鍋爐燃燒控制方案的設計和應用
2012-12-01 10:08:08趙震
自動化儀表 2012年3期
趙 震
(上海寶信軟件股份有限公司,上海 201900)
0 引言
隨著社會經濟的發展、工藝條件的約束和設備運行的需要,自動化技術的應用日趨廣泛。自動化工程中廣泛存在著比值控制,鍋爐燃燒控制中常用的交叉限幅就是由比值控制發展而來的。通過分析以下控制策略,可以看出各種控制方案之間的發展脈絡。
1 燃燒控制的主要策略
1.1 比值控制回路
一般的比例控制系統是將風量和煤量按照輸入的空燃比投入鍋爐燃燒。鍋爐燃燒需要將空氣(二次風)和煤粉按比例投入爐膛,比例控制系統如圖1所示。
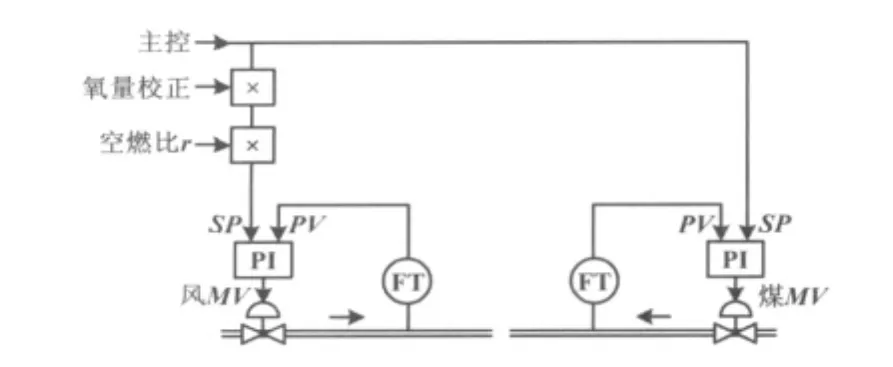
圖1 比例控制系統Fig.1 Ratio control system
圖1中,在實際應用時,還可在主控輸入后面增加煙氣含氧量的信號測點,串入與氧量相關的修正函數以改變空燃比設定。在許多工藝過程、化工反應過程中也經常出現這樣的情況,需要按比例投入兩種反應物料,如合成氨的N2和H2。比例控制系統可以保證兩個PID回路的設定值SP成比例,在系統穩定后PV也相應成比例,但調節過程中也有可能出現PV不成比例。如果瞬時煤量大于風量,就可能造成燃燒不充分,從而浪費燃料,污染環境。
1.2 單交叉控制回路
在實際工程應用中,由于兩個回路的特性不一致,一個快、一個慢,所以在調節的過渡過程中可能存在兩種物料沒有嚴格按比例投入的情況。當燃料超過風量時,就會引起燃燒不充分,這時就需引入交叉限幅的方法。單交叉控制系統如圖2所示。
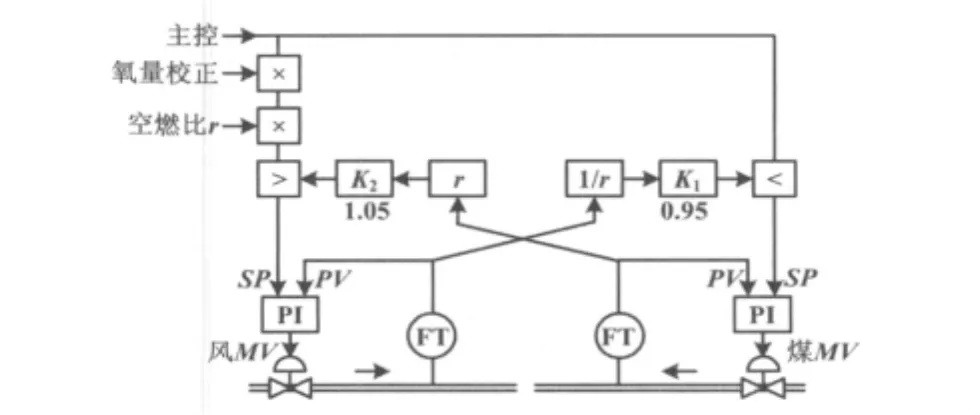
圖2 單交叉控制系統Fig.2 Single-cross control system
圖2中,r為輸入的空燃比,主控是燃料量指令(百分比),經計算得到理論煤量;由實測風量除以空燃比r得到實際需要的煤量,理論煤量和實際需要煤量兩者取小,得到煤量設定值SP,以保證燃料量始終小于風量。
同樣地,由實測燃料量乘以r得到實際需要的風量,設定風量和實際需要風量兩者取大,得到風量設定值SP,以保證風量始終大于燃料量。需要注意的是,這里總是燃料取小、風量取大,反之則限制風量。
在此類系統中,即使實際測量過程中存在波動,風量也始終大于燃料量。這類系統被稱為單交叉限幅控制系統,即總是單方向限制一種物料量不超過另一種物料量,以確保充分反應、充分燃燒。例如燃燒過程中的煤粉、煤氣等不超過空氣的量。鋼鐵廠節能減排應用的燃用煤氣鍋爐特別強調充分燃燒,轉換能源。因此,鋼鐵廠廣泛使用這類控制系統。
為加強風煤互相限制的效果,在風量的基礎上乘以一個大于1的系數K2,在燃料量上乘以一個小于1的系數K1,反之則防止過度限幅。在正常情況下,系統不起限幅作用,只有在風量或煤量超過5%的幅度的情況下才起作用。通過調整K1、K2,可以達到適合的限幅效果,如 K1=0.95、K2=1.05;也可以根據實際需要,設定 K1=0.98、K2=1.05。
需要注意的是,SV、PV都要除以最大工程值后得到百分比信號(無工程單位),實際上采用百分比信號后空燃比應為1。空燃比實際是由鍋爐燃料設計確定的,例如燃料設計確定某熱值下1 Nm3焦爐煤氣燃燒需要4 Nm3空氣,那么空燃比就等于4[Nm3空氣/Nm3COG],兩個Nm3代表的介質不同不能相約。在燃氣鍋爐里應特別注意這種情況。
1.3 雙交叉控制回路
在某些情況下,如冶金工業中常用的加熱爐[1],既要保證充分燃燒,又要防止風量大于燃料量過多引起加熱溫度下降,這就需要用到雙交叉限幅[2]。加熱爐控制要求不光是充分燃燒,還要符合一定的升溫曲線。因此,主控設定值不是負荷而是溫度。這也是電站鍋爐和加熱爐控制方案的不同之處[3-4]。
雙交叉控制系統如圖3所示。
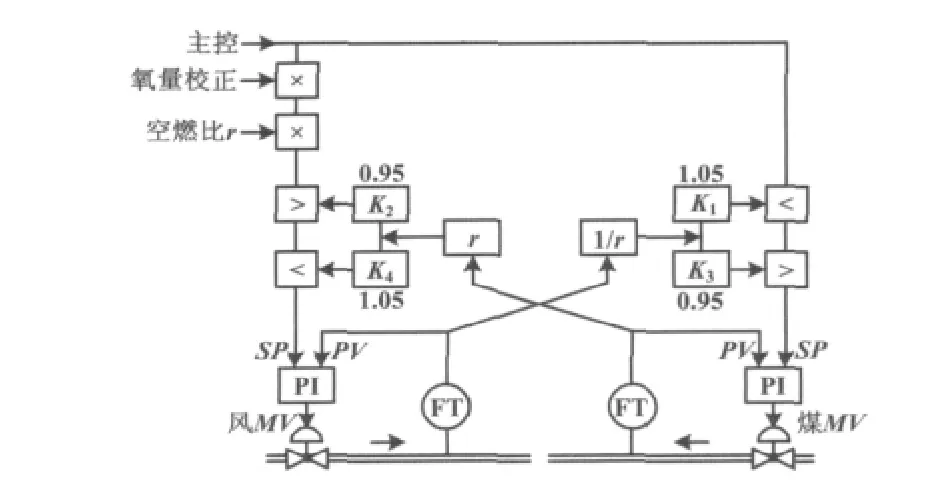
圖3 雙交叉控制系統Fig.3 Double-cross control system
圖3中,K1、K2的含義與上述單交叉方案相同,K3、K4分別代表與K1、K2反方向的限幅,這就構成了雙交叉限幅的控制方案。K3、K4的選取值也分別與K1、K2相反,即 K1必須大于1,K2必須小于1,而 K3則必須小于1,K4則必須大于1。K1~K4與各自的高選、低選模塊搭配,才可能產生雙向限幅、交叉限幅的效果。
這種雙交叉控制系統有若干引申形式,如疊加上述氧量的系統。同時也可以統一設一個常數K,使K1=1-K、K2=1+K、K3=1+K、K4=1-K。當 K=0.05時,就相當于雙交叉控制方案。K值可以根據實際情況調整,以達到最優的效果[5]。一般而言,0 <K <0.1,K 太大意味著限幅的幅度過大。
1.4 偏差增益的交叉控制
上述交叉限幅都是通過乘以固定的K值來實現的,如果K設計成根據負荷(溫度)或者負荷的變化率(溫度變化率)相關的函數,則可以構成變幅度限幅的復雜系統。如變化率大時,K變大,限幅嚴格;變化率小時,K變小,限幅放寬。這種變幅度限幅系統能保證負荷(或溫度)更加嚴格符合負荷(或溫度)設定曲線,但也由于非線性限幅的環節,犧牲了系統的變動(調節)速度[6-7]。
此外,還有一種限幅程度和偏差相關的交叉系統,其示意圖如圖4所示。
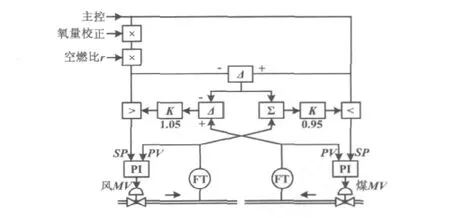
圖4 偏差增益單交叉控制系統Fig.4 Deviation gain single-cross control system
圖4中,主控設定值乘以空燃比后分兩路,得到風量SV(%)和煤量SV(%)。假設煤量SV>風量SV,相減得到偏差Δ,Δ>0,分別經過加減運算后的煤量PVΔ經過高選模塊(>)去放大風量;風量PV+Δ經過低選模塊(<)去減小(限制)煤量。這樣的趨勢正好使得原來“煤量SV>風量SV”變為“煤量SV<風量SV”,實現了交叉限幅的作用。這種方法實際上是單交叉限幅。
如果Δ<0,以上增減正負均相反。增加反方向的高低選模塊,則可以構成反向限幅的作用。
偏差增益雙交叉控制系統如圖5所示。
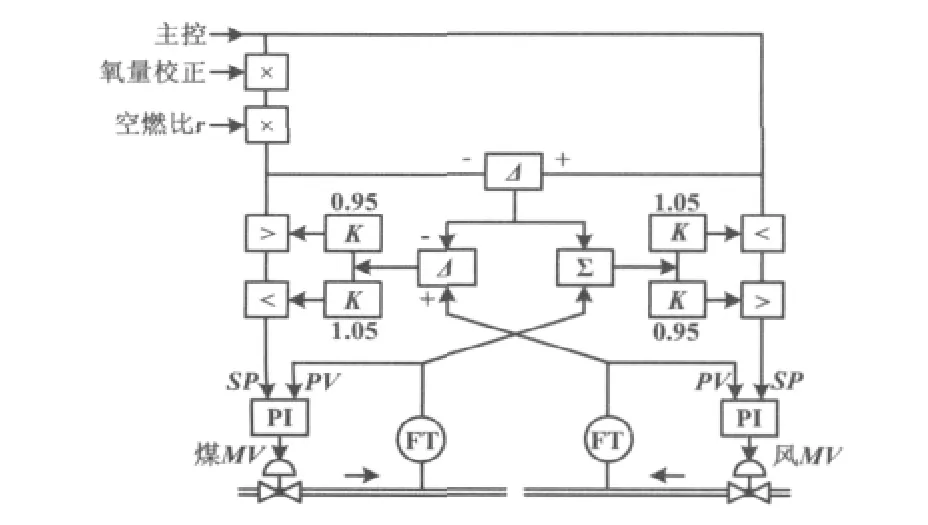
圖5 偏差增益雙交叉控制系統Fig.5 Deviation gain double-cross control system
2 氧量修正回路
在低負荷運行時,可適當放寬排煙含氧量要求。這樣就可以設計一個與負荷相關的氧量設定曲線。氧量修正的方法有很多種,其中,氧量校正函數示意圖如圖6所示。
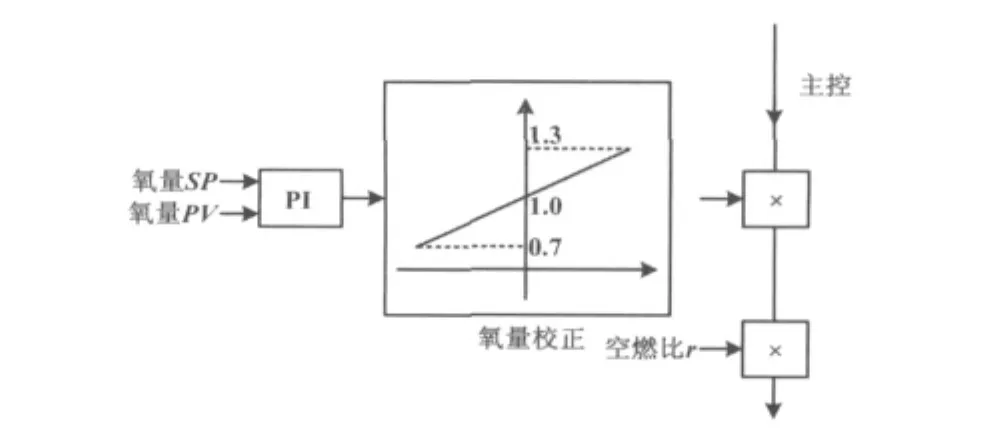
圖6 氧量校正函數示意圖Fig.6 Oxygen correction function
氧量校正函數把氧量儀輸出值與上述氧量曲線設定值做偏差運算(PI調節器),得出輸出值需要轉換為1 附近的數值,如0.7 ~1.3,并乘以空燃比[8-9]。如前所述,空燃比是1附近的數值。這個乘法相當于間接改變空燃比。氧量修正算法正是通過改變空燃比,最終達到修正氧量的效果。
3 應用情況
在鋼鐵廠節能減排的實踐中,回收的煤氣用于發電,燃用煤氣的鍋爐得到了廣泛應用。在風煤系統中依次應用比例、單交叉、雙交叉等控制策略,由于限幅的非線性作用,負荷變動的速度會有所下降,但變量超調的程度受到約束。實踐過程中,可以根據實際情況選用以上控制策略。
4 結束語
從簡單的比值控制到單交叉限幅,再到雙交叉限幅,繼而加入偏差的交叉限幅,本文介紹的控制策略逐步復雜,功能也得到了進一步加強,能夠適應多種場合的不同需要。通過在鋼鐵廠煤氣鍋爐的實踐,充分證明了以上控制策略的可行性。
[1]李澤光,郝莉.DCS在高線加熱爐燃燒控制系統中的應用[J].工業控制計算機,2006(2):42-45.
[2]胡祖寶.偏差比例雙交叉限幅控制在生產中應用[J].控制工程,2004,11(5):392 -393,473.
[3]張玉鐸,王滿稼.熱工自動控制系統[M].北京:水利電力出版社,1985:148-149.
[4]李遵基.熱工自動控制系統[M].北京:中國電力出版社,1997:98-99.
[5]王錦標,方崇智.過程計算機控制[M].北京:清華大學出版社,1992:223-230.
[6]李來春,鄧彩霞,楊明極.變偏置雙交叉限幅燃燒控制系統設計及應用研究[J].熱能動力工程,2003,18(104):183 -186.
[7]王常力,廖道文.集散型控制系統的設計及應用[M].北京:清華大學出版社,1993:32-34.
[8]何克忠,李偉.計算機控制系統[M].北京:清華大學出版社,1998:132-135.
[9]Curtis D J.Process control instrument technology[M].Indianapolis:John Wiley& Sons INC,1987:37-41.