甲醇煤氣變換系統(tǒng)工藝優(yōu)化
2012-12-08 01:07:32韓偉偉馬芳濤
化工生產(chǎn)與技術(shù) 2012年4期
韓偉偉 馬芳濤
(河南煤業(yè)化工集團濮陽龍宇化工有限責(zé)任公司,河南 濮陽 457000)
經(jīng)驗交流
甲醇煤氣變換系統(tǒng)工藝優(yōu)化
韓偉偉 馬芳濤
(河南煤業(yè)化工集團濮陽龍宇化工有限責(zé)任公司,河南 濮陽 457000)
分析了200 kt/a甲醇煤氣凈化系統(tǒng)耐硫變換工藝在HT-L粉煤氣化運行中暴露的設(shè)計缺陷,通過增加變換爐入口閥門、增加放空管線,調(diào)整管線配置、改手動閥門為自動閥門等措施,提高了變換裝置生產(chǎn)能力、避免了煤氣放空造成的損失、延長了催化劑的使用壽命,經(jīng)濟效益明顯。
變換;甲醇;煤氣;消耗;改造
某公司200 kt/a甲醇原料路線改造項目,其煤氣凈化系統(tǒng)分為變換裝置和低溫甲醇洗裝置2部分:第1部分為低水氣比耐硫變換裝置,將氣化裝置的粗煤氣中的一部分CO與水蒸汽反應(yīng)生成CO2氣體和H2;第2部分采用低溫甲醇洗裝置對變換氣體進行脫硫、脫碳后,經(jīng)壓縮機增壓后送往合成裝置。
由于氣化工藝制得的原料氣中CO的體積分數(shù)高達65%~70%,水氣體積比高達1.1~1.4,即CO和水含量都高,變換反應(yīng)推動力大,第1變換反應(yīng)器床層熱點溫度難以控制,為此,選用低水氣比2段耐硫變換工藝,通過調(diào)整工藝氣中的水氣比,來控制反應(yīng)的平衡,進而控制第1反應(yīng)器變換反應(yīng)的深度和床層熱點溫度,達到在熱點溫度較低的條件下,將高含量CO進行部分變換,從而來滿足合成工段生成甲醇所需的H、C比需求,因此,變換裝置在整個甲醇生產(chǎn)系統(tǒng)中,起著至關(guān)重要的作用,它的穩(wěn)定運行,是提高甲醇產(chǎn)量和降低原料氣消耗的重要保證。
1 設(shè)計缺陷
該公司為首套HT-L粉煤氣化裝置,其耐硫變換工藝也首次在HT-L粉煤氣化中運用,因而在設(shè)計中,存在很多設(shè)計缺陷,雖然經(jīng)過之前的技改所改進,但目前變換裝置仍存在如下設(shè)計缺陷:
1)放空系統(tǒng)設(shè)計存在缺陷,易造成催化劑帶水。因變換爐入口無閥門,在開車接氣的過程中,暖管只能暖到E02進口閥門處,E02及其至變換爐入口管段無法暖管,致使部分水分帶入變換爐催化劑,特別是在短時間停車,變換爐系統(tǒng)沒法用氮氣置換的情況下,對催化劑的損傷較大。
2)配氣管線位置存在設(shè)計缺陷,使部分熱量損失。如圖1,當(dāng)需要開啟AV01A向后工段導(dǎo)氣時,該股其為經(jīng)E02預(yù)熱后的熱氣,一方面,隨著AV01A的開啟,進入一段變換爐的氣量減小,變換爐出口的高溫氣體總熱量也隨之減少,但進E02的冷氣氣量卻并沒有變化,因而容易造成入口溫度降低,影響床層溫度的穩(wěn)定性;另一方面,隨著AV01A的開啟,經(jīng)過換熱的高溫氣體直接進入后工序,加大了后工序的熱負荷,也容易影響后工序的穩(wěn)定性。
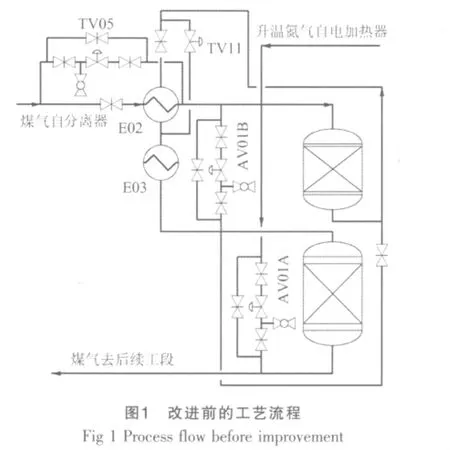
3)入口溫度調(diào)節(jié)為半自動狀態(tài),工況波動時易造成跨溫。如圖1所示,變換爐入口溫度的調(diào)節(jié),主要靠調(diào)節(jié)閥TV11和E02殼程入口手閥進行配合調(diào)整,但TV11管線大小為DN250,相對DN350的主管線來說相對較細,因此在實際調(diào)整中,需要經(jīng)常調(diào)整E02殼程入口手閥,且調(diào)節(jié)較頻繁,每班至少需調(diào)整7~8次,且多次因該閥門調(diào)整不及時而造成變換爐跨溫。
2 改造內(nèi)容
1)為避免變換催化劑在每次接氣過程中帶液,接氣前就需對其系統(tǒng)進行充分的預(yù)熱暖管。為此,在變換爐入口增加了入口閥門,同時在手閥前增加了放空管線,在開車暖管的過程中,一直暖管至爐前,這樣就避免了因暖管不充分而造成的催化劑的帶液。改造后的工藝流程如圖2所示。
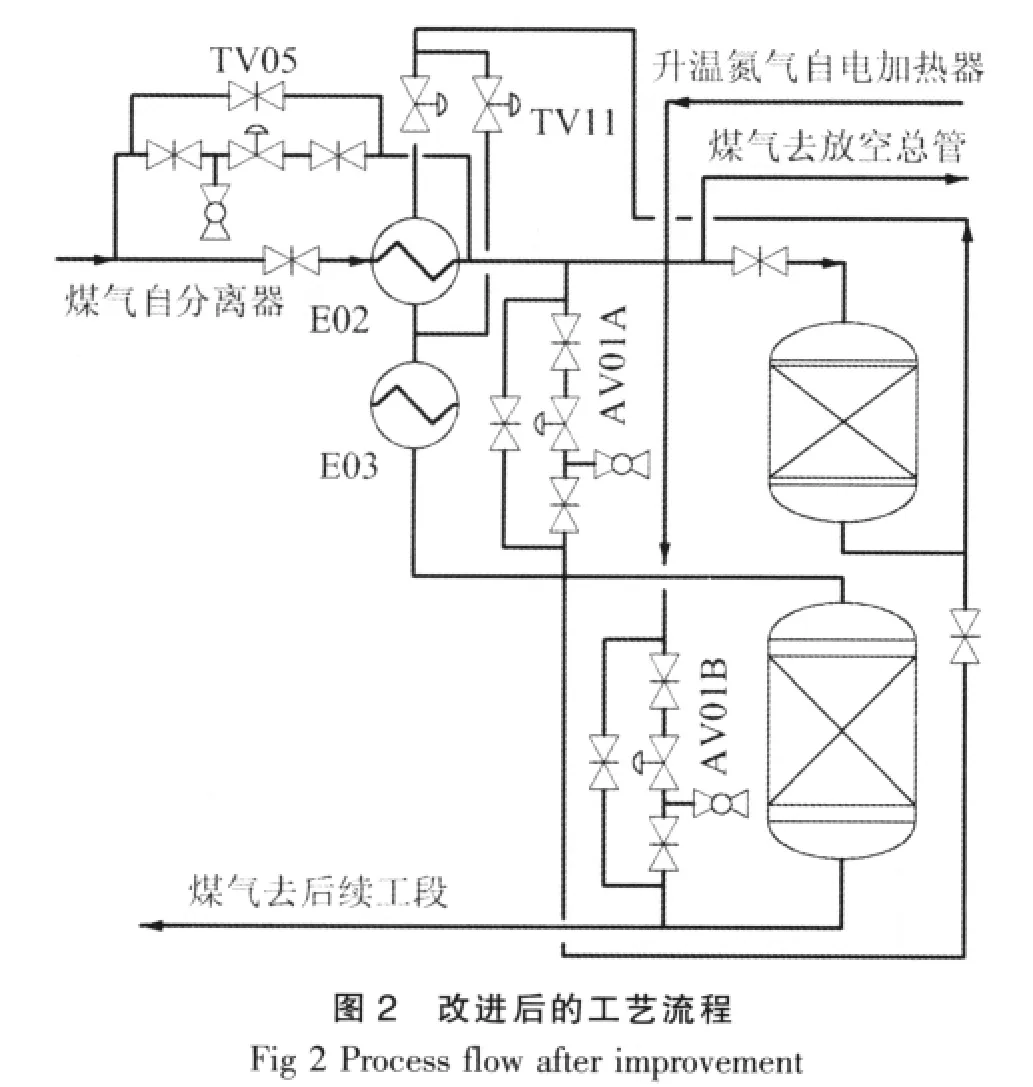
2)將AV01A入口管線通過新增管線對接至E02預(yù)熱前,這樣就避免了在開啟AV01A時所帶來的熱量損失和對后工序穩(wěn)定性的影響。
3)為避免入口溫度調(diào)整不及時,將E02殼程入口手閥更換為調(diào)節(jié)閥,這樣就可通過主線和副線的配合調(diào)整,及時將變換爐入口溫度控制在所需的范圍內(nèi);特別是在工況波動較大的情況下,能及時大幅度調(diào)整,避免垮溫、飛溫現(xiàn)象的發(fā)生。
3 實施效果
1)通過該項目的實施,可有效延長催化劑的使用壽命達0.5 a以上,催化劑的使用壽命按3 a計,整體價格為330萬元,每年至少節(jié)約催化劑費用約16萬元。
2)可避免變換裝置的掉溫、超溫對催化劑的損傷,避免了因掉溫造成煤氣放空及氣體成分失調(diào)合成系統(tǒng)放空的浪費,按跨溫1次總體放空氣量30×103 m3計算,每年至少節(jié)省成本3萬元。
3)該項目實施前,變換裝置系統(tǒng)接氣至少需要2 h以上。實施后,變換裝置接氣時間至少縮短了1 h,氣體體積流量按40×103m3計算,每年按接氣6次進行計算,每年可為公司節(jié)省資金24萬元。
綜上所述,每年至少可節(jié)省資金43萬元。
4 結(jié)束語
實際使用表明,該項目的實施,使變換裝置的接氣速度明顯加快,催化劑帶水的問題得到了有效的解決,同時為變換裝置穩(wěn)定運行提供了有力的保障。其帶來的經(jīng)濟效益和社會效益都是非常顯著的。
Optimization of Methanol and Coal Gas Transformation System
Han Weiwei,Ma Fangtao
(Henan Coal Chemical Industry Group Puyang Longyu Chemical LLC,Puyang,Henan 457000)
This paper introduced the design flaws exposed from the sulfur-tolerant shift process in HT-L pulverized coal gasification operation during the 200 kt/a methanol and coal gas purification system,through increasing the transformation furnace inlet valve amount and the vent pipe,adjusting the pipeline configuration,changing manual valve to automatic valve and other measures to improve the production capacity of transformation device,to avoid the loss caused by coal gas emptying,to prolong the service life of the catalyst,and in brief the economic benefit was obvious.
transformation;methanol;coal gas;consumption;transform
TQ223.12+1
BDOI10.3969/j.issn.1006-6829.2012.04.019
2012-06-06
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
浙江大學(xué)學(xué)報(工學(xué)版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中學(xué)科技(2014年11期)2014-12-25 07:38:53
