O-sepa選粉機密封環磨損處理
2013-02-28 07:28:37
水泥技術 2013年6期
O-sepa選粉機密封環磨損處理
Wear Processing of O-sepa Seperator Sealing
金光輝,喬 新,陳 猛,王 鳳
選粉機密封失效是造成產品跑粗或出現粗顆粒的原因之一,即對產品質量有重要影響。通過對選粉機的密封方式及其原理進行分析,針對選粉機密封磨損跑粗問題,采取整體提高選粉機轉子措施,進一步縮小密封環間隙,達到了選粉機密封要求,應用效果較好。
選粉機;密封;間隙;轉子
1 存在的問題
我公司1號、2號水泥粉磨系統配套選粉機均為O-sepa N-2000型,自2003年投產以來,平均臺時產量逐漸下降,細度及比表面積合格率降低,2007年運行時先后出現水泥中含有極少量1~2mm粗顆粒物料的現象,在磨機操作上只能靠減少系統通風量和提高選粉機轉速調節,以保證產品質量合格。檢修時發現選粉機轉子密封環磨損,間隙達到15~20mm,造成選粉機失去有效調節作用,進而影響水泥產量波動。該選粉機密封結構形式為迷宮密封,其回轉部分與固定部分相接處的間隙采用凹形環和凸形環密封。凹形環通過螺栓固定在選粉機殼體的頂部,凸形環聯接在籠型轉子頂部,密封間隙要求8±2mm。當運行周期較長,凹、凸形環出現磨損,如圖1所示,若密封間隙過大,就會導致密封失效,出現選粉機物料“短路”現象。
2 采取的措施
起初制定方案是利用檢修時更換配件,但需要拆除傳動裝置,卸下轉子,而且選粉機內部空間較小,實際施工難度較大。在安裝時,還要滿足密封間隙,保證籠型轉子回轉過程中凸形環和凹形環同心,以防止兩者之間接觸磨損后影響密封的效果。因此考慮到此方案訂購配件時間長,更換工作量大,施工技術要求嚴格等因素未實施,而采取了簡易措施進行處理。
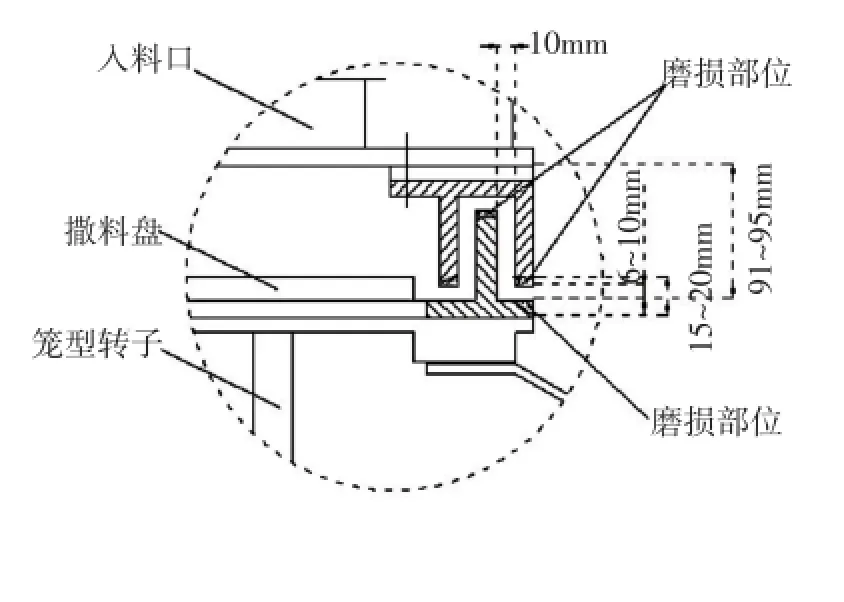
圖1 密封環結構及磨損部位
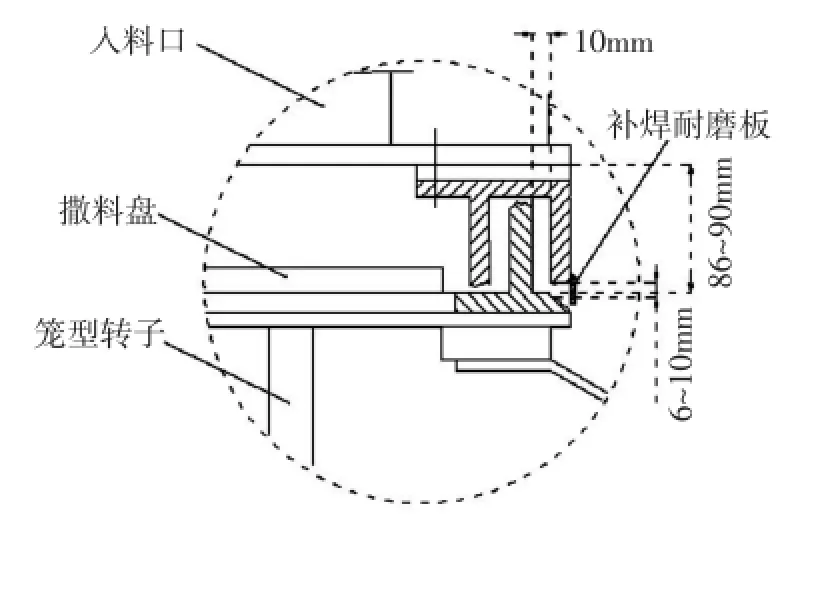
圖2 整體提高轉子5mm密封環結構
(1)對密封環進行補焊處理
根據密封環的磨損情況,進入轉子內部,對凹形環內圈采取補焊φ 10mm鋼筋處理,補焊后間隙在6~10mm,一定程度上達到了密封效果。但因密封環磨損為整體磨損,個別較大顆粒仍然會溢過來,造成補焊部分磨損,運行一年以后隨著凹、凸形環的進一步磨損,最后采用寬為30mm、厚度為5mm的扁鋼對內圈補焊處理,如圖2所示。從實際運行上看密封效果并不是十分理想,細度仍然偏粗,選粉機轉速還是較高。
(2)采取整體提高籠型轉子措施,徹底降低密封環間隙
2010年通過對選粉機更換下軸承密封檢修機會,對選粉機轉子密封環進行檢查,發現凹、凸形環密封均不有同程度的磨損。因考慮轉子為動態運行設備,對動平衡要求嚴格,凸形環密封難于補焊處理,決定采取整體提高籠型轉子方案,即對傳動底坐及減速機包括電機整體提高5mm,凹形環內側仍然補焊耐磨板,重新固定籠型轉子內部支撐。轉子垂直度找正以后,試轉選粉機無刮碰現象。轉子提高后如圖2所示。
3 結語
經過籠型轉子整體提高后,降低了密封環間隙,成品細度、比表面積合格率均提高,成品中再無較大顆粒出現,選粉機轉速相對降低產量150~200r/min(電機轉速),磨機臺時恢復以往正常狀態。
TQ172.633
B
1001-6171(2013)06-0106-02
??山中聯水泥有限公司,山東 泰安 271413;
2013-02-27; 編輯:蔣玉雪