激光熔覆鎳基合金溫度場(chǎng)的數(shù)值模擬
2012-11-21 11:44:22蔣紅云
長(zhǎng)江大學(xué)學(xué)報(bào)(自科版) 2012年19期
關(guān)鍵詞:模型
蔣紅云,丁 林
(安徽國(guó)防科技職業(yè)學(xué)院機(jī)械工程系,安徽 六安 237011)
激光熔覆鎳基合金溫度場(chǎng)的數(shù)值模擬
蔣紅云,丁 林
(安徽國(guó)防科技職業(yè)學(xué)院機(jī)械工程系,安徽 六安 237011)
利用SYSWELD 有限元軟件,采用預(yù)置粉末方式實(shí)現(xiàn)激光熔覆加工,考慮到材料熱性能隨溫度變化、邊界條件隨溫度變化及含有非線性單元等非線性因素,對(duì)普通碳鋼表面激光熔覆鎳基合金溫度場(chǎng)的分布進(jìn)行了模擬計(jì)算。結(jié)果表明,模擬計(jì)算值和實(shí)驗(yàn)實(shí)際測(cè)量值無論在寬度還是深度都符合,熔覆過程的稀釋率為12.7%,可以獲得良好的冶金結(jié)合,說明所建立的溫度場(chǎng)計(jì)算模型是正確并可靠的,研究結(jié)果對(duì)工藝參數(shù)的優(yōu)化和控制熔覆層稀釋率提供了借鑒和指導(dǎo)作用。
激光熔覆;SYSWELD軟件;鎳基;稀釋率
激光熔覆是高功率的激光束與金屬交互作用產(chǎn)生熔池,在材料表面進(jìn)行的冶金過程,其特點(diǎn)是材料的凝固具有很高的溫度梯度和凝固速率。利用這一新技術(shù)可以在廉價(jià)材料表面或局部制備具有特種性能的合金層和陶瓷金屬復(fù)合層[1-3]。
激光熔覆是一個(gè)復(fù)雜的物理和冶金過程,此過程的傳熱對(duì)激光熔覆層的質(zhì)量起決定作用。由于激光熔覆過程中熔池尺寸小、溫度高以及加工過程的時(shí)間相對(duì)較短,因此,用試驗(yàn)方法測(cè)量激光過程中溫度場(chǎng)的分布是很困難的。隨著計(jì)算機(jī)技術(shù)的飛速發(fā)展和國(guó)民經(jīng)濟(jì)發(fā)展的需求,激光熔覆逐漸得到廣泛應(yīng)用,但對(duì)熔覆層質(zhì)量要求也越來越高,迫切需要尋找一種可靠、經(jīng)濟(jì)、科學(xué)的方法來提高激光熔覆層質(zhì)量,為此,數(shù)值模擬技術(shù)在此領(lǐng)域得到了蓬勃發(fā)展,為更好地掌握激光熔覆過程中發(fā)生的復(fù)雜現(xiàn)象提供了有效手段。目前,對(duì)激光熔池中熱源模型和熔池內(nèi)傳動(dòng)和流場(chǎng)有了一定的報(bào)道[4-5],但在結(jié)合快速凝固理論有待于進(jìn)一步的研究。下面,筆者考慮了材料熱性能隨溫度變化、邊界條件隨溫度變化及含有非線性單元等非線性因素的影響,結(jié)合快速凝固理論,利用SYSWELD有限元模擬軟件對(duì)激光熔覆鎳基合金溫度場(chǎng)進(jìn)行了模擬計(jì)算。
1 溫度場(chǎng)數(shù)學(xué)模型
激光熔覆三維瞬態(tài)溫度場(chǎng)熱源控制方程為[6]:
(1)

(1)初始條件。當(dāng)t=0時(shí)(熔覆開始),工件具有均勻的初始溫度(T),一般為環(huán)境溫度(T=20℃)。
(2)邊界條件。熔覆過程中,熔覆試件邊界與周圍介質(zhì)的熱交換遵循方程:

(2)
式中,n為邊界表面外法線方向;q是單位面積上的外部輸入熱流;T是工件表面上的溫度;Tα是周圍介質(zhì)溫度;α是表面總的換熱系數(shù):α=αc+αg,αc為對(duì)流換熱系數(shù);αg為輻射換熱系數(shù)。
2 物理模型的建立
2.1有限元模型的建立及假設(shè)

圖1 單道熔覆有限元模型及網(wǎng)格劃分
在網(wǎng)格劃分時(shí),要求在熔覆層表面采用自由網(wǎng)格進(jìn)行劃分,由于熔覆層以及熱影響區(qū)溫度梯度變化大,因此需要高密度的網(wǎng)格來反映,在遠(yuǎn)離激光作用的區(qū)域溫度梯度小,采用較為稀疏的網(wǎng)格密度來反映。但兩部分之間的網(wǎng)格密度不能差異過大,否則會(huì)使單元形狀嚴(yán)重扭曲,無法進(jìn)行計(jì)算甚至導(dǎo)致SYSWELD無法進(jìn)行網(wǎng)格劃分,因此在中間采用過渡網(wǎng)格進(jìn)行過渡。由于熔覆層自由網(wǎng)格的存在,在模型橫界面上只能采用三角形自由網(wǎng)格,而在縱向方向上為了便于計(jì)算,采用規(guī)則的四邊形網(wǎng)格。焊件的初始溫度為20℃,基體尺寸為40mm×40mm×10mm,熔覆層厚度為1mm,單道熔覆有限元模型機(jī)網(wǎng)格劃分如圖1所示。激光熔覆熔池流動(dòng)及傳熱過程比較復(fù)雜,影響因素眾多,為了簡(jiǎn)化計(jì)算,作如下假設(shè):①假設(shè)熱過程為導(dǎo)熱連續(xù)體中的熱源移動(dòng),忽略了熔化和結(jié)晶過程中的熔融區(qū)移動(dòng);②不考慮工件與工作臺(tái)之間的熱傳導(dǎo),假設(shè)工件的所有外邊界只與空氣進(jìn)行輻射和對(duì)流換熱;③忽略了激光光致等離子體的影響,僅在熱效率上加以簡(jiǎn)單考慮。
2.2激光熔覆熱源
熱源模型的選擇決定了數(shù)值模擬過程中加載的熱載荷情況,直接影響激光熔覆層的形狀和大小,因此熱源模型的選擇是溫度場(chǎng)模擬中的關(guān)鍵因素之一。針對(duì)激光熱源選擇的影響以及激光熔覆過程中相當(dāng)部分熱量是通過熱傳導(dǎo)和輻射直接輸給焊件的,采用高斯分布熱源模型,高斯分布函數(shù)為:
(3)
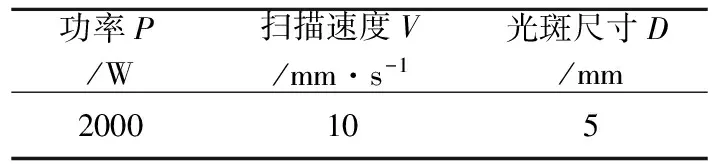
表1 激光熔覆工藝參數(shù)
式中,q(x,y,z,t)為t時(shí)刻在(x,y,z)位置的熱流量;b為熱源分布特征半徑;v為焊接速度;τ為電源位置滯后的時(shí)間因素。激光熔覆時(shí)采用的工藝參數(shù)如表1所示。為了進(jìn)一步提高熱源的準(zhǔn)確性,在計(jì)算前采用SYSWELD軟件中的熱源校正工具,通過不斷的調(diào)節(jié)熱源參數(shù),使得熱源符合實(shí)際中熔覆層的尺寸,達(dá)到對(duì)熱源進(jìn)行校正的目的。
2.3定義材料的熱物理性能參數(shù)
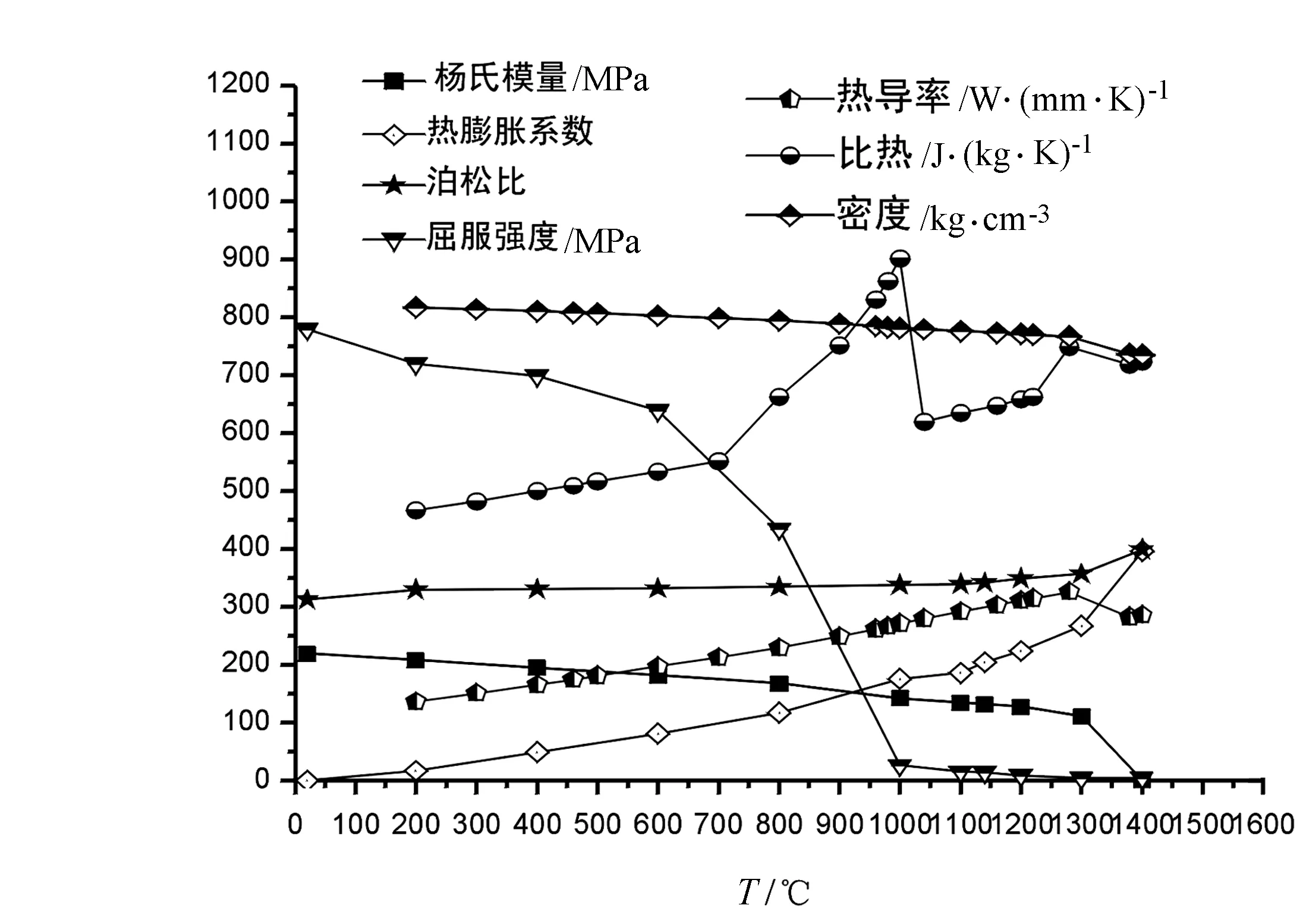
圖2 材料的熱物理性能參數(shù)隨溫度的變化
鎳基熔覆材料的比熱、熱導(dǎo)率、楊氏模量、熱膨脹系數(shù)、屈服強(qiáng)度、泊松比、密度與溫度的關(guān)系如圖2所示。
3 結(jié)果與分析
3.1熔覆層表面上不同時(shí)刻的溫度分布
圖3為熔覆層表面上不同時(shí)刻的溫度分布。從圖3中可以看出,在激光熔覆開始,當(dāng)具有很高功率密度的激光束作用到熔覆層表面的瞬間,溫度即高達(dá)1361℃,超過了熔覆層的熔化溫度,熔覆開始進(jìn)行,此時(shí)表面等溫線呈線性狀橢圓階梯分布,同心度較好,等溫線很不光滑(如圖3(a)),說明在熔覆初期構(gòu)件溫度急劇變化,尚未形成穩(wěn)定的溫度分布,中心等溫線為1300℃,由里往外依次為1000、800、500、100℃。隨著熔覆的不斷進(jìn)行,在1.08s時(shí)(如圖3(b)),此時(shí)的最高溫度達(dá)到2195.25℃,滿足熔覆層熔化的溫度要求,橢圓長(zhǎng)軸不僅在激光掃描方向上伸長(zhǎng),而且在垂直于掃描方向的寬度方向上也在增大,但仍然保持橢圓階梯分布,等溫線與圖3(a)相比明顯變的光滑,熔池前端溫度梯度大,等溫線密集,熔池尾部等溫線較稀疏。等溫線變得更加光滑,形成穩(wěn)定的溫度分布。后端較扁,這是因?yàn)槎嗣娴纳峥臁.?dāng)熔覆進(jìn)行到3.2s時(shí)(如圖3(c)),等溫線呈規(guī)則的扁平橢圓。同心度很高,前端等溫線密度大,后端等溫線稀疏,符合一般激光加熱溫度場(chǎng)規(guī)律。在4s時(shí)激光光斑中心已經(jīng)移出熔覆層,此時(shí)溫度場(chǎng)形貌為半橢圓形,等溫線分布稀疏(如圖3(d))。在4.5s 時(shí),激光束已經(jīng)移出試樣,此時(shí)最高溫度降到了1392.74 ℃(如圖3(e))。
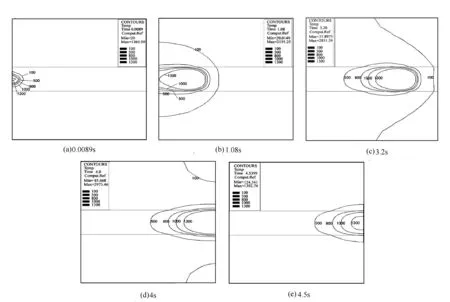
圖3 激光熔覆層表面溫度分布
從圖3中可以看出,在激光熔覆過程中,隨著連續(xù)激光束的移動(dòng),溫度場(chǎng)也相應(yīng)的移動(dòng),在掃描光斑前端,當(dāng)激光高密度能量作用到熔覆層上的瞬間,熔覆層溫度迅速升高使得熔覆層熔化甚至汽化、溫度在短時(shí)間劇烈變化,而在掃描光斑后端由于激光掃描后熔覆層凝固時(shí)釋放的大量熱量要通過熱傳遞的3種方式(熱傳導(dǎo)、輻射、對(duì)流)向外擴(kuò)散,而熔覆層表面主要是以輻射和對(duì)流的方式傳熱,因此溫度變化不劇烈。這就使得整個(gè)表面溫度場(chǎng)在光斑前端具有密集的等溫線,而使得光斑后端等溫線稀疏,與理論分析完全符合。
3.2溫度場(chǎng)模擬分布
在激光熱源移動(dòng)到3.2s時(shí)刻位置時(shí),熔覆層熔池最高溫度達(dá)到為2851.39℃。由于鎳基合金的熔點(diǎn)約為1300℃,因此,在與模擬結(jié)果一致的工藝參數(shù)的條件下,此模型的計(jì)算溫度能夠?qū)崿F(xiàn)鎳基合金材料良好熔覆,這與理論結(jié)果相符合。圖4為熱源移動(dòng)到3.2s時(shí)刻試樣的橫截面和表面上溫度場(chǎng)模擬分布圖,通過測(cè)量可得,熔覆層寬度約為3.9767mm,熔深約為1.146mm。
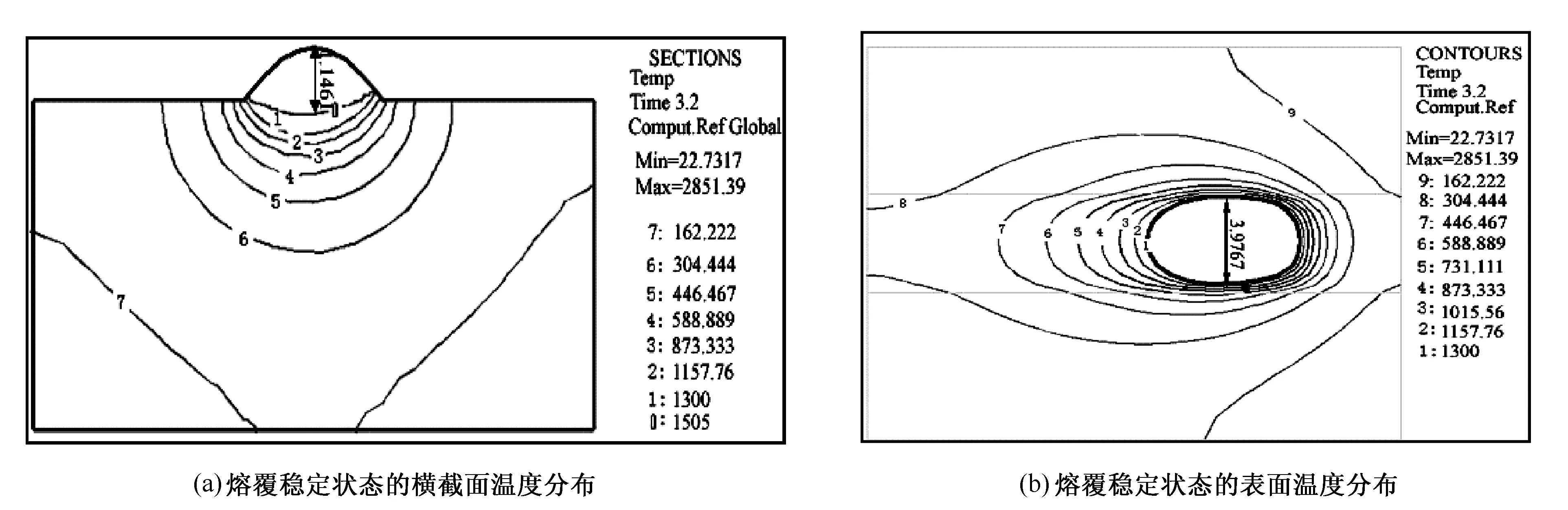
圖4 穩(wěn)定狀態(tài)時(shí)的溫度分布
3.3激光熔覆的稀釋率
稀釋率是指在激光熔覆中由于熔化的基材的混入而引起的的熔覆合金成分的變化程度。用基材合金在熔覆層中所占的百分率表示,稀釋率一般控制在10%左右[7]。計(jì)算稀釋率的方法可分為2種:成分實(shí)測(cè)值計(jì)算稀釋率和幾何稀釋率。

3.4熔覆層特征參數(shù)

表2 熔覆層特征參數(shù)的模擬值與實(shí)測(cè)值
熔覆試樣的制備是在基體材料表面預(yù)置粉末層,粉末厚度為1mm。激光熔覆過程采用了TJ-HL-T5000 型橫流式激光器(2kW),激光掃描速度為300mm/min,進(jìn)行單道熔覆。激光熔覆完成后在垂直激光掃描方向取金相試樣,磨樣拋光后用草酸電解,在金相顯微鏡下觀察。采用定量金相法測(cè)量熔覆層深度,熔覆層寬度與模擬值數(shù)據(jù)比較如表2所示。從表2可以看出模擬結(jié)果與實(shí)測(cè)值比較符合,說明建立的模型能夠準(zhǔn)確的反映出實(shí)際的激光熔覆過程中溫度場(chǎng)的分布。
4 結(jié) 論
1)采用SYSWELD軟件對(duì)熔覆過程中溫度場(chǎng)的分布進(jìn)行了計(jì)算,通過對(duì)計(jì)算結(jié)果的分析與測(cè)量得到熔覆層寬度為3.98mm,熔覆層深度為1.146mm,稀釋率為12.7%,與理論計(jì)算結(jié)果相符合,熔覆層與基體獲得了良好的冶金結(jié)合。
2)采用與模擬計(jì)算相同的工藝參數(shù)進(jìn)行了試驗(yàn),通過測(cè)量對(duì)比表明,模擬計(jì)算結(jié)果與試驗(yàn)結(jié)果較符合,證明了筆者建立的三維有限元模型正確,計(jì)算結(jié)果可行。
[1]張永康. 激光加工技術(shù)[M].北京: 化學(xué)工業(yè)出版社,2004: 9-21.
[2] 丁林,李明喜. 激光熔覆Co基合金溫度場(chǎng)的數(shù)值模擬[J].激光技術(shù),2012(1): 103-106.
[3] 陳光,傅恒志. 非平衡凝固新型金屬材料[M].北京: 科學(xué)出版社,2004: 66-68.
[4] Long Risheng,Liu Weijun,Shang Xiaofeng. Numerical Simulation of Transient Temperature Field For Laser Direct Metal shaping[J]. International Federation For Information Processing(IFTP),2006,207: 786-796.
[5] 黃延祿,鄒德寧,梁工英,等. 送粉激光熔覆過程中熔覆軌跡及流場(chǎng)與溫度場(chǎng)的數(shù)值擬[J]. 稀有金屬材料與工程,2003,(5): 330-335.
[6] 陳丙森. 計(jì)算機(jī)輔助焊接技術(shù)[M]. 北京: 機(jī)械工業(yè)出版社,1999: 107-168.
[7] 關(guān)振中. 激光加工工藝手冊(cè)[M]. 北京:中國(guó)計(jì)量出版社,1998:283.
10.3969/j.issn.1673-1409(N).2012.07.007
O242;TG146.1
A
1673-1409(2012)07-N015-04
2012-04-24
安徽省省級(jí)自然科學(xué)研究項(xiàng)目(HJ2012B031)。
蔣紅云(1964-),女,1988年大學(xué)畢業(yè),副教授,現(xiàn)主要從事焊接技術(shù)及自動(dòng)化方面的教學(xué)與研究工作。
[編輯] 洪云飛
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
