高速沖壓中的廢料回跳及預防措施
2012-11-21 02:55:06張桂俠
長江大學學報(自科版) 2012年34期
關鍵詞:溝槽
張桂俠
(安徽國防科技職業學院機械工程系,安徽 六安 237011)
王懷計
(昆山聯德精密機械有限公司,江蘇 昆山 215300)
高速沖壓中的廢料回跳及預防措施
張桂俠
(安徽國防科技職業學院機械工程系,安徽 六安 237011)
王懷計
(昆山聯德精密機械有限公司,江蘇 昆山 215300)
高速沖壓中的廢料回跳現象對沖壓件、沖壓模具、沖壓設備以及沖壓操作人員都會造成一定的安全隱患。防止廢料回跳是模具設計人員設計模具時認真考慮的問題之一。闡述了廢料回跳的基本概念,在分析發生廢料回跳的原因的基礎上介紹了防止廢料回跳的幾個預防措施。
廢料回跳;沖裁;沖壓模具
沖壓加工時的廢料回跳是指沖裁結束上模回程時,沖裁廢料沒有留在凹模型腔內而是隨同凸模上升回到凹模上表面的一種沖裁不良現象[1-2]。特別是薄板沖裁、小孔沖裁、沖裁之前壓毛刺工序的切邊都容易引起廢料回跳。 廢料回跳容易導致沖壓產品出現質量問題,回跳的廢料在凹模面上引起疊料而導致模具壓傷、變形、折彎、崩刃等嚴重的損傷,同時,廢料回跳對沖壓設備以及沖壓操作人員都會造成一定的安全隱患[3-5]。下面,筆者主要介紹了防止廢料回跳的幾個預防措施?。
1 廢料回跳的主要原因
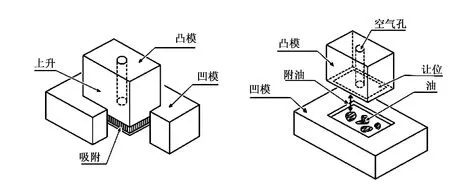
圖1 沖壓吸附現象 圖2 沖壓中的附油現象
引起廢料回跳的主要原因是沖壓加工中凸模的工作面和被加工的材料表面都有很好的平面度,在強大的沖壓力作用下凸模下表面與沖壓材料之間產生相對真空而導致廢料與凸模的吸附(如圖1)。同時,附著于材料表面的沖壓油(如圖2)也會使凸模下表面與材料緊密貼合,阻礙周圍的空氣流入,在沖裁結束凸模回程時,凸、凹模之間形成一個“氣壓缸”,凹模是缸體,凹模內的沖壓廢料作為缸體的底部,凸模是活塞,凸模上移時,廢料與凸模下表面之間的氣壓繼續降低,材料被吸附在凸模的下表面上,隨同凸模一起回到凹模的上表面上。此外,如果沖裁之前采用壓毛刺措施比如反向半剪,雖然解決了毛刺的問題,但是也減小了沖裁廢料與凹模側壁的摩擦力,導致易產生廢料回跳。當沖裁間隙較大時,由于廢料沖裁后的回彈,導致排出的廢料尺寸比凹模的孔口尺寸小,也容易產生廢料回跳。當凸模存在磁性時,也會引起廢料回跳。但這些因素的影響都比較小,只要在設計和加工過程中采用簡單的措施就可以避免廢料回跳的發生。此外,廢料回跳的發生還與沖壓件的大小、形狀、材質等有關。一般沖制的孔徑越小,越容易出現廢料回跳;沖件的材質、厚度對廢料回跳也有影響,一般認為被加工材料的質地越硬,延伸性越小,越容易產生回跳現象;被加工材料的厚度越薄越容易產生廢料回跳。
2 防止廢料回跳的措施
在實際生產中防止廢料回跳一般采用真空吸引方式,但從設計模具開始考慮到該結構在模具裝配、調試以及吸引力的確定等方面都非常麻煩。在沖裁凸模上設置卸料頂銷或卸料螺釘,強制控制廢料回跳,對任何原因的廢料回跳都很有效,但這種方法會導致模具結構復雜化,給模具加工、裝配及維修帶來麻煩。下面,筆者介紹除此之外的其他幾個途徑解決廢料回跳的產生。
2.1從沖壓工藝上防止廢料回跳
根據以上對廢料回跳產生的原因可以知道,只要在沖壓過程中滿足:
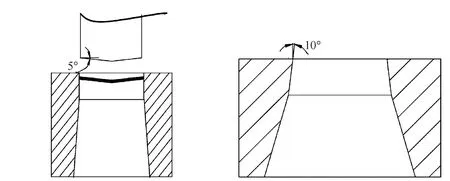
F 就可以避免廢料回跳的發生。式中,F為廢料吸附到凸模的力,是由于沖壓吸附和沖壓附油而產生的;f為廢料與凹模之間的摩擦力,其大小與工件的回彈及毛刺的大小有關;G為廢料自身的重量。因此,在模具結構和沖壓材料確定的前提下,影響廢料回跳的主要原因是沖壓附油和凸模與材料之間的吸附作用。 1)對沖壓附油的措施 在沖壓過程中的供油,采用凸模面和凹模面分別對待:對凹模面多給、凸模面少給。在凸模與材料的接觸面設置讓位,減小凸模下表面與材料的接觸面積。在凸模上設置吹氣孔,在凸模回程時吹少量空氣。 2)對凸模與材料間吸附的措施 由于凸模下表面與廢料之間氣壓的減小與凸模的速度成正比,所以可降低加工速度。在凸模上加開氣孔,使凸模下表面與工件之間與大氣相通。除此之外,在沖壓過程中控制壓力機工作行程增加凸模和凹模的咬合深度,將廢料往下推,推出凹模的直壁部分直接落下,也可以起到防止廢料回跳的作用。 2.2從模具結構上防止廢料回跳 圖3 凹模加工傾斜溝后的沖切斷面 圖4 斜刃凸模 圖5 傾斜倒角凹模 1)在凹模上加工特殊的溝槽防止廢料回跳 在凹模上加工特殊的溝槽(如米思米標準件企業生產的防廢料回跳凹模就是采用的這種結構)可以有效地解決廢料回跳的問題,而且該方法簡單、易行、有效。 在凹模上加工特殊的溝槽防止回跳的原理如下:在凹模的內側面反方向加工2處以上的傾斜溝(深度大約0.005~0.1mm)[1],溝槽上寬下窄,在沖裁初期,沖裁廢料會形成和凹模傾斜溝相對應的小突起,隨著凸模的下降,突起部分會被凹模側面壓平,摩擦力隨即增大,從而起到防止廢料回跳的目的[1]。采用這種方法要注意凸模和凹模的咬合量應在1mm左右,不能太小。這種方法防跳料的效果較好,但在特殊溝槽部位模具的局部間隙放大,沖切斷面會發生一定的變化(見圖3),與普通的凹模沖裁相比沖切斷面的塌角增大、光亮帶減小、撕裂面長度增加、斷面錐度增大、毛刺高度加大。因此,采用在凹模上加工特殊的溝槽的方法防止廢料回跳,應注意對沖裁件斷面質量的影響,看制件的質量是否允許。 2)采用斜刃凸模 該方法沖切下的廢料是翹曲的,使廢料與凹模壁的接觸不緊密,破壞了“氣壓缸體的密閉性” (見圖4)從而起到防跳料的作用。這種方法可用于沖孔和切邊工序,不可用于落料工序。 3)加大凹模刃口內表面的表面粗糙程度,增加廢料與凹模面的摩擦力 這種方法可以起到防跳料的作用,但會加快模具的磨損速度,降低模具的使用壽命,同時也會增加沖床的工作負載。 4)在凹模刃口內表面加工微小的傾斜導角 在凹模刃口內表面加工微小的傾斜導角(見圖5),使廢料與凹模壁的接觸不緊密,破壞“氣壓缸體的密閉性”。這樣能起到較好的防跳料作用,但會降低凹模刃口的強度,影響模具的使用壽命。 5)減小沖裁間隙 減小沖模的間隙可以增加沖切廢料的回彈,增加廢料與凹模壁的摩擦力從而避免廢料回跳。但間隙減小會加快模具的磨損速度,同時對沖裁力的大小也有影響。 防止廢料回跳的方法很多,但每種方法都有一定的局限性。因此,模具設計者應根據沖壓制件的相關信息、相關要求、成本要求、企業的加工水平、加工條件等因素,選擇合理的方法解決廢料回跳的發生。 [1]米思米《沖壓模具用零件》[EB/OL].http://cn.misumi-ec.com/press/, 2012-09-25. [2]王孝培.沖壓手冊[M].北京:機械工業出版社,2004. [3]劉建平.高速沖壓中防止沖孔廢料回跳的方法[J].模具制造,2009(6):25-26. [4]孔嘯,趙喜廣.連續沖壓中廢料回跳的防止措施[J].模具技術,2002(5):24-26. [5]陳傳勝,陳杰華.高速級進沖壓中廢料回跳問題的解決方案[J].鍛壓技術,2008(2):91-94. [編輯] 洪云飛 10.3969/j.issn.1673-1409(N).2012.12.050 TG385.2 A 1673-1409(2012)12-N152-03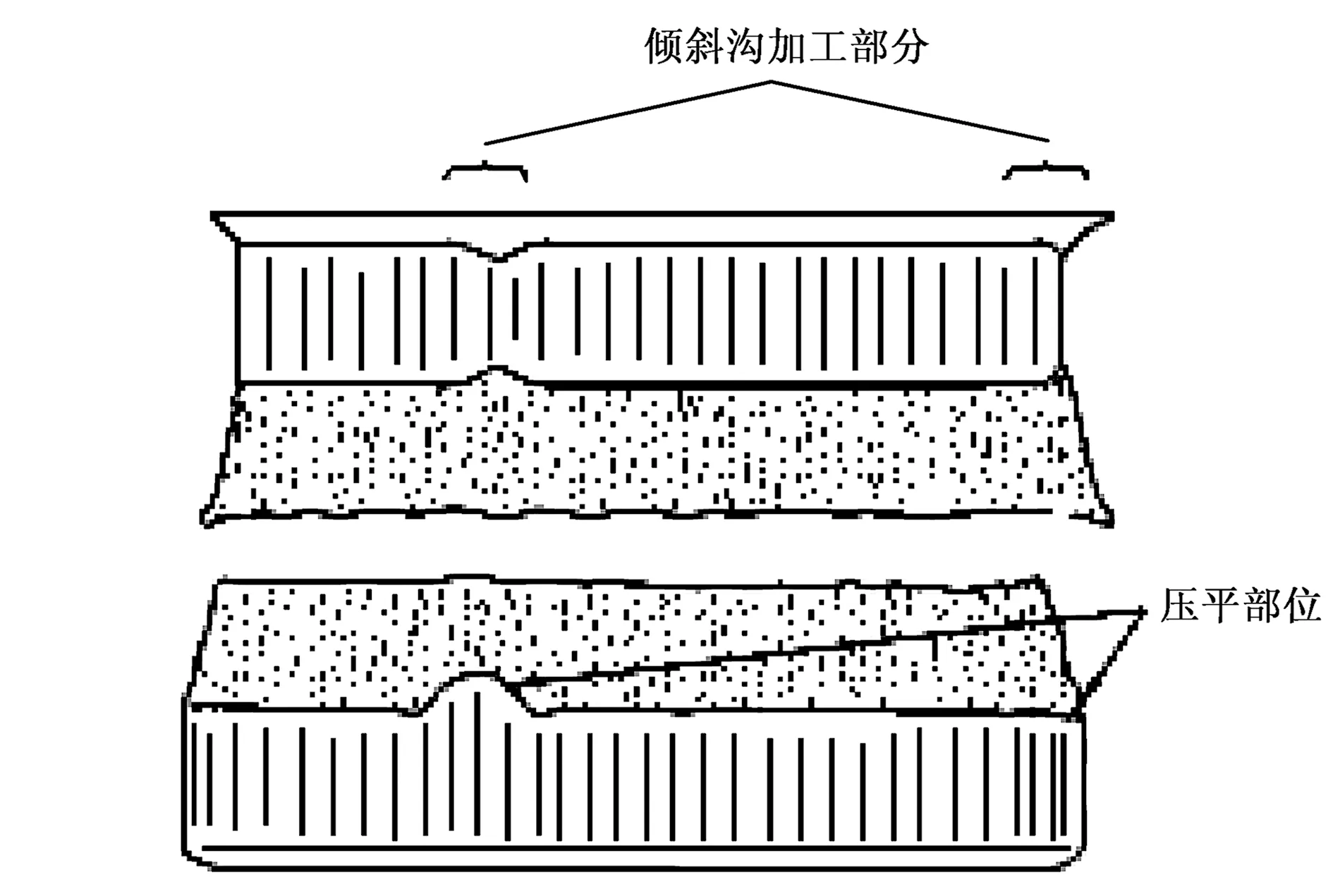
4 結 語
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21