多功能數控微細電鑄機床控制系統開發
2012-12-27 03:51:18李文杰李英杰呂珍斌
電鍍與環保 2012年4期
關鍵詞:工藝
李文杰, 李英杰, 呂珍斌
(1.河南信息工程學校,河南 鄭州450011;2.河南理工大學,河南 焦作 454003)
多功能數控微細電鑄機床控制系統開發
李文杰1, 李英杰2, 呂珍斌2
(1.河南信息工程學校,河南 鄭州450011;2.河南理工大學,河南 焦作 454003)
以PLC為控制核心,開發出一種可實現微細電鑄工藝實施過程自動化、工藝參數和工藝效果能實時在線監控的智能化控制系統。從電鑄工藝參數控制、陰陽極間距及相對位置控制和電解液循環過濾控制三方面闡述了系統構成,并進行了實驗評價。結果表明:基于該控制系統,電鑄工藝參數檢測、監控準確,誤差小于2%;陰陽極直線進給精度低于3μm,翻轉角度最高可達90°;雙路循環過濾切換及時,延時不超過5s。
控制系統;微細電鑄機床;數控
0 前言
微細電鑄機床是實施微細電鑄工藝的必需載體,其中工藝參數的監控能力、陰陽極配置與布局方式以及機床整體的自動化程度對微細電鑄工藝實施過程的便捷性和工藝效果等有顯著影響。但現有的微細電鑄機床大多存在功能單一、自動化程度低、操作繁瑣等不足,在很大程度上制約了其潛能的發揮。為了拓寬微細電鑄機床的應用空間,開發出一種多功能數控微細電鑄機床,其具有電極布置方式靈活多變、能實現在線監控、操控過程自動化、有/無模電鑄合一等優點。本文主要闡述了多功能數控微細電鑄機床的控制系統,其流程圖,如圖1所示。
1 電鑄工藝參數控制
電鑄工藝參數控制主要指實時在線監控電解液溫度、電解液pH值、電鑄時間、電流和電壓等,其控制面板,如圖2所示。下面重點介紹電解液溫度、電解液pH值與電鑄時間的在線監控。
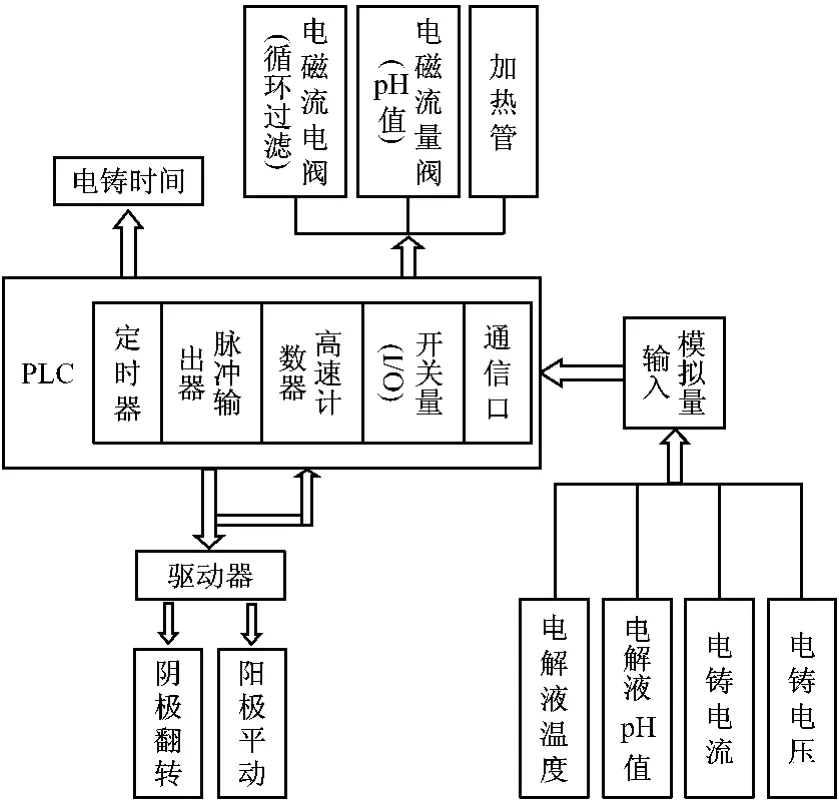
圖1 控制系統流程圖
(1)電解液溫度控制
電解液溫度對電鑄過程有顯著影響,若控制不當,會造成不良后果[1]。電解液溫度過低,會導致離子活性差、遷移速率緩慢,易形成粗晶結構電鑄層;過高,則影響電解液的穩定性,尤其對微細電鑄而言,易破壞膠模微結構。此外,不同類型的電解液其許可使用溫度不同,故電鑄過程中,實現電解液溫度的實時在線監控尤為必要。
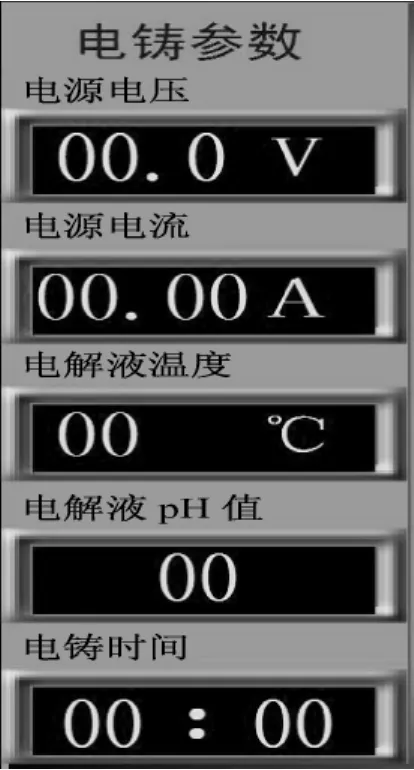
圖2 電鑄工藝參數控制面板
開發的溫控系統由模擬量輸入模塊、溫度傳感器和加熱器組成。通過溫度傳感器檢測溫度,信號經模擬量輸入模塊輸入至PLC,由PLC內部開關量I/O端口發出指令控制加熱器開啟或關閉,可分別使電鑄槽和儲液槽內的電解液保持在特定溫度。
(2)電解液pH值控制
pH值對電解液特性及電鑄層的形貌與性能有顯著影響,因而對于不同類型的電解液,電鑄過程中需控制其pH值維持在特定范圍內[2]。電解液pH值控制原理與溫度控制原理基本類似,不同的是,PLC內部開關量I/O端口發出指令控制分別與酸性液槽和堿性液槽相連的電磁流量閥的開啟或關閉,向電鑄槽內注入適量酸性或堿性調節溶液,實現電解液pH值的精確控制。
(3)電鑄時間控制
盡管時間并不是主要的電鑄工藝參數,但在測定電沉積速率或對電鑄層厚度有較嚴格要求時,精確控制電鑄時間至關重要。與電解液溫度和電解液pH值的控制原理不同,電鑄時間控制是由PLC內部定時器控制電鑄電源的定時關閉實現。
2 陰陽極間距及相對位置控制
電鑄過程中通常保持陰陽極間距恒定,但這種處理方式僅適用于有模電鑄,在無陰極芯模情況下,難以奏效[3]。為實現有/無模電鑄合一,借助PLC控制陰陽極恒定間距或自由間距,即:可單獨或同時沿直線移動。具體控制原理為:PLC內部脈沖發生器和高速計數器精確控制輸出脈沖數,進而控制步進電機帶動精密滾珠絲杠旋轉相應角度,實現陰/陽極單獨或同時沿導軌微量進給或偏離。
有模電鑄時,在不影響電鑄工藝效果的前提下,陰極可在特定距離區間內以恒定速率做往復運動,這種方式能帶來兩方面有益效果:(1)往復振蕩加速陰極表面氣泡的逸散,降低針孔、積瘤等缺陷形成的可能性;(2)在一定程度上增強電極過程液相傳質效果,減弱濃差極化,提高陰極極限電流密度和電沉積速率。
另外,為便于實時觀測電鑄工藝效果,避免過電鑄情況出現,安裝于立柱上的步進電機還能帶動陰極繞轉軸翻轉,其控制原理與陰極往復移動的相同。需指出的是,陰極翻轉時陽極沿導軌朝遠離陰極方向移動,以使二者不發生干涉。
圖3為陰陽極間距及相對位置操控面板。恒定間距控制模式下,輸入間距值,即可使陽極靠近至指定位置。同樣,輸入旋轉角度值,陰極沿逆時針翻轉至指定值,與此同時陽極后退至原點位置。自由間距控制模式下,粗調面板控制電極持續運動,如陽極持續靠近或遠離陰極,陰極持續上翻或下翻。微調面板控制電極點動,以每步0.1mm,1mm或5mm往復移動,以精度1°或5°上下翻轉。
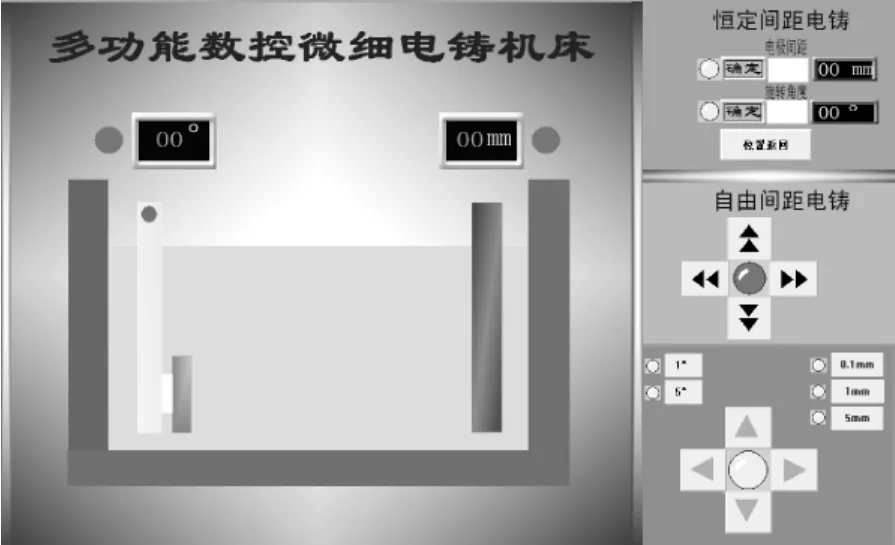
圖3 陰陽極間距及相對位置操控面板
3 電解液循環過濾控制
循環過濾可濾除電解液中混雜的固體雜質(如陽極泥、灰塵等),減少電鑄層麻點缺陷,提高表面質量;此外,還能加快反應物質輸運進程,降低濃差極化,減薄擴散層,增大陰極極限電流密度[4]。為此,制備光亮電鑄層或進行連續電鑄時,必須實施循環過濾。
與常用的泵-電鑄槽-過濾器三連一體的循環過濾方式有所不同,多功能數控微細電鑄機床設置單一電鑄槽循環過濾、電鑄槽-儲液槽連通循環過濾兩種模式。通過分別控制三通球閥和球閥的通斷實現二者間的自由切換。基于任意一種循環過濾模式,在清潔電解液的同時可平行沖刷陰極面,提高液相傳質效率。
4 實驗評價
實驗結果表明:基于該控制系統,電鑄工藝參數檢測、監控準確,誤差小于2%。陰陽極直線進給精度低于3μm,翻轉角度最高可達90°。雙路循環過濾切換及時,延時不超過5s。
[1] 楊森,殷錦捷,劉憶.溫度對低溫鍍鐵工藝的影響[J].電鍍與環保,2008,28(2):24-25.
[2] 袁詩璞.第六講——電鍍的工藝條件[J].電鍍與涂飾,2009,28(1):43-46.
[3] 劉仁志.實用電鑄技術[M].北京:化學工業出版社,2006.
[4] 袁詩璞,鄒旭先.鍍液過濾的若干問題[J].材料保護,1994,27(7):34-37.
Development of Control System for Multifunctional Numerical Control Micro-electroforming Machine Tool
LI Wen-jie1, LI Ying-jie2, LV Zhen-bin2
(1.Henan Information Engineering School,Zhengzhou 450011,China;2.Henan Polytechnic University,Jiaozuo 454003,China)
An intelligent control system,which can automate micro-electroforming process and online monitor technological parameters as well as technological effectiveness,was developed based on PLC.The constitute of the system was expounded from three aspects of electroforming process parameters,anode-cathode distance &relative position and electrolyte circulation filter controls.And the system was also evaluated by tests.The results show that based on the control system,the process parameter detection and monitoring is accurate with an error less than 2%;the accuracy of cathode and anode straight-line feeding is lower than 3μm and the rolling-over angle up to 90°;the double-line electrolyte recirculation and filtration system is switched timely with a delay time not more than 5seconds.
control system;micro-electroforming machine tool;numerical control
TG 65
A
1000-4742(2012)04-0038-03
2011-06-09
·化學轉化膜·
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
