UOE機組C型預彎機承載能力分析
2012-12-03 07:56:12全基哲
重型機械 2012年6期
全基哲,陳 軍
(寶鋼研究院,上海 201900)
0 前言
隨著材料科學和冶金技術(shù)的進步,管線工業(yè)正在朝著高輸送壓力和大輸送流量的方向發(fā)展。管線鋼管的強度要求越來越高,管壁越來越厚,直徑越來越大,極大地促進了管線鋼管制造技術(shù)的發(fā)展。在世界上第一套生產(chǎn)大直徑直縫埋弧焊管的UOE機組面世20年來,以日本為代表的一些工業(yè)發(fā)達國家和地區(qū),競相發(fā)展被譽為世界上最先進的UOE大直徑直縫埋弧焊管制造技術(shù)。
UOE是鋼管成型工序U-forming、O-forming和機械擴徑mechanical Expanding的縮寫。UOE成型工藝如圖1所示。
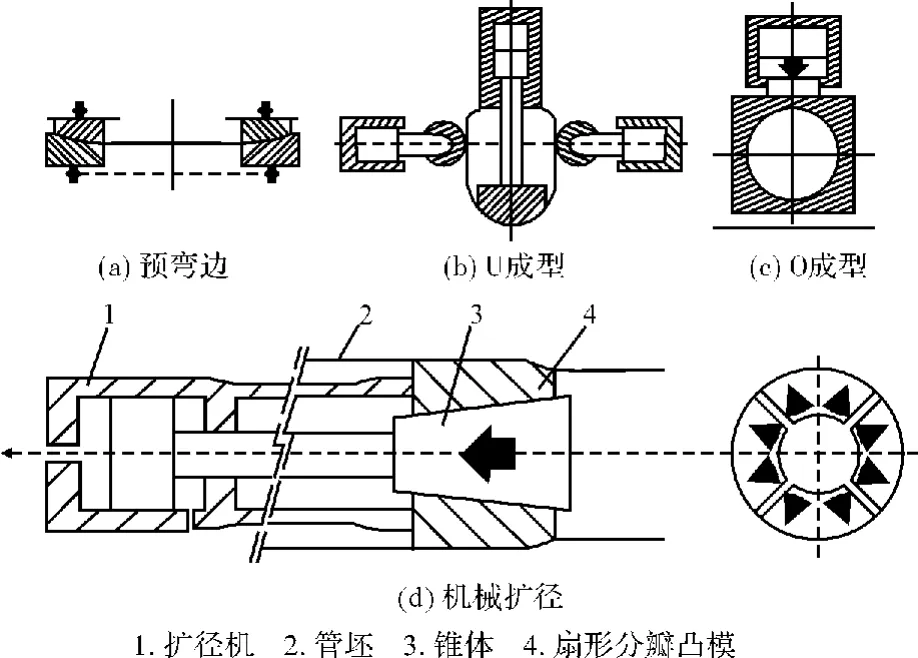
圖1 UOE成型示意圖Fig.1 Shaping diagram of UOE
1 有限元分析模型
1.1 預彎邊機結(jié)構(gòu)
預彎邊是為消除管筒直邊段以確保得到橫斷面為正圓形的管坯、降低后繼O成型力、改善O成型過程中板邊與模具表面接觸狀態(tài)而采取的成型前的準備工序,也是保證最終焊管焊縫區(qū)域幾何形狀和尺寸精度的一個重要工序。C型預彎邊機結(jié)構(gòu)如圖2所示。
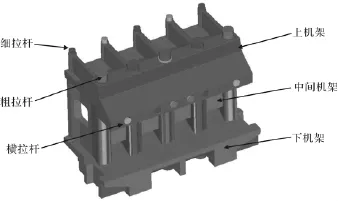
圖2 C機結(jié)構(gòu)三維實體圖Fig.2 3-D stereogram of C type pre-bending machine
C型預彎機由左右兩側(cè)C型機架組成,每側(cè)C型機架則由上機架、中間機架、下機架組成,各機架之間通過通過高強度預緊拉桿連接,共包含5根粗拉桿、5根細拉桿、8根橫拉桿,C型預彎機在彎邊過程中產(chǎn)生的彎邊力通過彎邊模具和液壓缸傳遞到上下機架上。C型預彎機其形狀比較復雜,且結(jié)構(gòu)非常龐大,受制造條件的限制,在制造C型預彎機時難免會出現(xiàn)各種制造缺陷,如裂紋、組織疏松等。本文中利用有限元方法模擬,C型預彎機在預緊拉桿的作用下各機架的應力分布,并對比分析C型預彎機在彎邊過程中應力分布的變化,從而評估C型預彎機的承載能力。
1.2 有限元模型
圖3為C型預彎機有限元模型示意圖,根據(jù)C型預彎機的結(jié)構(gòu)及載荷對稱關(guān)系,對C型預彎機的一半進行有限元模擬,為了保證計算精度,模型采用8節(jié)點六面體單元劃分網(wǎng)格。表1為有限元模型中各部件之間的接觸關(guān)系表,共包含8個接觸對。

表1 有限元模型接觸表Tab.1 Contact list for finite element model
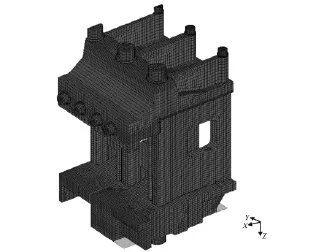
圖3 C型預彎機有限元模型示意圖Fig.3 Diagram of finite element model of C type pre-bending machine
1.3 載荷施加方法
C型預彎機在裝配時通過豎向和橫向的18根拉桿預緊連接,預緊力始終作用到機架上,因此在模擬C型預彎機受力時,必須考慮預緊力的作用。目前,模擬預緊力的方法主要有兩種:一是通過降溫法,即利用溫度降低時引起的物體收縮變形,將預緊力換算成對應的溫度載荷;二是利用設置過盈量的方法,即在模型中的拉桿長度比實際長度小于過盈量值,過盈量為拉桿和機架在預緊力作用下的變形總和。
C型彎邊機在生產(chǎn)中主要承受彎邊力和夾緊力的作用,彎邊力存在一個水平方向分力,彎邊力和夾緊力均通過模具或液壓缸作用到上機架和下機架,如圖4所示。
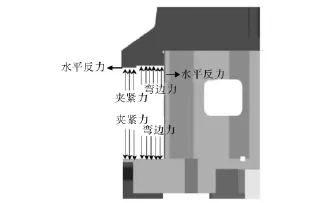
圖4 C型預彎機載荷施加示意圖Fig.4 Diagram of loading force exerting on C type pre-bending machine
2 有限元計算結(jié)果分析
2.1 預緊工況下的有限元分析
圖5為C型預彎機在預緊力的作用下的等效應力分布,圖中僅顯示等效應力大于40 MPa的區(qū)域。從應力分布來看,高應力區(qū)域主要集中在預緊拉桿和各機架的接觸區(qū)域以及各機架之間的接觸區(qū)域,其應力主要以壓應力為主。對上機架來說,與預緊拉桿接觸區(qū)域的應力大約為120~150 MPa,上機架與中間機架的接觸區(qū)域應力達到200 MPa以上,中間支架在預緊力的作用下其應力處于較高水平,其中與上機架接觸的U型槽區(qū)域 (圖中B點)應力達到230 MPa,與下機架接觸區(qū)域應力達到120 MPa左右,橫向拉桿和中間機架接觸區(qū)域 (圖中C點)應力水平也達到130 MPa左右,下支架的高應力區(qū)域主要集中在拉桿接觸的區(qū)域。

圖5 預緊工況下C型彎邊機應力分布Fig.5 Stress distribution of C type pre-bending machine under pretighening condition
2.2 彎邊工況下的有限元分析
圖6表示C型預彎機在預緊力和彎邊力作用下的應力分布,相比于預緊工況,上機架的應力總體上增加,特別是與拉桿接觸區(qū)域的應力水平稍有增加,但在彎邊力的作用下與中間機架接觸區(qū)域 (圖中D點)的應力水平則有所減小,大約在180 MPa左右。中間機架在彎邊力的作用下,應力有所釋放,整體應力水平下降,與上機架接觸的區(qū)域 (圖中B點)的應力大約在190 MPa左右,中間機架與橫向拉桿的接觸區(qū)域(圖中C點)的應力則有所增加,達到130~140 MPa,其主要原因是因為在彎邊力存在水平分力。下機架的整體應力水平增加,在基與拉桿接觸區(qū)域的應力增加。
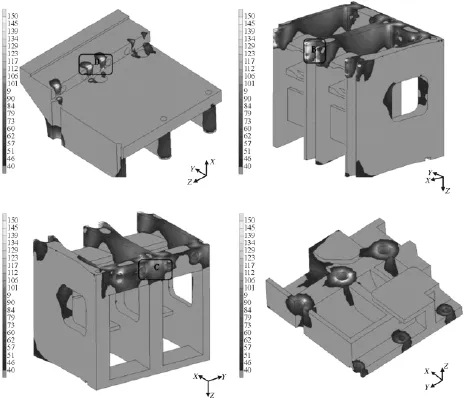
圖6 彎邊過程中C型彎邊機應力分布Fig.6 Stress distribution of C type pre-bending machine in edge bending process
2.3 分析結(jié)果
通過對預緊工況和彎邊工況下C型彎邊機的有限元分析可知,C型彎邊機主要應力集中在預緊拉桿與C型彎邊機機架接觸的區(qū)域以及各機架之間的接觸區(qū)域,如預緊拉桿與機架接觸區(qū)域應力雖然是壓應力為主,但其應力始終處于較高水平,因此生產(chǎn)和制造中對該區(qū)域要足夠重視;同樣,中間機架和上機架的接觸區(qū)域,應力也始終處于較高水平,特別是對中間機架的U型槽區(qū)域 (圖5中B點)的應力處于兩相壓應力區(qū)域,且在預緊和彎邊過程中應力有周期性變化,因此對該區(qū)域結(jié)構(gòu)不能有較大制造缺陷,對今后維護也提出更高要求。
3 應力應變測試結(jié)果分析
現(xiàn)場應力應變測試情況如圖7所示,考慮中間機架應力較高,應力應變測試主要以中間機架為主,中間機架沿著高度方向一共有6個測點,上機架在轉(zhuǎn)角處設置一側(cè)測點。主要針對僅有預緊力的工況和彎邊過程進行測試,其測試情況如圖8所示。表2給出了通過應力應變測試得到的C型預彎機各部位的應力與有限元仿真結(jié)果的對比情況,現(xiàn)場測試結(jié)果與有限元仿真結(jié)果相仿,證明通過有限元計算出的C型預彎機應力比較準確,也證明通過設置過盈量的方法可有效正確的模擬預緊力,為評價C型預彎機承載能力提供技術(shù)依據(jù)。

圖7 現(xiàn)場應力應變測試Fig.7 Stress-strain testing on spot

圖8 現(xiàn)場應力應變測試情況Fig.8 Results of stress-strain testing on spot

表2 應力應變測試結(jié)果與有限元計算結(jié)果對比Tab.2 Contrast of stress-strain testing results and finite element calculation results MPa
4 結(jié)論
在三維有限元模型中,通過設置過盈量的方法模擬了具有較大預緊力的C型預彎機應力狀態(tài),給出了在預緊力的作用和彎邊狀態(tài)下C型預彎機各機架的應力分布,并對C型預彎機進行了現(xiàn)場應力應變測試,測試結(jié)果與有限元計算結(jié)果相仿,證明通過上述方法能準確的模擬具有較大預緊力的C型預彎機承載能力,為評估C型預彎機承載能力提供了技術(shù)依據(jù)。
[1]鄒家祥.軋鋼機械 [M].北京:冶金工業(yè)出版社,2002.
[2]吳生富.大型鍛造液壓機機架的整體性分析[J].燕山大學學報,2006,30(2).
[3]周維海.UOE大直徑直縫埋弧焊管U成形回彈量分析 [J].重型機械,2002(2).
[4]劉京雷.預彎工藝參數(shù)對UOE焊管O成形的影響 [J].塑性工程學報,2005,12(3).
[5]謝峰.C型壓力機機身的有限元分析及優(yōu)化[J].制造業(yè)信息化,2007(7).
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
