向板、舊輥子裝配、減速電機,將線外重新裝配好的輥子裝配、減速電機安裝到相應位置并調整后通過聯軸器連接可靠,同時恢復安裝導向板。
熱送輥道改造以后,電氣控制總體與原設計保持不變,仍按分組控制。但是需將公路橋下集中傳動部分并為一組并在此設鑄坯檢測裝置,同時將旋轉輥道與鑄坯檢測信號聯鎖,只要公路橋下有鑄坯,旋轉輥道就停止運坯,防止熱送輥道上鑄坯堆積。
4 改造實施效果
通過優化改造,解決了熱送輥道驅動裝置及其安裝方式、輥子裝配等存在的缺陷,同時加強操作、維護,有效降低了熱送輥道的故障率,減少了備件消耗,保證了2#方坯連鑄機生產順利進行。2011年1~7月與2010年同期在故障時間、檢修時間、備件消耗對比數據見表1。
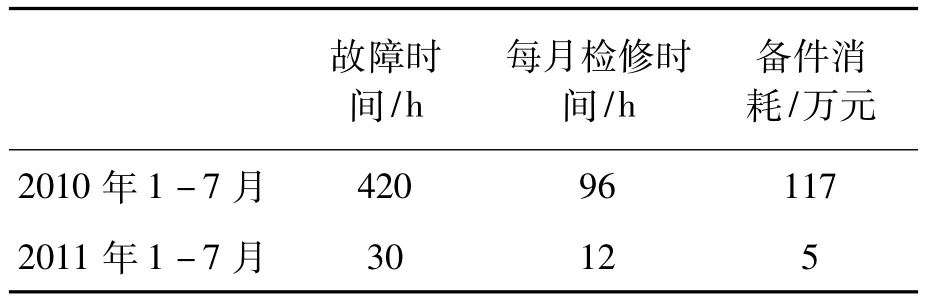
表1 改造前后熱送輥道運行情況對比表Tabel 1 Running conditions of hot transmitting roller way before and after modification
5 結束語
攀鋼2#方坯連鑄熱送輥道改造前,設備故障率非常高,備件消耗量大,嚴重影響鋼廠生產及物流順行。通過改造,徹底解決了電機、減速機、輥子等損壞頻繁的問題,故障時間和檢修時間均顯著降低,確保了2#方坯連鑄生產順行,提高了鋼廠物流通過能力,降低了檢修勞動強度,2#方坯熱送輥道優化改造后取得了較大的經濟效益。
[1] 高澤遠,姚玉泉,李林貴.機械設計(修訂版)[M].沈陽:東北工學院出版社,1991.
[2] 中國機械工程學會.中國機械設計大典(3卷)[M].南昌:江西科學技術出版社,2002.
