變自由度螺栓夾緊機構設計及試驗研究
2013-02-28 01:03:40王才東王立權趙冬巖孟慶鑫
中國機械工程 2013年13期
關鍵詞:設計
王才東 王立權 趙冬巖 孟慶鑫
1.鄭州輕工業學院,鄭州,450002 2.哈爾濱工程大學,哈爾濱,150001
3.海洋石油工程股份有限公司,天津,300451
0 引言
海底輸油氣管道是連續輸送大量油氣快捷、安全和經濟可靠的運輸方式,已廣泛應用于海上油田的開發。淺水的海底管道主要是通過專業的潛水員下水操縱連接或焊接人員進入水下密封艙對管道進行焊接作業[1-2],而受深水惡劣作業環境的限制,水深大于300m的石油管道連接需依靠自動化連接機具完成。深水石油管道的連接常用法蘭式連接形式,主要有螺栓式連接、卡鉗式連接、卡爪式連接。挪威Acergy公司、美國Sonsub公司、瑞士All Seas Group公司等已開展了深水管道法蘭連接機具的研究[3-4],我國海洋石油工程股份有限公司與哈爾濱工程大學也聯合開展了深水管道自動化連接機具方面的研究工作[5]。
我們在研究國外法蘭連接機具的基礎上,結合水下作業的具體要求,提出深水管道法蘭連接機具總體方案。成組螺栓的夾緊定位是法蘭連接機具設計的難題,是關鍵技術之一,本文主要研究成組螺栓的夾緊與定位機構。
近年來,人們開展了工件夾緊定位裝置的研究。文獻[6]研發了一種真空夾持工具,利用真空吸附原理,采用真空吸盤將鈑金零件吸附固定在定位裝置上,解決了鈑金零件剛度差、不易夾緊固定的問題。文獻[7]設計了一種新型的隨行夾具定位機構,可滿足組合機床自動線隨行夾具上的工件自動定位夾緊的要求。文獻[8]研究了鋁質薄壁筒件切削加工的自動裝夾技術。文獻[9-10]研究了多件夾緊機構的結構設計、夾緊力計算及優化方法。綜上,目前關于夾具的研究多集中在機械加工中工件的定位,其研究成果不適用于法蘭連接機具對螺栓的夾緊定位要求。法蘭螺栓連接機具需同時對20個螺栓夾緊定位,并且螺栓是環形均布的。
變自由度機構是一種機構自由度在運動過程中發生變化且具有確定運動規律的機構,是現代機構中一種新的概念。20世紀90年代開始,國內外學者開展了變自由度機構的理論與應用研究[11-12]。變自由度機構可根據不同任務而改變構態,因而它能解決傳統的定自由度機構所不能解決的一些難題,對其進行研究具有重要的理論意義和實用價值。
本文運用變自由度機構的構型設計方法,設計一種新型螺栓夾緊定位機構來滿足水下管道法蘭連接機具成組螺栓定位需求,在結構設計基礎上,對機構進行動力學仿真分析和試驗研究。
1 水下管道法蘭連接機具螺栓夾緊機構方案分析
1.1 水下管道法蘭連接機具總體方案
通過系統的功能分析和結構分析,采用模塊化設計方法對水下管道法蘭連接機具的結構進行設計。按照各部件完成的功能不同,將機具劃分為六大模塊:螺栓庫、螺母庫、拉伸模塊、支撐機架、內基架、卡爪等。機具的三維模型如圖1所示。
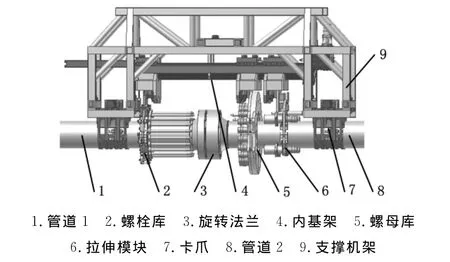
圖1 水下法蘭連接機具樣機模型
法蘭連接機具作業過程如下:水下機器人ROV(remotely operated underwater vehicle)與連接機具實現對接,并將機具定位于管道上方,在水下視頻監控下,卡爪抱緊管道,保證機具與管道的相對定位;螺母庫、螺栓庫、拉伸器庫的庫體閉合;調孔機構調孔,庫體推進液壓缸驅動探針機構插入旋轉環法蘭的螺栓孔,探針驅動旋轉環法蘭旋轉,使其螺栓孔與固定法蘭螺栓孔對齊;庫體推進液壓缸驅動螺栓庫攜帶螺栓軸向運動,使螺栓穿過法蘭螺栓孔;螺母庫軸向前進,使螺栓進入套筒扳手中,套筒扳手將螺母擰入螺栓。拉伸器模塊拉伸螺栓至指定長度,套筒扳手擰緊螺母,完成兩管道的連接作業;最后,螺栓庫釋放螺栓,3個工具庫復位。
1.2 變自由度螺栓夾緊機構組成及工作原理
螺栓庫的主要功能是攜帶螺栓,是水下法蘭自動連接機具的核心部件,其設計應滿足以下要求:①在調孔運動過程中,應保證3個工具庫沿管道周向運動的同步性,否則各庫體間會產生一定的角度偏差,使螺母不能擰入螺栓;②螺栓夾緊機構能夠同時夾緊20個螺栓,并保證定位精度,具有自鎖功能,夾緊應可靠和適當;③釋放螺栓,即在螺栓連接完成后使螺栓與螺栓庫可靠脫離。
設計的螺栓庫由左庫體、右庫體、上庫體、開合結構、齒圈、螺栓夾緊定位機構、螺栓等組成,如圖2所示。
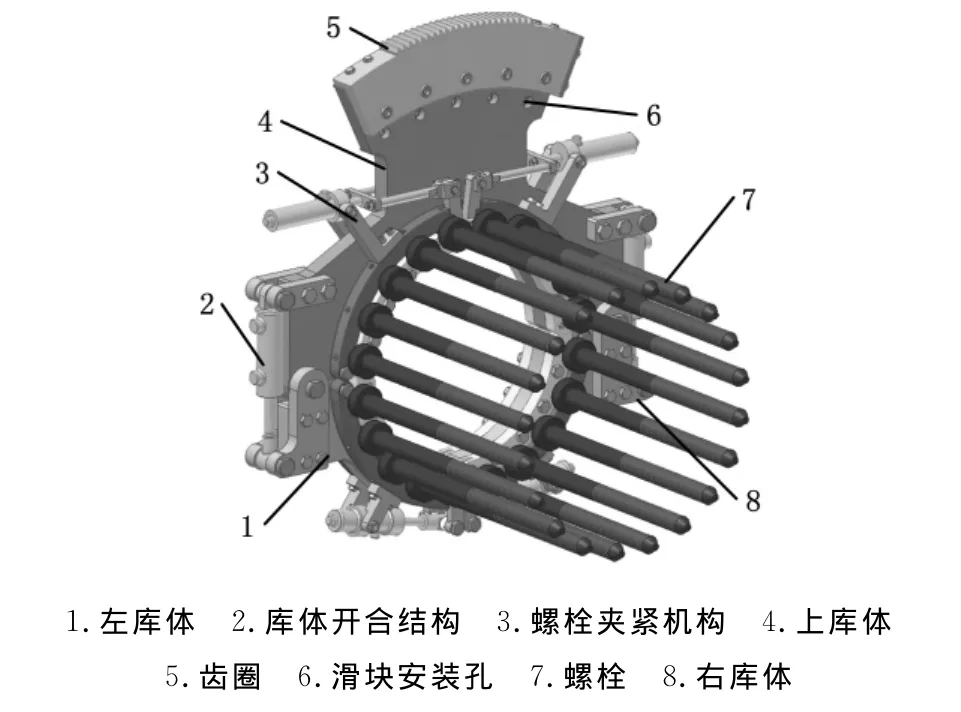
圖2 螺栓庫
為了便于環抱管道,螺栓庫采用三瓣式結構,上庫體與右庫體通過銷軸連接,右庫體的開合運動由液壓缸驅動完成;左庫體的開合運動原理與右庫體相同。螺栓夾緊定位機構實現螺栓的夾持與釋放,為保證螺栓的定位精度,采用錐面定位形式。
螺栓夾緊定位機構的功能是實現對螺栓的定位、夾緊與釋放,是整個螺栓庫設計的關鍵所在。由于20個連接螺栓是環形分布的,并考慮螺栓庫的三瓣式結構形式,所以設計的螺栓夾緊定位機構采用4個定位機構的組合形式,其結構簡圖見圖3。4個螺栓夾緊機構的結構基本相同,每個夾緊機構均由鎖緊板、鎖緊液壓缸、前(后)內定位板、前(后)外夾緊板、限位擋板G及機架組成。上螺栓庫體的左右對稱位置分別安裝一個定位夾緊機構,左右螺栓庫上各安裝一個定位夾緊機構。其中內定位板為夾緊機構的定位元件,外夾緊板與鎖緊板共同組成夾緊元件。限于篇幅,僅以螺栓上定位夾緊機構為例,對其夾緊與釋放螺栓的工作過程進行分析,其中圖3a所示為機構的打開狀態,圖3b所示為機構的鎖緊狀態。圖3中,Ai、Bi、Di、Ei為轉動副,Ci為移動副,Fi為高副,i=1、2分別代表左右側夾緊機構的運動副。
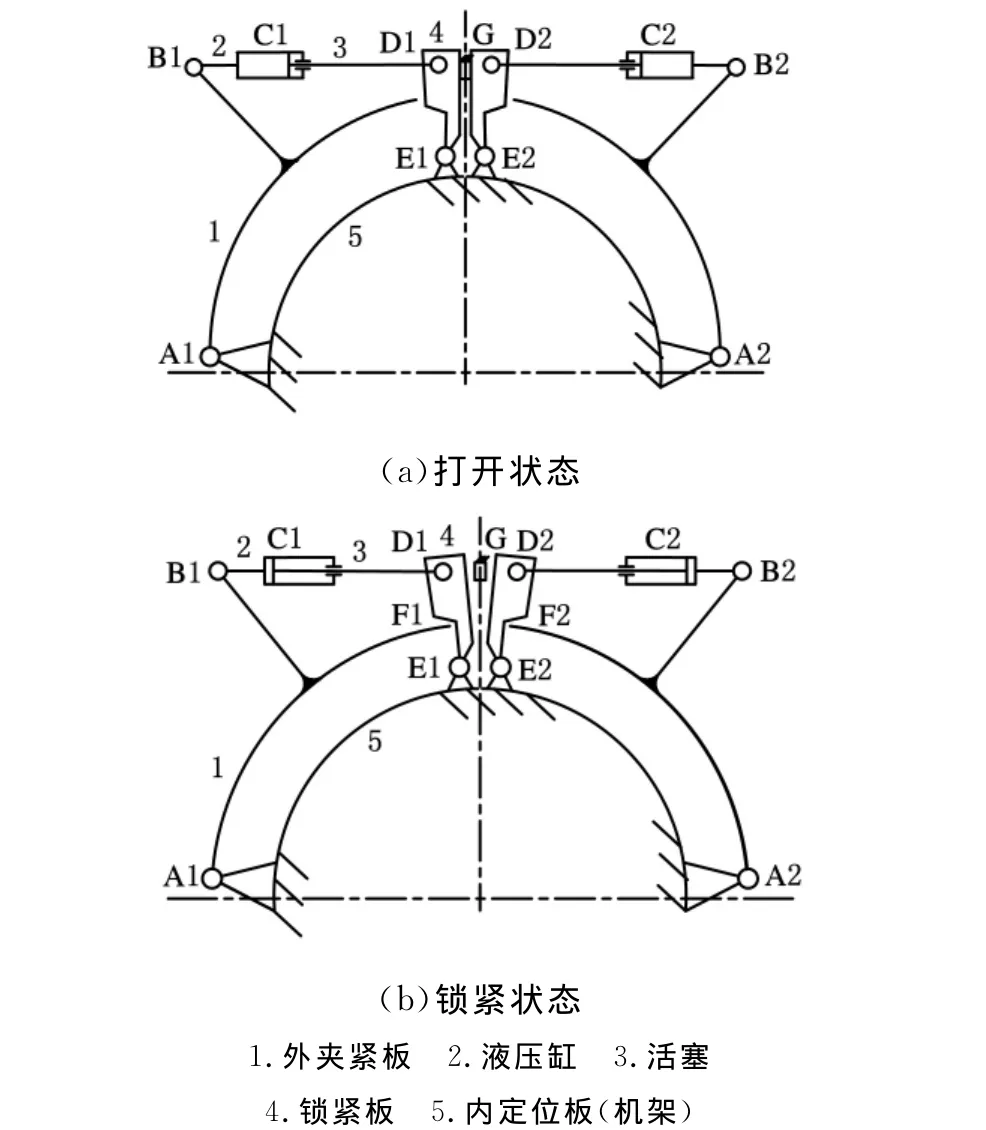
圖3 螺栓夾緊定位機構簡圖
分析螺栓夾緊定位機構在初始狀態(圖3a所示打開狀態)的構型可知,此時機構為五連桿機構,其自由度為

式中,F為機構的自由度數;n為機構的構件數;PL為機構中低副個數;PH為機構中高副個數。
螺栓夾緊定位機構的原動件只有一個,即液壓缸,原動件數目小于機構自由度數,根據機構運動相關理論可知,此機構沒有確定的運動規律。此時,采用變自由度機構進行設計。變自由度機構的形成主要有兩種方法:變約束運動副法、限動運動件法[13]。在此采用限動運動件法進行設計,即在螺栓的安裝過程中,對機構增加一個約束,使機構有確定的運動。在打開狀態,根據機構的特點,采用人工輔助的方法限制構件1運動,旋轉副A1失去作用,此時機構的構件1變為機架的一部分,機構活動構件的數目減少1個,因此機構變成了平面四連桿機構(曲柄搖塊機構),由機械原理的基礎知識可知該機構具有確定的運動規律。
(1)螺栓夾緊定位過程。液壓缸2的活塞桿縮回,驅動鎖緊板4逆時針轉動,使鎖緊板的F形斜面與外夾緊板1的端部接觸,在液壓力作用下,外夾緊板對螺栓施加夾緊力,完成對螺栓的夾緊定位。螺栓鎖緊后的狀態如圖3b所示,此時機構為五連桿機構。為使五連桿機構具有確定運動,采用變約束運動副法進行設計,將外夾緊板1的端部設計成弧形,使其與鎖緊板4的接觸處形成一個高副F1(圖3b),螺栓夾緊機構自由度為

(2)螺栓釋放過程。螺栓釋放初始階段,在液壓力作用下,液壓缸2的活塞桿伸出,帶動鎖緊板4順時針旋轉,鎖緊板4與外夾緊板1逐漸分離;當二者完全分離后,高副F1失去作用。同時,鎖緊板4與限位擋板G接觸,鎖緊板4變為機架的一部分,限制了鎖緊板4的順時針轉動,旋轉副E1失去作用,此時機構變為平面四桿機構(轉動導桿機構)。顯然,機構自由度的變化是由構件4、限位擋板G從非接觸到接觸(4變成機架)的變化引起的。此后過程中,液壓缸活塞桿繼續伸出,驅動外夾緊板1逆時針旋轉,使螺栓完全脫離外夾緊板。機構恢復為打開狀態(圖3a)。
1.3 螺栓夾緊機構的水下密封
在水下作業環境下,夾緊機構的驅動液壓缸要承受外界水的壓力,因此對其密封性要求較高。采用帶彈簧式壓力補償器的液壓系統,壓力補償器內部由一個帶彈簧的活塞分成兩腔,一腔內為壓力補償油,另一腔則直接通向外界海水環境。海水的壓力可以通過活塞傳遞給壓力補償油,活塞的運動使彈簧產生一個反力,可以使內部補償油的壓力稍大于外部壓力,從而實現對環境壓力的自動平衡補償。
驅動液壓缸的密封采用特殊設計,活塞桿與缸體間的密封采用兩層格萊圈進行密封。格萊圈由一個填充聚四氟乙烯(PTFE)的方形滑環和一個橡膠O形圈組合而成,O形圈提供足夠的密封預緊力,并對PTFE滑環的磨耗起補償作用。格萊圈具有雙向密封效果,既防止液壓油泄漏又防止海水內滲。
2 螺栓夾緊機構力學分析
2.1 螺栓夾緊機構受力分析
為保證螺栓的定位精度,螺栓夾緊定位機構采用錐面定位方式,螺栓尾部加工成錐桿形式,與內外夾緊板組成的定位圓錐孔相配合實現錐面定位,同時保證了環形分布的20個螺栓的同軸度,如圖4所示。螺栓的錐面定位方式決定了連接機具所使用的螺栓必須進行特制。
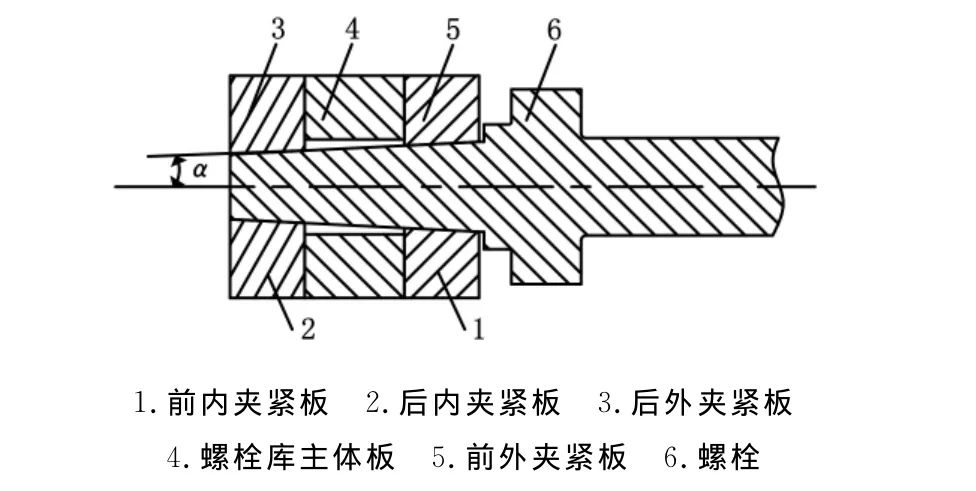
圖4 螺栓錐面定位示意圖
螺栓夾緊定位機構對螺栓的夾緊應具有自鎖性,以保證定位可靠。錐面定位自鎖,要求設計的夾緊板的錐孔和螺栓的錐桿的半錐角α應小于材料的摩擦角φ1。螺栓與夾緊機構的材料均為鋼材質,查閱機械設計手冊并依據具體作業狀況,可知其摩擦因數為0.1~0.15,對應的摩擦角φ1為5°43′~8°32′。設計中取α=3.5°。
螺栓夾緊機構對螺栓的夾持力由前后兩個外夾緊板提供,理想狀態下當螺栓處于豎直面內時所需的夾持力最大,此時螺栓的受力如圖5所示。
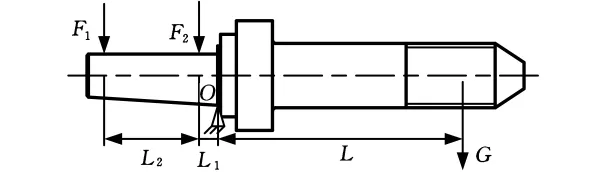
圖5 螺栓受力分析圖
各力對O點取矩,寫出螺栓力矩平衡方程,有

式中,G為重力,N;F1為前外夾緊板作用力,N;F2為后外夾緊板作用力,N;L為重力力臂,mm;L1為F1力臂,mm;L2為F2力臂,mm。
假設前后的外夾緊板對螺栓的作用力相同,即F1=F2,并將G=66.7N,L=241.63mm,L1=15mm,L2=85mm代入,可得F1=F2=161N。
2.2 螺栓夾緊機構動力學仿真分析
設計的螺栓夾緊機構構件較多且結構復雜,直接在ADAMS中建立模型比較困難。由于螺栓夾緊機構的4個定位夾緊機構的結構基本相同,因此以左上定位夾緊機構為例,對其進行動力學分析。利用三維建模軟件Solidworks建立機構的三維模型,并對模型進行簡化,刪除螺釘等固結裝置。將模型保存為計算機圖形交換格式(IGES),然后將其導入到 ADAMS中[10],設置各剛體的材料屬性、轉動慣量等參數,創建運動副,定義模型屬性并施加約束。建立的ADAMS模型如圖6所示。為了便于檢測各個螺栓的受力狀態,在外夾緊板與螺栓間添加了傳感器,定義圖6中從左至右順時針依次為1~5號螺栓。
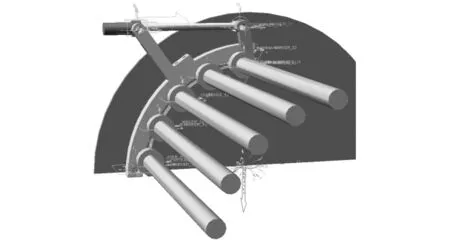
圖6 螺栓夾緊機構ADAMS模型
完成螺栓夾緊機構的動力學建模后,根據實際運動規律,對驅動部件添加驅動,進行動力學仿真。螺栓的受力曲線如圖7所示。
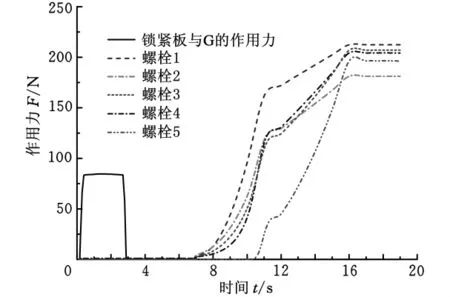
圖7 螺栓受力分析圖
由圖7可以看出,在開始0~3s階段,夾緊機構處于打開狀態(圖3a),鎖緊板與限位擋板間作用力為84.5N,此力為克服支撐液壓缸與外鎖緊板的重量所需力。3~6.8s間,各螺栓的受力為零,此時液壓缸驅動上鎖緊板順時針轉動,靠近螺栓,但尚未與螺栓接觸。6.9s開始,螺栓開始受到外加夾緊板的壓緊力,螺栓1最先受到鎖緊板的夾緊力,并且其增大速度最快。這是因為螺栓1最靠近外夾緊板的轉動銷軸。螺栓5在10.6s才開始受力,說明此時外鎖緊板才與螺栓5接觸,這與實際情況相符。由圖7可以看出,在10.8s時受力曲線出現轉折,受力變化變緩,由于此時外鎖緊板與5個螺栓均接觸,為了使得各螺栓受力平穩,此時液壓缸活塞桿的輸出速度降低。在16.1s時,鎖緊板到達預定位置,此時各螺栓的受力達到最大值,具體數值見表1。由表1,可得螺栓受到的最大力為212.8N,最小力為182.3N,均大于螺栓可靠定位所需的夾緊力161N,滿足螺栓夾緊定位要求。

表1 螺栓的夾緊力 N
3 螺栓夾緊試驗
為了驗證螺栓夾緊定位機構方案的可行性,研制了螺栓夾緊定位機構樣機,如圖8所示。
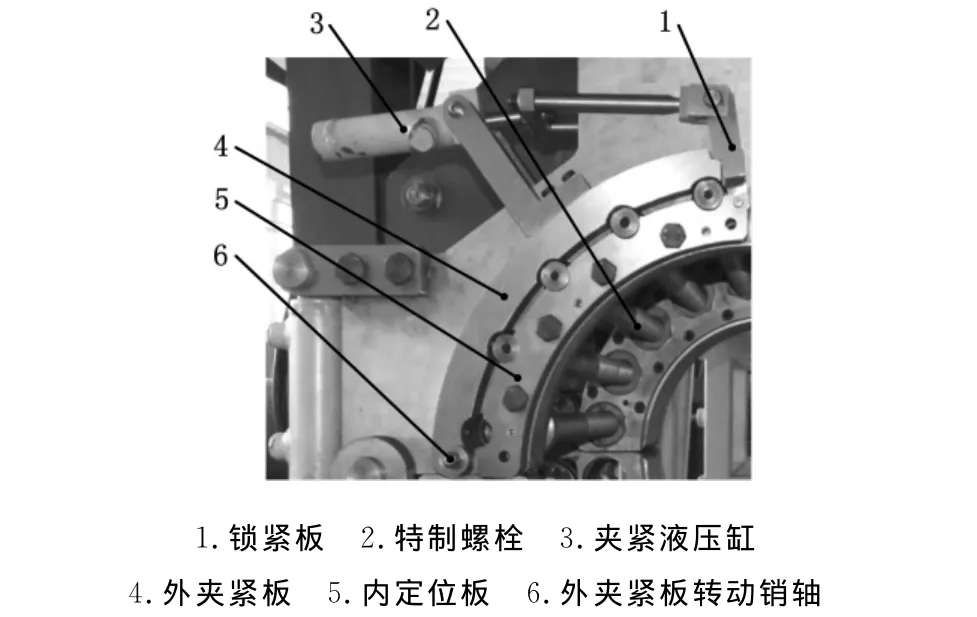
圖8 螺栓夾緊定位機構
為驗證螺栓夾緊機構定位的準確性,在試驗樣機上進行了螺栓夾緊定位與螺母引入試驗,如圖9所示。試驗過程如下:①打開螺栓夾緊機構,完成準備工作(圖9a);②完成機具的裝配和螺栓的夾緊定位后,通過調整螺栓庫轉角調整機構,使螺栓與法蘭孔的軸線對準(圖9b);③螺栓庫攜帶螺栓前進穿入固定法蘭螺栓孔(圖9c);④螺栓穿入活動法蘭(圖9d);⑤螺栓庫前進到預定位置時,螺母庫攜帶螺母前進與螺栓接觸,同時套筒馬達旋轉,驅動螺母旋入螺栓(圖9e);⑥完成連接后,螺栓夾緊機構庫釋放螺栓(圖9f)。
試驗結果表明:螺栓夾緊定位機構可以滿足20個螺栓的夾緊定位要求,定位精度較高,使得20個螺栓可以同時插入法蘭螺栓孔并同時引入螺母;在管道法蘭螺栓連接完成后,螺栓夾緊機構能夠可靠釋放螺栓。多次試驗表明,夾緊機構完成全部螺栓的夾緊定位約需4.5min,滿足法蘭連接機具工作效率要求。
4 結論
(1)運用變自由度設計方法設計了一種新型螺栓夾緊定位裝置,該裝置可用于環形分布成組螺栓的夾緊定位。
(2)建立了螺栓夾緊機構的動力學模型,進行了螺栓的夾緊作業過程的動力學仿真,結果表明,成組螺栓受力均勻,滿足螺栓夾緊定位需求。
(3)螺栓夾緊定位機構樣機試驗表明,設計的螺栓夾緊機構能完成螺栓的夾緊定位與釋放,能保證成組螺栓的定位精度,使螺栓引入螺母。
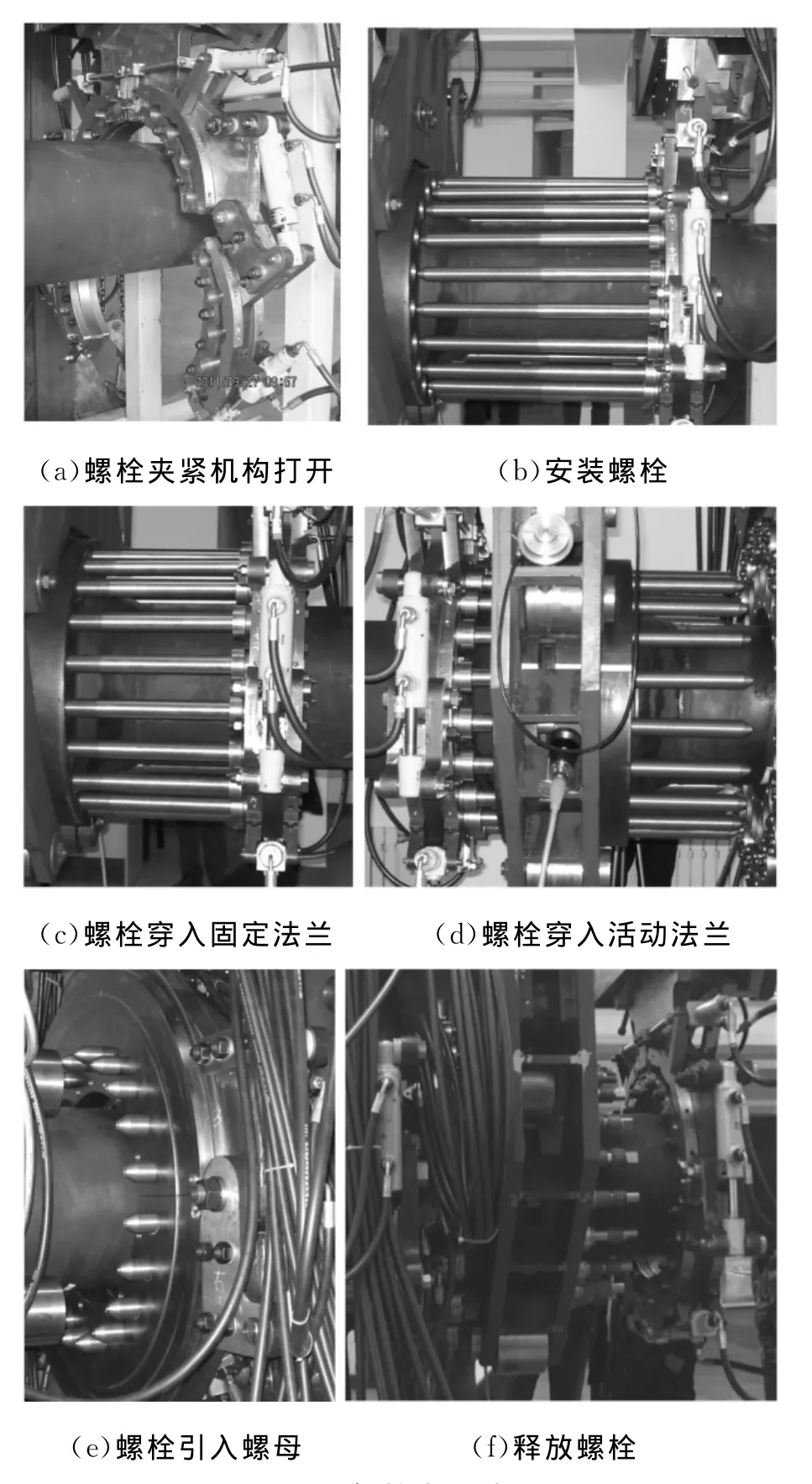
圖9 螺栓夾緊試驗
[1] 王立權,王文明,何寧,等.深海管道法蘭連接機具的設計與仿真分析[J].哈爾濱工程大學學報,2010,31(5):559-563.Wang Liquan,Wang Wenming,He Ning,et al.Design and Simulation Analysis of Deep-sea Flange Connection Tool[J].Journal of Harbin Engineering University,2010,31(5):559-563.
[2] Corbetta G,Cruden R.A New Approach to Capex and Opex Reducation:an Integrated System for Remote Tie-ins and Pipeline Repair[C]//Offshore Technology Conference.Houston:OTC,2000:313-319.
[3] 王立權,王才東,趙冬巖,等.水下螺栓組連接引入裝置動力學仿真及試驗研究[J].中國機械工程,2011,22(11):1278-1283.Wang Liquan,Wang Caidong,Zhao Dongyan,et al.Dynamics Simulation and Experimental Study of Lead-in Device for Underwater Bolt Group Con-nection[J].China Mechanical Engineering,2011,22(11):1278-1283.
[4] Alliot V,FrazerI.Tie-in System Uses Low-cost Flanges on Deepwater Girassol Development[J].Oil& Gas Journal,2002,100(18):96-104.
[5] 王才東.深水管道法蘭自動連接機具關鍵技術研究及樣機研制[D].哈爾濱:哈爾濱工程大學,2011.
[6] 孫巖,生宏偉.鈑金零件用真空夾持工裝研制[J].機械設計與制造,2012(4):268-270.Sun Yan,Sheng Hongwei.Development of Vacuum Clamping Fixture for Sheet Metal Parts[J].Machinery Design & Manufacture,2012(4):268-270.
[7] 李瑾,李婕,陳濤.隨夾的自動定位夾緊裝置的設計[J].制造技術與機床,2010(12):141-143.Li Jin,Li Jie,Chen Tao.Design of the Accompanying Automatic Position and Clamping Device[J].Manufacturing Technology & Machine Tool,2010(12):141-143.
[8] 王李華,周驥平,朱興龍,等.基于鋁質薄壁筒件切削加工的自動裝夾技術研究[J].機械設計,2012(2):68-72.Wang Lihua,Zhou Jiping,Zhu Xinglong,et al.Research of the Automatic Clamping Technology about the Aluminum Thin Wall Tubular Parts Cutting[J].Journal of Machine Design,2012(2):68-72.
[9] 倪麗君,陳蔚芳.多目標的裝夾方案優化及變夾緊力優化[J].機械設計與制造,2007(7):7-9.Ni Lijun,Chen Weifang.Multi-objective Fixture Scheme Optimization and Alterable Clamping Force Optimization[J].Machinery Design & Manufacture,2007(7):79.
[10] 張小熙,付勁松,金鳴.多件裝夾銑具的夾緊力計算[J].機械制造,1998(9):31-32.Zhang Xiaoxi,Fu Jinsong,Jin Ming.Clamping Force Calculation of Milling Clamping Tool for Multi-workpiece[J].Machinery,1998(9):31-32.
[11] 郭宗和,馬履中,楊啟志.基于變胞原理的變自由度機構拓撲型分析[J].中國機械工程,2005,16(1):1-5.Guo Zonghe,Ma Lüzhong,Yang Qizhi.Topological Type Analysis of the Variable Freedom Mechanism Based on the Metamorphic Principle[J].China Mechanical Engineering,2005,16(1):1-5.
[12] Dai J S,Li Duanling,Zhang Qixian,et al.Mobility Analysis of a Complex Structured Ball Based on Mechanism Decomposition and Equivalent Screw System Analysis[J].Mechanism and Machine Theory,2004,39(4):445-458.
[13] 朱莉莉,梅健,趙亮,等.變自由度機構的分析及應用[J].大連交通大學學報,2007,28(4):33-37.Zhu Lili,Mei Jian,Zhao Liang,et al.Analysis and Application of the Variable Freedom Mechanism[J].Joural of Dalian Jiaotong University,2007,28(4):33-37.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
