手工焊接技術(shù)
2012-12-13 06:00:12孫建強(qiáng)天津富士通天電子有限公司天津300456
天津科技 2012年3期
孫建強(qiáng) (天津富士通天電子有限公司 天津300456)
手工焊接技術(shù)
孫建強(qiáng) (天津富士通天電子有限公司 天津300456)
主要從手工焊接的意義、使用工具、焊接步驟、焊接三要素、典型不良及發(fā)生機(jī)理、焊接不良維修等方面系統(tǒng)介紹了手工焊接技術(shù),為需求者提供理論幫助。
手工焊接 焊接溫度 焊接時(shí)間 焊錫量
手工焊接是利用溶化的焊錫,使元器件固定,并保證有效的電路導(dǎo)通的一種技術(shù)工藝。目前廣泛應(yīng)用在電子產(chǎn)品的批量生產(chǎn)過(guò)程中。同時(shí),新產(chǎn)品的研制和調(diào)試樣機(jī)時(shí),產(chǎn)品/設(shè)備故障修理時(shí)都需要使用電烙鐵進(jìn)行手工焊接,即使是在使用自動(dòng)焊接設(shè)備的生產(chǎn)企業(yè)中,也離不開(kāi)手工焊接。
在手工焊接中,電烙鐵把電能轉(zhuǎn)化用于焊接的熱能,它是傳統(tǒng)的焊接工具,現(xiàn)在還在廣泛使用。
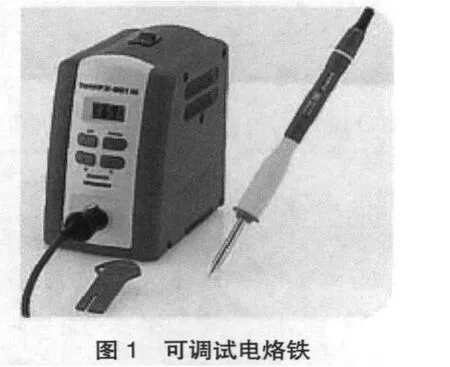
自動(dòng)化恒溫電烙鐵采取了很好的防靜電措施,適合焊接高內(nèi)阻/低耐壓的元器件;可調(diào)式內(nèi)熱電烙鐵(見(jiàn)圖1)是現(xiàn)在最為常用的焊接工具,它的發(fā)熱元件裝在烙鐵頭內(nèi)部,烙鐵頭是用紫銅材料制成的,可以根據(jù)不同的焊接對(duì)象調(diào)整焊接溫度,并選擇不同形狀的烙鐵頭,或者根據(jù)焊接的需要對(duì)烙鐵頭進(jìn)行修整,以確保良好的焊接質(zhì)量。
對(duì)烙鐵頭的一般要求是,尖端表面光亮,沒(méi)有不能掛錫的氧化層,尖端的直徑不大于印制電路板上焊盤(pán)的直徑(見(jiàn)圖2)。

在使用過(guò)程中,用于受熱和氧化層的作用,烙鐵頭的尖端可能被氧化/銹蝕蝕,不掛錫的烙鐵頭不能用來(lái)焊接,這時(shí)就必須對(duì)烙鐵頭進(jìn)行清潔和修整,除去銹蝕。另外,為了延長(zhǎng)電烙鐵的使用壽命,通常在30 min不使用時(shí)關(guān)閉電源,每次使用完電烙鐵,應(yīng)在前端鍍錫,防止頭部氧化/銹蝕(見(jiàn)圖3)。
近年來(lái),有一種長(zhǎng)壽命電烙鐵也在廣泛使用,從外觀上看,它和普通電烙鐵沒(méi)有太大差別,但它的烙鐵頭前端被深鍍了一層鐵鎳合金,鐵鎳合金保護(hù)烙鐵頭在高溫下不容易被氧化/銹蝕,所以不需要修整。烙鐵頭臟了,只需在相對(duì)較軟的物質(zhì)(如浸水的纖維棉)上擦拭干凈。目前,也有一些公司使用電動(dòng)烙鐵清潔器,只需將電烙鐵頭部插入清潔孔,按壓下觸壓開(kāi)關(guān),清潔器內(nèi)部的轉(zhuǎn)子帶動(dòng)橡膠轉(zhuǎn)刷旋轉(zhuǎn),即可將烙鐵頭清潔干凈(見(jiàn)圖 4)。

因此,電烙鐵在使用時(shí)一定要保護(hù)好烙鐵頭,避免其和硬質(zhì)鐵器等磕碰,使表面的鐵鎳合金層破壞,從而導(dǎo)致烙鐵頭的氧化/銹蝕。
手工焊接使用的焊錫絲里包裹了活性助焊劑,在焊接時(shí),助焊劑首先溶化,并浸滿焊接部位使氧化層被清除。
手工焊接操作通常可分為如下幾個(gè)步驟:
①烙鐵頭清潔:除去先端的焊錫鍍層。
②尖端鍍錫:為使焊錫導(dǎo)熱良好。
③電烙鐵移至焊接部位,使烙鐵先端與焊盤(pán)和引腳同時(shí)解除接觸,爬錫順暢。
④焊錫移至焊接部位。
⑤溶化焊錫:對(duì)于焊接面積較大的部位,可一邊加錫,一邊在焊接面范圍內(nèi)來(lái)回移動(dòng)電烙鐵,以確保良好的焊錫浸潤(rùn)。
⑥焊錫離開(kāi)。
⑦電烙鐵離開(kāi)。
⑧靜止:確保焊錫充分冷卻,元器件牢固地連接。
⑨電烙鐵收藏。
⑩清潔:對(duì)于無(wú)接點(diǎn)的部品,可使用IPA(異丙醇)清潔焊接表面的助焊劑殘留;對(duì)于附著的焊錫粒,可用竹鑷子或陶瓷鑷子去除后使用吸取器將其吸走。
?檢查:通常使用4倍以上的放大鏡對(duì)焊接部位實(shí)施目視檢查;焊點(diǎn)較密集(間距0.5 mm以下)時(shí),使用8倍以上放大鏡或顯微鏡檢查;有條件的或要求焊接質(zhì)量較高的場(chǎng)合應(yīng)追加X(jué)射線或加電檢測(cè)。
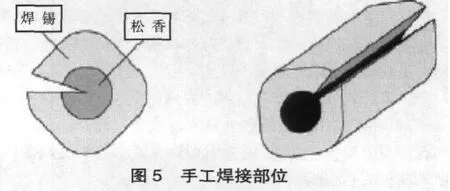
有些初學(xué)者,在學(xué)習(xí)焊接的時(shí)候,用烙鐵頭燙焊錫絲,把溶化的焊錫搬運(yùn)到焊點(diǎn)上,這是不正確的操作方法。焊錫絲里的助焊劑受到高溫很快就會(huì)失去幫助焊接的作用,變?yōu)闅堅(jiān)S檬ブ竸┑暮稿a去焊接焊點(diǎn),質(zhì)量必然下降。
保證焊接品質(zhì)的3個(gè)主要因素是:①焊接溫度;②焊接時(shí)間;③焊錫量。
焊接溫度是指焊接時(shí)溶化焊錫進(jìn)行焊接的烙鐵頭先端的溫度,主要通過(guò)電烙鐵自身來(lái)控制,對(duì)于可調(diào)式電烙鐵,則要依據(jù)工藝要求由作業(yè)者進(jìn)行調(diào)整。溫度設(shè)定的是否合適,可通過(guò)在烙鐵頭先端加少量焊錫,然后觀察錫煙升騰的狀態(tài)確認(rèn):自然勻速的一縷青煙向上升騰,表明溫度適中;淡淡的且緩慢的升騰或不升騰,表明溫度過(guò)低;煙霧較大,且快速升騰,表明溫度過(guò)高。也可通過(guò)皮膚感觸來(lái)判斷:將電烙鐵移至距離面部皮膚2~3 cm左右,能明顯感覺(jué)到溫?zé)幔砻鳒囟冗m中;感覺(jué)不到熱度表明溫度過(guò)低;有灼熱感表明溫度過(guò)高(這種方法存在安全隱患,不建議使用采用)。當(dāng)然,最好的溫度確認(rèn)方法是使用專用的溫度傳感器測(cè)量,這種方法準(zhǔn)確、可靠。
焊接時(shí)間是指電烙鐵接觸焊點(diǎn)的時(shí)間,可通過(guò)心中默數(shù)1,2,3……的方法來(lái)把握:具體說(shuō)就是將電烙鐵移至焊接處,接觸焊盤(pán)開(kāi)始數(shù)1、2,將焊錫移至烙鐵頭并溶化開(kāi)始數(shù)3、4,直至溶化的焊料完全浸潤(rùn)焊盤(pán)和焊點(diǎn)。
如有明確的焊接時(shí)間要求,為確保準(zhǔn)確的焊接時(shí)間,可使用計(jì)時(shí)器或在焊接治具上安裝定時(shí)報(bào)警裝置,以免因?yàn)楹附訒r(shí)間不足或過(guò)長(zhǎng)造成的焊接不良。
焊錫量是指每個(gè)焊點(diǎn)所需的焊錫量多少,可通過(guò)焊點(diǎn)形狀判斷,也可通過(guò)焊錫定量供給裝置來(lái)控制。良好的焊錫量,從外觀狀態(tài)來(lái)看,焊料牢牢的凝固在焊盤(pán)或引線的金屬表面,并形成理想的/無(wú)缺陷的錐狀焊點(diǎn)。
從焊點(diǎn)的形狀來(lái)觀察焊接過(guò)程,可判斷出焊接質(zhì)量的好壞:好的焊點(diǎn)表面光亮,說(shuō)明焊接溫度/時(shí)間合適;錐形的焊點(diǎn)沿著焊接對(duì)象光滑過(guò)渡,微微向內(nèi)凹陷,說(shuō)明焊錫量合適,潤(rùn)濕良好。
抽風(fēng)機(jī)可以使焊點(diǎn)盡快凝固,增加焊點(diǎn)強(qiáng)度;從撤掉烙鐵到液態(tài)焊料完全凝固這段時(shí)間里,焊點(diǎn)不能受到任何震動(dòng),這樣的焊點(diǎn)組織密實(shí),強(qiáng)度高。
下面介紹幾種常見(jiàn)的焊接缺陷及發(fā)生機(jī)理:
①冷焊或虛焊(見(jiàn)圖6):
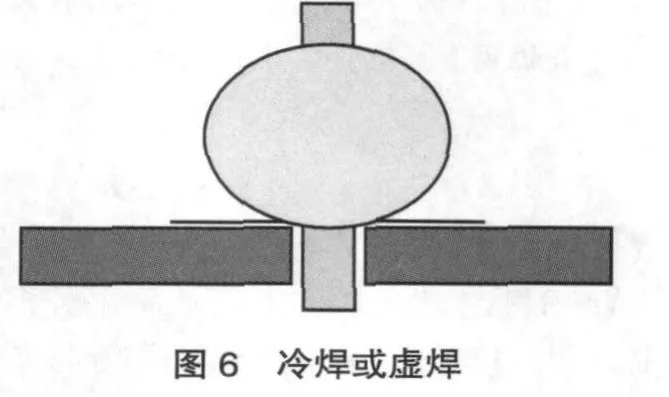
造成這一現(xiàn)象的第一種原因是:焊接過(guò)程中,焊點(diǎn)在未凝固狀態(tài)下受到外力震動(dòng)或沖擊,使得焊點(diǎn)組織疏松,強(qiáng)度極低,焊點(diǎn)上的焊錫與元器件脫焊。
第二種原因是:焊接時(shí)烙鐵頭未同時(shí)與焊盤(pán)和引角接觸,造成受熱不均,融化的焊料向著溫度高的一方浸潤(rùn),而使另一方浸潤(rùn)不充分。
第三種原因是:烙鐵頭的溫度低過(guò)焊接時(shí)間短,焊料未完全溶化,造成浸潤(rùn)不充分。
②夾氣,夾渣(見(jiàn)圖7):
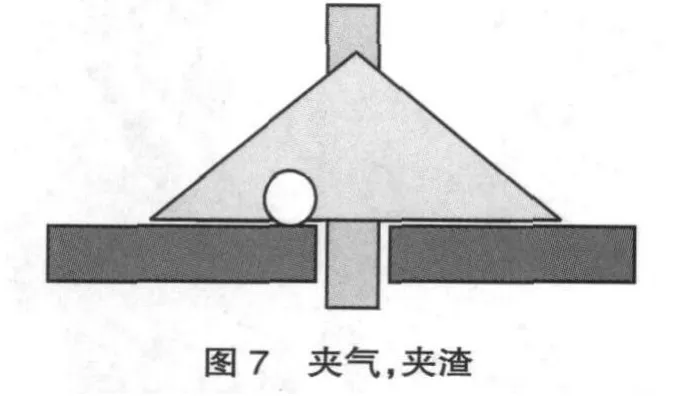
焊接時(shí),涂布在母材上的助焊劑開(kāi)始了清除表面氧化膜的反應(yīng),假如被清除的氧化層氣體和殘?jiān)鼇?lái)不及跑掉,被凝固的焊料包在里面,就形成了夾氣/夾渣的缺陷,為電化學(xué)腐蝕提供了條件。元器件和印刷電路板的可焊性越差,夾氣/夾渣的缺陷就越嚴(yán)重。
③焊珠(見(jiàn)圖8):
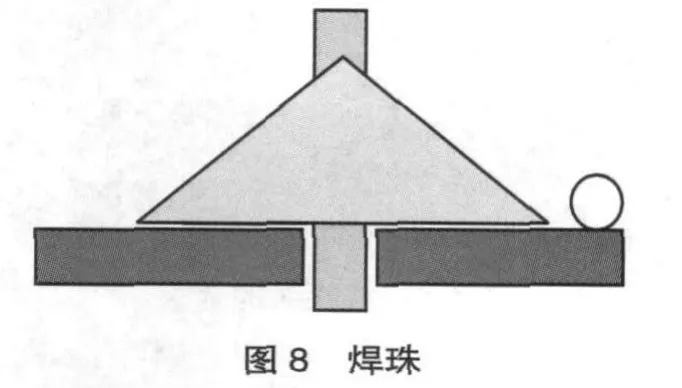
人們發(fā)現(xiàn),焊料雖然溶化了,但并未浸潤(rùn)焊接部位,再將焊錫絲送到焊接部位,盡管溶化的焊料很多,仍然沒(méi)有浸潤(rùn)被焊接部位的金屬表面,焊料未被吸收,即使延長(zhǎng)加熱時(shí)間,焊料也無(wú)法浸潤(rùn)進(jìn)去,從而形成珠狀焊點(diǎn)。這就是因?yàn)楹附硬课坏目珊感圆钤斐傻模@種可焊性差的元器件也極易造成冷焊/虛焊的發(fā)生。
從上面的例子可以看出,焊接過(guò)程不好以及元器件自身的可焊性差極易造成焊接不良的發(fā)生。除此之外,元器件的設(shè)計(jì)/制造標(biāo)準(zhǔn)化與否同樣會(huì)給焊接品質(zhì)造成較大的影響。
如,印刷電路板的孔與引線間隙大小,會(huì)直接決定焊接質(zhì)量的好壞,印刷電路板的孔與引線間存在一定間隙,這叫做配合間隙(圖9是間隙與不合格率之間的關(guān)系圖)。
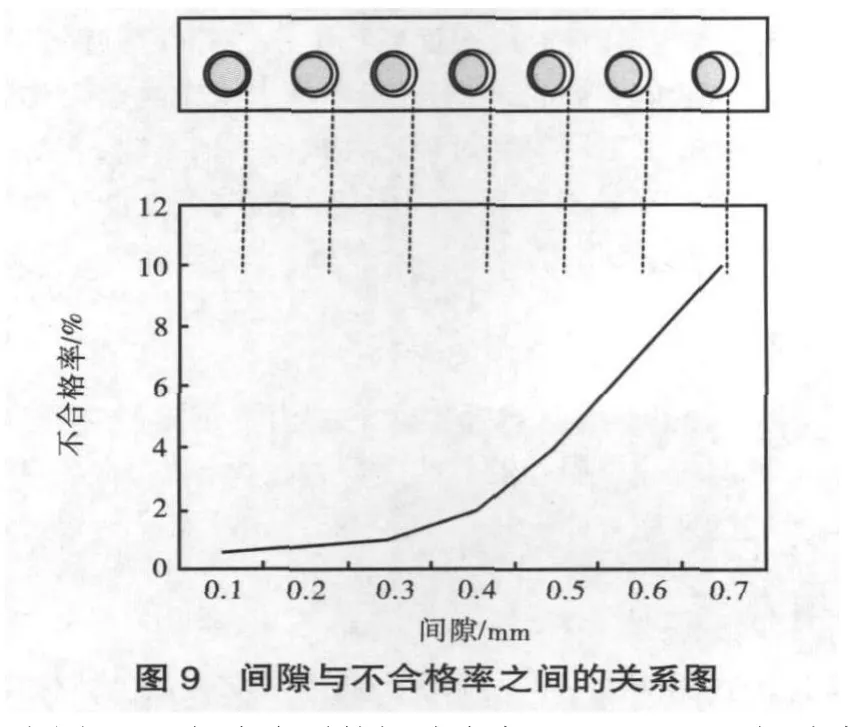
從上圖可見(jiàn),相應(yīng)合適的間隙應(yīng)在0.2~0.3 mm,間隙大,焊點(diǎn)的不合格率就增加;間隙小,焊點(diǎn)的質(zhì)量高,但是往板子上插裝元器件困難。這個(gè)配合間隙還能起到另一個(gè)作用,在焊接雙面印刷電路板時(shí),由于毛細(xì)作用,融化的焊料在焊接時(shí)能夠被潤(rùn)濕,自動(dòng)流到孔和沿線的皮和間隙里,對(duì)于雙面板來(lái)說(shuō),引線與焊盤(pán)的電器連接不僅發(fā)生在焊盤(pán)上方,孔的配合間隙里的連接也是重要的組成部分。可見(jiàn),合理的設(shè)計(jì)印刷板,是提高焊接質(zhì)量的可靠性的重要條件。
電子產(chǎn)品的超負(fù)荷運(yùn)轉(zhuǎn),可能會(huì)損壞某些元件,對(duì)于已經(jīng)損壞的元器件,必須從印刷電路板上拆下來(lái)。在電路板的焊接面上找到相應(yīng)的焊點(diǎn),用電烙鐵溶化焊料,就能把引線從焊孔中拉出來(lái)。焊接部位應(yīng)加熱到恰好使焊料溶化為止,拉出引線也要?jiǎng)幼髦?jǐn)慎。加熱時(shí)間太長(zhǎng),拉動(dòng)過(guò)于猛烈都會(huì)造成印制電路板的焊盤(pán)脫落,這一點(diǎn)應(yīng)引起注意;也可使用手動(dòng)吸錫槍,吸錫槍內(nèi)壓緊的彈簧在釋放彈力后,帶動(dòng)活塞產(chǎn)生抽吸作用,但焊料必須首先溶化,才能被吸到吸錫槍里。最好的方式是使用電動(dòng)拆錫設(shè)備,它可以使吸嘴通電加熱來(lái)融化焊料,其內(nèi)部有一個(gè)電泵,電泵能產(chǎn)生真空吸力,可以方便地吸掉焊點(diǎn)上的焊料,比手動(dòng)吸錫槍的功能更好,連雙面印制板孔里的焊料也能吸掉。
綜上所述,手工焊接由于其品質(zhì)保證條件的多樣性,因此對(duì)操作者的技能要求較高;由于其品質(zhì)的不易探測(cè)性,往往焊接完成品的不良在通電后才能顯現(xiàn)出來(lái)。因此焊接技術(shù)的可靠性已越來(lái)越多地被電子廠商所關(guān)注,尤其是在汽車行業(yè),焊接已被AIAG組織作為特殊工藝過(guò)程加以體系化控制,并出臺(tái)了CQI-17錫焊系統(tǒng)評(píng)估體系。■
2012-05-09