五軸聯動數控加工的裝夾誤差動態補償方法*
2012-11-24 04:41:06樓佩煌劉明燈滿增光
組合機床與自動化加工技術 2012年3期
趙 鵬,樓佩煌,劉明燈,滿增光
(1.南京航空航天大學機電學院,南京 210016;2.南京四開電子企業有限公司,南京 210007)
0 引言
現代航空,航天,模具工業中廣泛采用精密五軸數控加工,其加工精度要求達到微米級別,傳統工件裝夾方式定位精度不高,無法滿足精密加工要求。許多學者對裝夾誤差補償方法進行了研究[1-4]。文獻[1]研究了大直徑環形件的裝夾偏心補償方法,文獻[2]研究了專用機床的裝夾誤差補償問題,文獻[3,4]提出了工件裝夾誤差建模方法,對其進行離線預測補償。這些研究沒有對包含旋轉軸的裝夾誤差情況進行分析,而五軸數控機床由于裝夾誤差引起實際旋轉中心與CAM編程基準不一致,由此引起的附加運動無法通過常規的G54-G59方式補償[5],只能根據裝夾位置調整編程基準重新進行CAM處理或者反復調整裝夾精度,耗費大量時間。本文研究了五軸數控加工的裝夾誤差尋位補償方法,動態修正加工路徑,在保證加工精度條件下大大降低工件裝夾難度,提高機床實際加工效率,具有廣泛的工程應用意義。
1 五軸加工的工件裝夾誤差分析
在三軸數控加工中,裝夾誤差可以通過簡單的坐標系偏置補償,使編程基準與工件裝夾位置一致。而五軸數控加工的NC代碼中,旋轉軸路徑是根據CAM編程中的旋轉中心位置決定的。由于裝夾誤差,編程旋轉中心位置與實際機床旋轉中心位置不一致,使得CAM生成的刀具路徑發生偏移。如圖1所示為一個典型的裝夾誤差狀況,陰影部分表示CAM編程中設定的工件在機床上的位置,設定的旋轉中心為機床實際旋轉中心O,由于裝夾偏差工件實際位置在圖示實線所示部分,編程旋轉中心位置偏移到點O',旋轉軸角度偏差為α。以工件上任意一點M為例,分析轉動過程中由于旋轉中心偏差造成的路徑誤差情況,如圖2所示,工件裝夾無誤差時,點M隨旋轉軸運動路徑為以機床旋轉中心O為圓心的圓,如圖中細虛線所示,和CAM編程路徑一致;在裝夾誤差存在時,點M實際裝夾位置為點M',M'的理想運動路徑應當是以O'為圓心的圓,如圖中細實線所示,此時工件加工結果仍然與設計一致;然而由于機床運動中旋轉軸是以機床旋轉中心O為圓心的轉動,點M'的實際路徑是以機床旋轉中心O為圓心的圓,如圖中粗虛線所示,此時工件加工結果偏離設計形狀;在旋轉過程中,編程旋轉中心O'也隨轉動角度不斷變化,其路徑如圖中粗實線所示。由此可見,五軸數控裝夾誤差的補償困難正是由于編程旋轉中心的偏置矢量OO'隨轉動不斷變化引起的。本文通過擴展指令 G10 X,Y,Z,A,B,C 指定裝夾誤差,采用動態尋位補償方法,自動補償空間變換,保證加工工件空間尺寸精度,而國內許多大型五軸機床無法投入正常使用,就是由于數控系統不具備該功能。
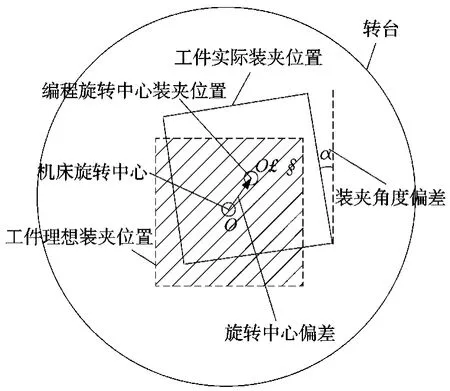
圖1 工件裝夾偏差示意圖

圖2 工件隨旋轉軸轉動的運動路徑
2 裝夾誤差動態補償方法
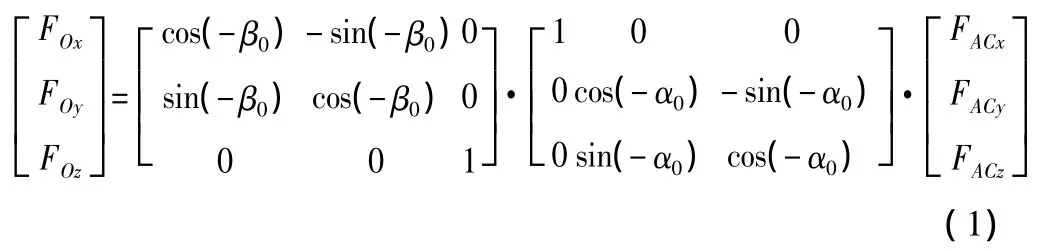
五軸機床一般包含兩個旋轉軸,其裝夾誤差造成的旋轉中心偏差也有兩組,根據實際機床結構和裝夾情況有(x,y,C),(x,z,B),(y,z,A)三種補償類型。由于五軸數控機床結構形式繁多,坐標轉換關系復雜,本文以應用廣泛的立式雙轉臺五軸數控機床為例。首先測量工件裝夾誤差,如圖3所示,點O為機床實際旋轉中心,在旋轉軸角度A=α0,C=β0時測量旋轉中心偏差矢量,如圖中FAC所示,在旋轉軸A,C轉動過程中,其角度不斷變化,旋轉中心偏差矢量方向的變化需要進行機床逆運動變換實時計算,對其進行動態補償,裝夾誤差造成的旋轉中心偏差計算步驟如下[6]:
以下各符號定義為:
FAC:旋轉軸位于A=α0,C=β0時的旋轉中心偏差矢量;
FO:旋轉軸位于A=0,C=0時的旋轉中心偏差矢量;
FA:旋轉軸位于A=α,C=0時的旋轉中心偏差矢量;
Foffset:旋轉軸位于A=α,C=β時的旋轉中心偏差矢量;
α0,β0為測量初始裝夾誤差時的旋轉軸角度;α,β為任意角度。
步驟1:計算旋轉中心基準矢量FO,即旋轉軸在初始狀態A=0,C=0時的偏差矢量,將FAC在旋轉軸A轉動-α0,在旋轉軸C轉動-β0:
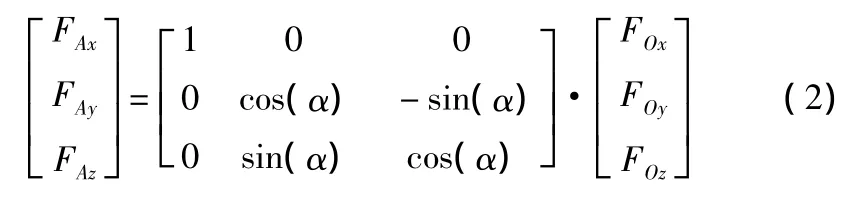
步驟2:計算當旋轉軸C無轉動,旋轉軸A轉動任意角度α時的偏差矢量FA;
步驟3:計算當旋轉軸A轉動任意角度α,旋轉軸C轉動任意角度β時的偏差矢量Foffset。

由上述(1)~(3)式可計算出加工過程中旋轉軸任意角度時的旋轉軸中心偏差矢量,在加工運動路徑上減去這個偏差矢量,即可動態補償由于旋轉軸偏差矢量變化造成的機床附加運動,消除裝夾誤差帶來的精度問題,加工出與設計一致的工件。
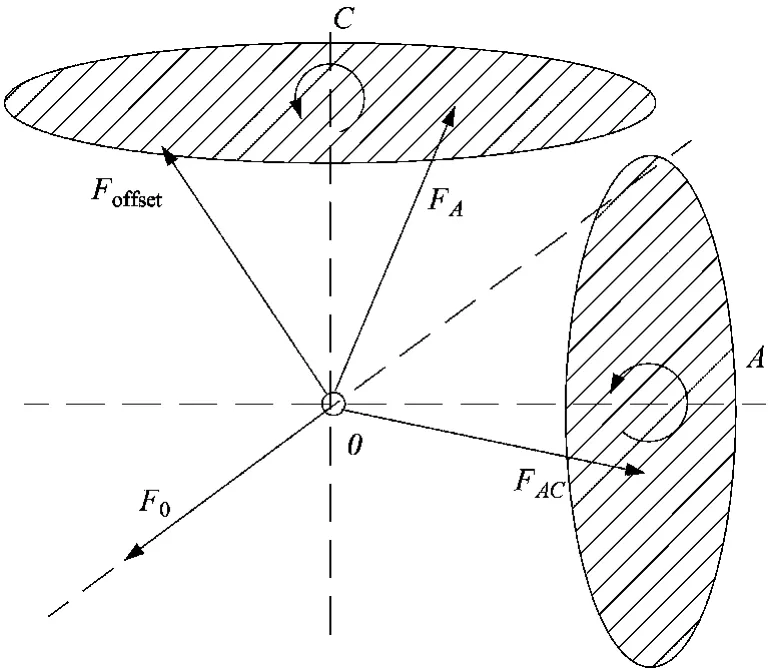
圖3 旋轉中心裝夾誤差偏差矢量變換圖
3 誤差補償實現與驗證
將本文提出的五軸數控加工的裝夾誤差動態補償方法在自主研發的數控系統SKYCNC上實現,其處理流程如圖4所示。裝夾誤差參數輸入界面如圖5所示,在開啟裝夾誤差動態補償功能后,在上位機中自動計算每個刀位點的旋轉中心偏差并補償,后繼的前瞻、插補等均基于補償后的刀具路徑進行。
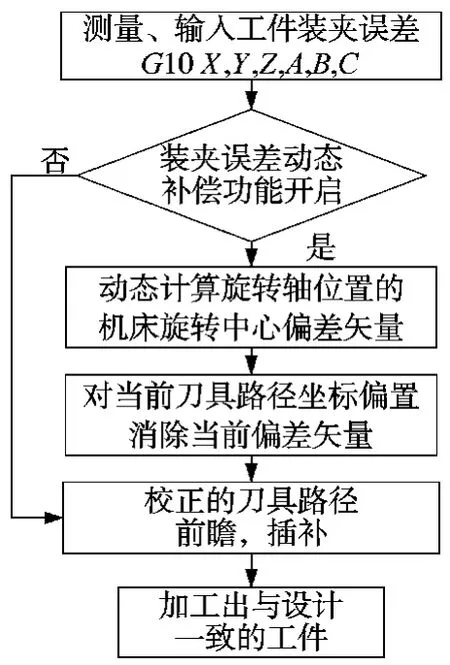
圖4 裝夾誤差補償處理流程
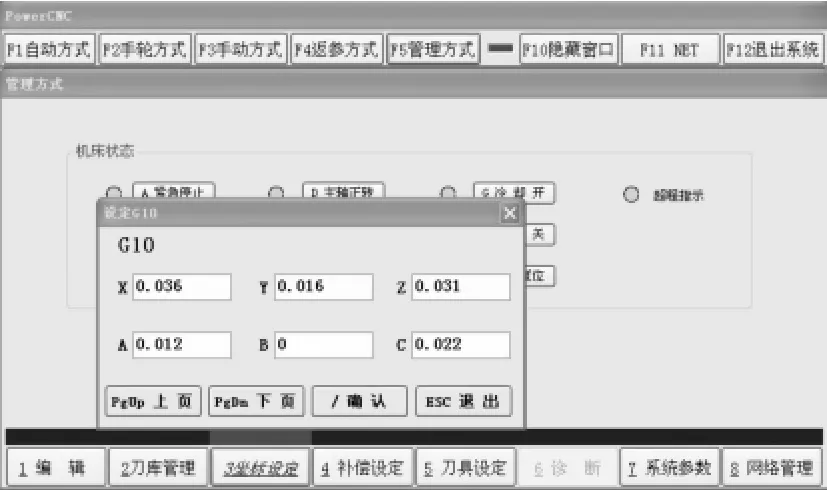
圖5 裝夾誤差補償設定界面
為方便對誤差補償效果的檢測,在雙轉臺立式銑床SK5L-70100進行五軸聯動精加工直徑10cm球體試驗,如圖6所示。使用通用五軸CAM軟件POWERMILL得到五軸NC代碼,在旋轉軸角度A=0.012,C=0.022時測量得到旋轉中心偏差為Xoffset=0.036mm,Yoffset=0.016mm,Zoffset=0.031mm。在無裝夾誤差補償時通過測量球體直徑得其加工誤差為0.052mm;而在裝夾誤差動態補償后,加工誤差為0.014mm;通過調整裝夾精度補償裝夾誤差時,不僅耗時較長,而且由于裝夾條件限制,其效果也不如數控系統的控制補償,具體如表1所示。可見,采用本文提出的裝夾誤差動態補償方法,既節約了調整裝夾精度消耗的時間,也有效消除因裝夾誤差帶來的精度問題。

圖6 五軸聯動加工球體
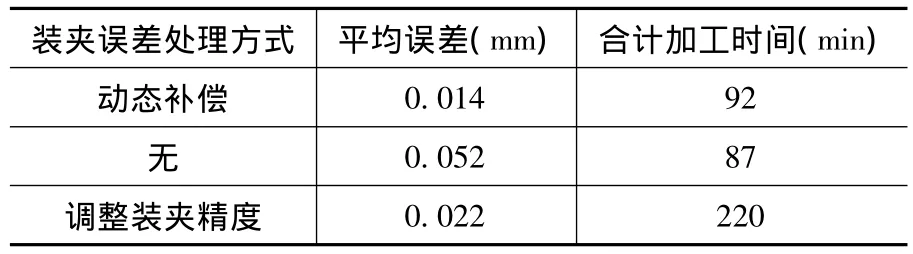
表1 球體零件在不同誤差處理下的加工效果對比
4 結束語
本文研究了五軸數控加工中的裝夾誤差對加工精度的影響,分析了旋轉中心偏差造成的旋轉軸附加運動路徑,提出五軸數控的裝夾誤差動態尋位補償方法,并將該方法應用于自主開發的SKYCNC中,試驗證明,采用該方法可有效補償五軸機床的裝夾誤差,消除由此造成的精度問題,提高了機床實際加工效率,具有重要的工程應用意義。
[1]黃筱調,洪榮晶,方成剛,等.大直徑環形件空系誤差分析及數控加工方法[J].組合機床與自動化加工技術,2004(11):57-58.
[2]李顯松,熊清平.專用數控機床中的工件定位誤差主動補償技術[J]. 測試技術學報,2003,17(4):317-319.
[3]張發平,童應學,孫厚芳.工件裝夾系統裝夾方案誤差建模分析技術[J].北京理工大學學報,2009,29(11):968-971.
[4]周靜,陳慰芳,曲紹朋.數控加工誤差主動補償方法[J].計算機集成制造系統,2010,16(9):1902-1907.
[5]劉明燈,陸啟建.一種高速高精度皮米插補數控系統[J]. 中國制造業信息化,2006,17:33-36.
[6]胡寅亮,熊濤,黃翔.五軸聯動數控機床的后置處理方法[J]. 機械科學與技術,2003,22(7):175-177.