斷路器傳動箱低壓鑄造工藝的試驗研究
2013-03-25 06:13:00鄭繼剛王克斌曹振升康敬樂郝連濤
中國鑄造裝備與技術 2013年3期
關鍵詞:工藝
鄭繼剛,王克斌,曹振升,康敬樂,郝連濤
(1.山東泰開機械有限公司,山東泰安 271000;2.濟南鑄造鍛壓機械研究所有限公司,山東濟南 250022)
1 鑄件結構分析
8TK.357.002 傳動箱為輸配電系統11 萬伏斷路器用傳動箱,鑄造鋁合金材質,要求強度高、密封性好,鑄件結構復雜,有2 處孤立熱節,6 個密封面粗糙度Ra1.6 以下,無鑄造缺陷,內腔結構復雜。鑄件結構如圖1。
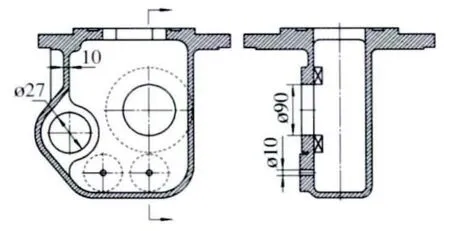
圖1 鑄件結構圖
該件為箱型鑄件,毛坯重量16.6kg;毛坯法蘭厚度30mm,法蘭有18mm×4.2mm 密封槽,2-?72mm軸孔為軸向密封,2-?60mm 閥座為端面密封,?150mm 為端面密封;毛坯壁厚10mm,兩閥座厚度28mm,屬于孤立熱節。
2 鑄造工藝設計
考慮該件的結構、強度要求、重量等因素,設計采用低壓鑄造工藝。
(1)材質選用ZL101A,低壓鑄造升液管采用碳化硅材質,以減少鋁液增鐵。
(2)鋁液由方形法蘭端面引入,兩閥座、吸附筒密封面置于邊模,便于鋁液雜質上浮,保證密封面加工質量。
(3)內腔采用樹脂砂芯,毛坯厚大處(閥座、吸附筒安裝位置)放置20mm 厚冷鐵激冷,以防止內腔縮松,造成漏氣。
(4)2-?72mm 軸孔采用鋼芯鑄出,單邊斜度3°。
3 模具設計
模具采用左右開模,鋁液由90mm×110mm 腰孔的砂芯引入,防止澆道縮松造成密封面縮松報廢;毛坯頂端設置集渣包,用于集氣、集渣及毛坯吊裝脫模;毛坯兩閥座厚度28mm,屬于孤立熱節,在邊模設計循環水激冷包,抑制縮孔的產生;毛坯加工量:330mm×350mm 法蘭取3mm,其余位置按2mm。模具設計泡沫陶瓷過濾器,這種過濾器孔洞曲折,能有效阻止非金屬夾雜物流過[1]。
鑄件澆注工藝方案如圖2。
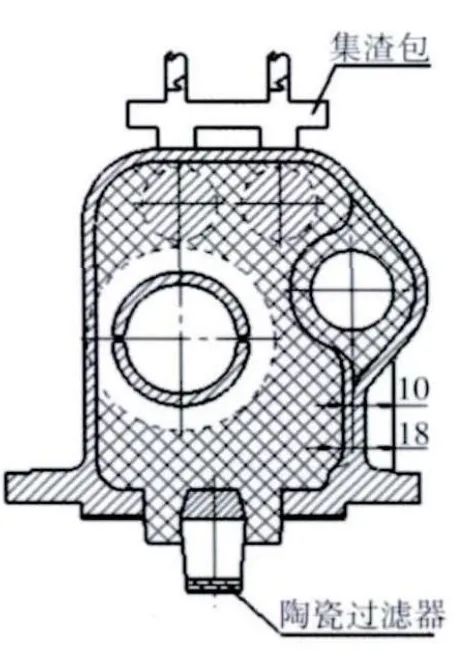
圖2 鑄件澆注工藝方案圖
4 澆注工藝
澆注重量18kg,低速升液充型,排空氣體,快速增壓補縮,以提高鑄件的致密度,防止鑄件澆口遠端出現縮孔[2]。
毛坯澆注工藝參數(澆注壓力、澆注速度、澆注時間)如圖3 所示。
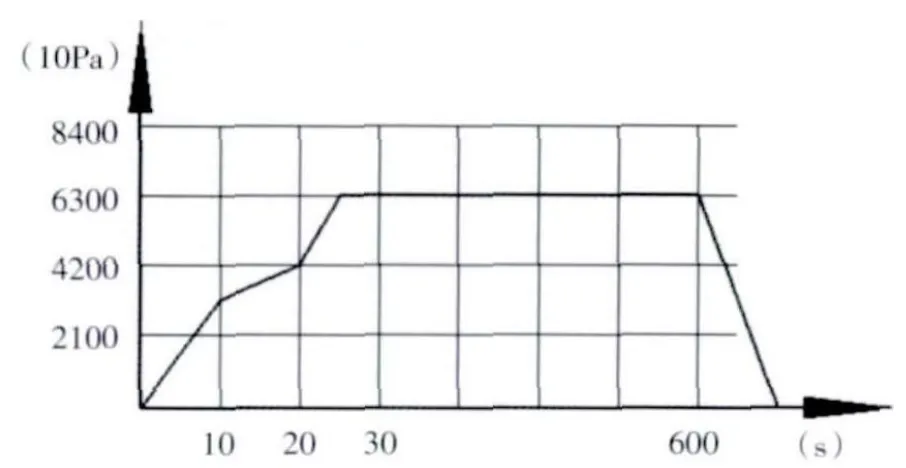
圖3 毛坯澆注工藝參數
5 工藝驗證
模具加工后,進行澆注試驗,發現以下問題。澆注3~5 件以后,毛坯遠離澆口端出現窩氣造成澆不足;軸孔加工后內側出現縮孔;兩閥座的通氣孔有縮松;毛坯內腔軸孔上端有縮松。經工藝分析,原因如下:
(1)澆不足原因為呋喃樹脂發氣量大,集渣包集氣、集渣效果不理想;
(2)軸孔內側加工量大(單邊7mm),鋼芯受熱后激冷不足造成;
(3)閥座厚大,紫銅塊激冷不足,加工?10mm 通孔位于孤立熱節中心,有縮松。
(4)毛坯內腔縮松是由于軸孔與筒壁交界位置較厚,補縮不足造成。
(5)?90mm 外側有縮松,造成鉆絲孔后漏氣。
根據以上分析,采取如下工藝措施:
(1)模具增加負壓抽氣裝置。在模具?90mm 處設計排氣塞與負壓抽氣裝置相連,澆注過程中打開,將呋喃樹脂受熱產生的氣體強制排出模具型腔。
(2)軸孔鋼芯增加循環水激冷,解決該處激冷不足。
(3)閥座激冷紫銅塊改為鋼芯循環水激冷,?10mm 通孔通過鋼芯鑄出。
(4)為消除毛坯軸孔上端縮松,將該處壁厚增加至18mm,形成補縮通道[3]。
(5)在?90mm 外側縮松區域,砂芯放置15mm厚環形冷鐵激冷厚大部位(見圖1)。
6 技術效果分析
工藝調整后,該鑄件選型在濟南鑄造鍛壓機械研究所生產的J454 型低壓鑄造機上生產;試生產的鑄件經鑄造—探傷—加工—水壓檢漏—SF6 氣體檢漏,達到以下效果:
(1)檢漏一次合格率達95%;綜合出品率達到92%。
(2)毛坯材質致密,探傷無縮松缺陷。
(3)提高鑄件外觀質量,鑄件輪廓清晰,尺寸精度高。
(4)生產效率高,班產量達到22 件。
(5)工藝出品率高,該件毛坯凈重16.6kg,澆冒口重量1.4kg,工藝成品率92.4%。
7 結論
(1)負壓抽氣裝置,強制排出型腔內氣體,提高鋁液的充型能力,對樹脂砂芯鑄件尤為有利。
(2)低壓鑄造充型平穩,模具鋁液引入從毛坯最低端,杜絕密封面微渣孔的產生。
(3)陶瓷過濾器應用在低壓鑄造工藝中,可有效減少、消除夾渣缺陷。
[1]王文清.鑄造工藝學[M].北京:機械工業出版社,1998.288.
[2]班文紅.快速補壓工藝在砂型差壓鑄造種的應用[J].特種鑄造及有色金屬,1998,增刊:31-32.
[3]陳國楨.鑄件缺陷和對策手冊[M].北京:機械工業出版社,2002.469.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52