35CrMo與Q345D異種材料焊接工藝技術
2012-12-21 06:03:28劉同喜
裝備制造技術 2012年5期
關鍵詞:焊縫
唐 莎,劉同喜
(中國葛洲壩集團,a.機械船舶有限公司機械廠;b.設備中心,湖北 宜昌 443002)
吊耳是某設備上的關鍵零部件,其結構如圖1所示。
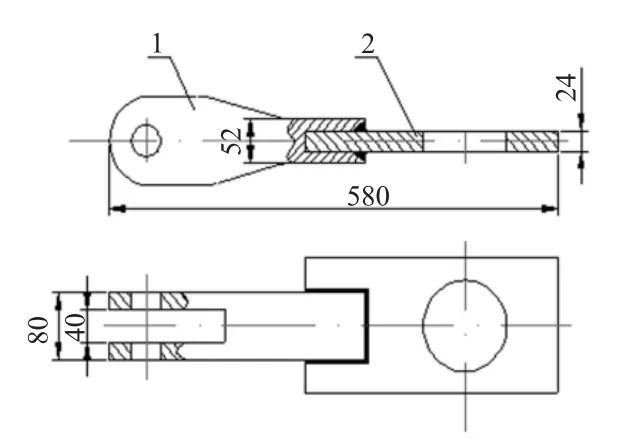
圖1 吊耳零件結構圖
35CrMo與Q345D 板材搭接,由于是兩種不同材料的焊接,其化學成分和物理性能的差異,對焊接品質有一定的影響(兩種材料的化學成分見表1)。
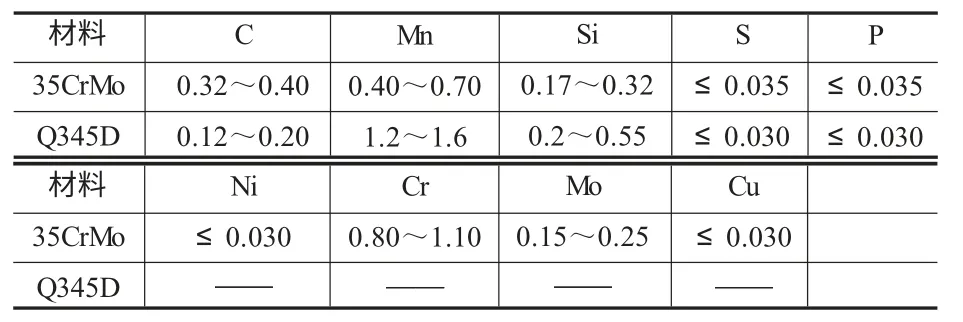
表1 兩種材料化學成分(質量分數,%)
因此,在焊接過程中,必須采用一定的措施,才能確保焊接品質。
1 35CrMo與Q345D異種材料焊接性能分析
據計算可知,吊頭材料35CrMo的碳當量

而Q345D的碳當量

由以上可知,吊頭材料的碳當量較大,焊接性能不良,焊接時其硬度傾向較大,熱影響區熱裂和冷裂傾向都會較大。所以應在選取合適焊條、合理焊接方法的基礎上,采取較高的焊前預熱溫度、嚴格的工藝措施和控制適當的層間溫度的條件下,才能保證焊接品質。
2 焊接方法、材料與設備
(1)焊接方法。采用手工焊條電弧焊,直流反接,短弧操作,多層窄道焊,層間清理采用打磨方式。
(2)焊接材料。焊材采用R307(Φ 3.2 mm:焊接電流I=110~150 A,電弧電壓U=18~21 V;Φ 4.0 mm:焊接電流I=120~180 A;電弧電壓U=19~25 V),焊條應經350℃烘焙1 h,烘焙后的焊條應保存在100~150℃的恒溫箱內,焊條重復烘焙次數,不宜超過兩次,操作時,待用的焊條應放在接有電源的焊條保溫筒內隨用隨取。
(3)焊接設備。選用ZX7-500 型逆變直流焊機,應具有參數穩定、調節靈活和安全可靠,并滿足焊接電流調節的要求。
3 焊前準備
(1)焊前清理。焊前應將坡口表面和兩側至少10~20 mm 范圍內的水份、油污、毛剌、鐵銹、氧化皮及夾渣等清除干凈,并打磨露出金屬光澤。
(2)焊前清根。焊縫的背縫采用碳弧氣刨清根,并使清縫坡口盡量平整、光滑,根部形成便于施焊的“U”型,然后使用角磨機進行修磨,以除去熔渣和滲碳層。
(3)焊前預熱。焊前使用加熱板對零件預熱,預熱溫度為200~300℃,且在焊接過程中,嚴格控制層間溫度在200~300℃之間。
4 焊接工藝
首先用Φ 3.2 mm的焊條打底,之后使用Φ 4.0 mm的焊條施焊,并采用多層多道、薄層窄道焊接,每焊接一層完成后,打磨處理,再進行下道焊。
在焊接過程中,使用石棉對零件進行保溫,以控制零件的層間溫度在200~300℃之間。焊接完成后,立即進行消除應力處理,消除應力溫度在580~620℃之間,保溫時間不低于2 h,緩慢冷卻至常溫后,方可拆除加熱板,冷卻溫度控制在(30~50℃)/h 以內。
5 焊后檢查
(1)外觀檢查。焊縫均勻,無氣孔、夾渣、未熔合、飛濺和咬邊。
(2)探傷檢查。按照DL/T5018的標準,對焊縫進行了100%超聲波檢查、50%磁粉探傷,檢驗結果均滿足規范要求。
6 結束語
經過實踐證明,按上述焊接工藝進行施焊,焊縫均能滿足要求,保證產品品質。
[1]成大先.機械設計手冊[K].北京:化學工業出版社,2008.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
