關于B2012A 龍門刨床工作臺故障的探討
2013-04-29 00:07:24李陽吳劍峰
科技創新導報 2013年9期
關鍵詞:維修
李陽 吳劍峰
摘 要:龍門刨床是機械化、自動化程度很高的大型機床。龍門刨床的電氣控制線路比較復雜,特別是主拖動系統完全依靠電氣自動控制來執行。因此,要求電氣維修人員具備較強的理論和實踐經驗,依據故障現象正確判斷出故障點。該文對如何判斷B2012A龍門刨床工作臺在自動循環過程中出現的時快時慢現象,進行初步的探討和研究。
關鍵詞:電氣 龍門刨床 維修
中圖分類號:TG55 文獻標識碼:A 文章編號:1674-098X(2013)03(c)-00-02
隨著我國科學技術的快速發展,科技知識更新的步伐也在加快,一部份企業針對B2012A龍門刨床進行了電氣化改造,另一部份企業,因為資金或技術等原因,無力進行電氣化改造。
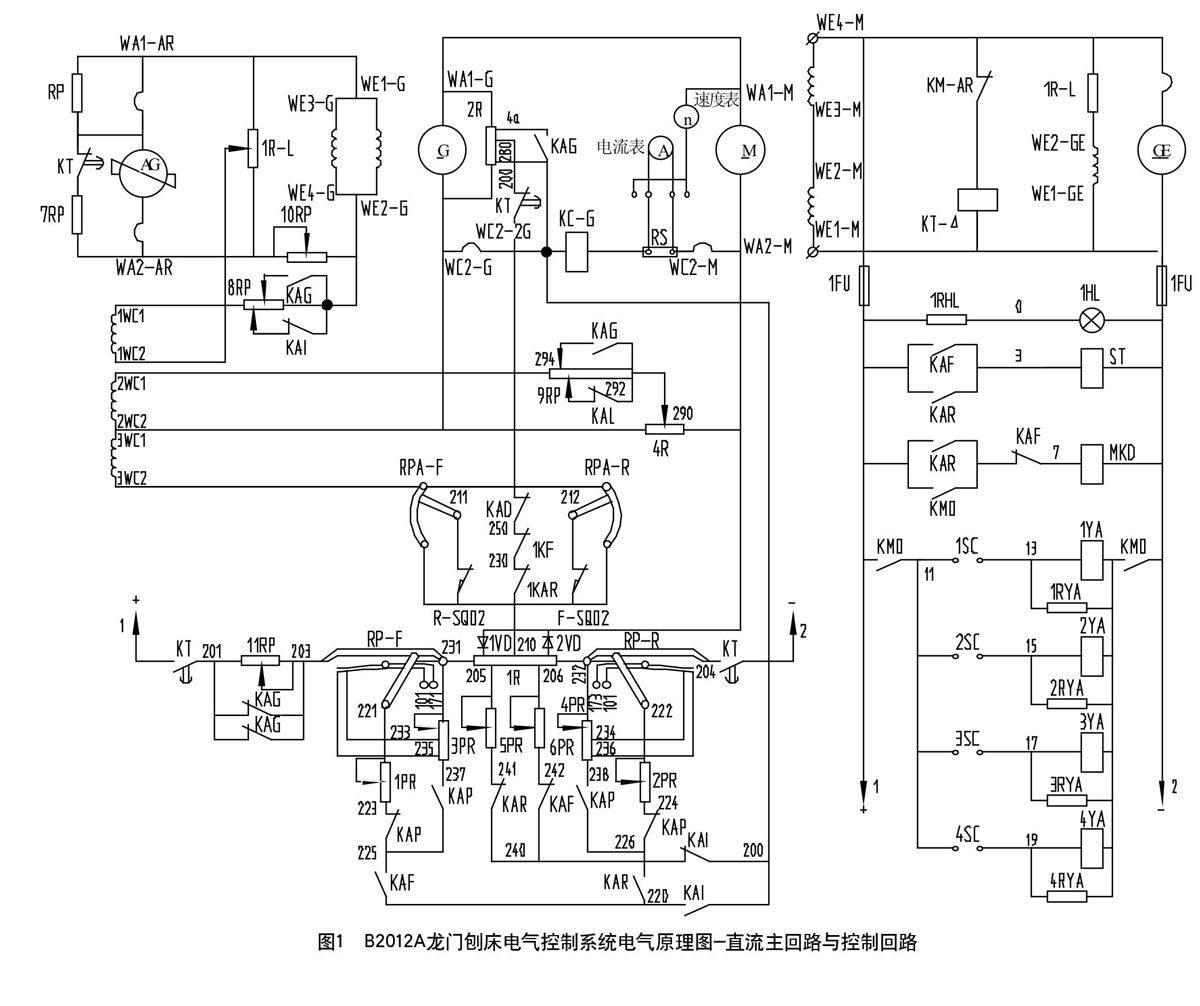
該文針對未進行電氣化改造的B2012A龍門刨床工作臺,在自動循環過程中出現的時快時慢現象,進行故障分析。首先從理論上初步判斷出大體的位置,通過對B2012A龍門刨床的電氣原理圖進行分析,再經過實際觀察和測量,初步判斷B2012A龍門刨床工作臺在自動循環過程中出現的時快時慢現象,可能是在B2012A龍門刨床電氣原理圖(圖1)的直流電動機控制系統出現了
故障。
判斷設備故障的故障點,然后排除故障。此時應該通過萬用表檢查,找出故障的原因。該文除建議從下面幾方面找原因外,并提出排除故障的方法。
1 直流電動機M的勵磁電壓、電樞電壓是否穩定
對B2012A龍門刨床工作臺在自動循環過程中出現的時快時慢現象,并伴隨反向時不規律地停車這一故障現象來看,極可能是刨臺直流傳動電機出現故障。
由于龍門刨床工作臺采用的是他勵直流電動機,由它的工作原理得知,改變直流電動機的轉速有三種方法,即變電樞電阻Ra、變磁通φ和變電樞電壓U。
從圖1中我們知道,交流電動機M1驅動直流發電機G和直流勵磁機GE,為龍門刨床工作臺直流電動機M提供電樞電壓和勵磁電壓;交流電動機M2驅動電機擴大機AG,作為直流發電機G的勵磁電壓調節器,調節直流發電機G的勵磁電壓就可以改變其輸出電壓,從而達到調節直流電動機M轉速,即調節龍門刨床工作臺運動速度的目的。
首先,用直流電壓表并在1、2號線之間,檢查刨臺直流勵磁機GE的勵磁電壓是否穩定在直流220V,如果沒有問題。再檢查刨臺直流傳動電機的電樞電壓時,發現電樞電壓不穩定,時高時低,問題可能出在電樞回路。
2 直流電動機M的電樞電壓不穩定的原因及修理
B2012A龍門刨床主驅動采用的是電機擴大機AG—直流發電機G—直流電動機M驅動系統,由于電機擴大機具有很大的放大系數和較高的靈敏度,在這里它被用來作為調節發電機電壓的勵磁機,從而調整電動機的轉速及控制電動機在時,不同過度過程中的性能。
因此,電機擴大機的控制就成為一個非常關鍵的問題。因此,在系統中加入了多種反饋環節,當B2012A龍門刨床工作臺在自動循環過程中,可以有效地提高系統的動、靜態特性,對速度的穩定調整起到了非常關鍵的作用。
B2012A龍門刨床直流控制系統的主要控制環節包括電壓負反饋與電流正反饋、電流截止負反饋、電橋穩定和消磁等環節。B2012A龍門刨床的電機擴大機使用了三個控制繞組:1WC為穩定繞組,接在電橋穩定環節中,用于減少電動機轉速變化的劇烈程度,即減弱和消除系統振蕩;2WC為電流正反饋繞組,用于補償電機換向繞組的壓降,提高系統調速特性的硬度;3WC為給定電壓負反饋繞組,用于系統的自動調速。我們在找電樞電壓不穩定的原因,應從下面兩方面來找。
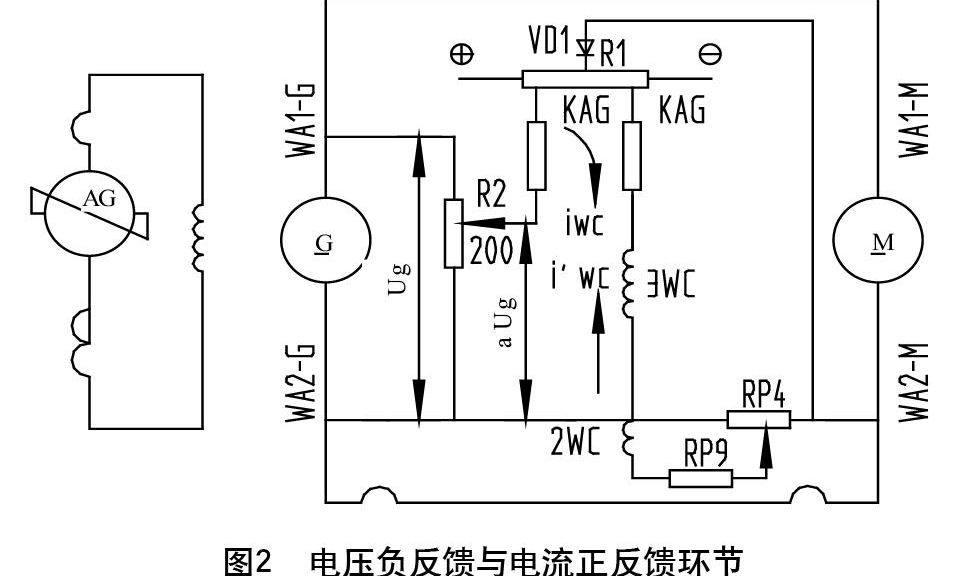
2.1 電壓負反饋與電流正反饋環節
如圖2所示。
它主要由電壓負反饋采樣電阻R2、電流正反饋采樣電阻RP4和給定電壓的組成。電壓反饋信號與給定電壓反向疊加于電機擴大機的控制繞組3WC,電流正反饋信號加于電機擴大機的控制繞組2WC。
調節電阻R2可改變電壓負反饋強度;調節采樣電阻RP4可改變電流正反饋強度。如果電壓負反饋斷線,可造成電機擴大機AG和直流發電機G過電壓,可能造成工作臺運行速度過快;從圖1可以看到,如果200號到WA2?-G之間出現開路,可能導致電壓負反饋過強,會造成工作臺運行速度過慢。
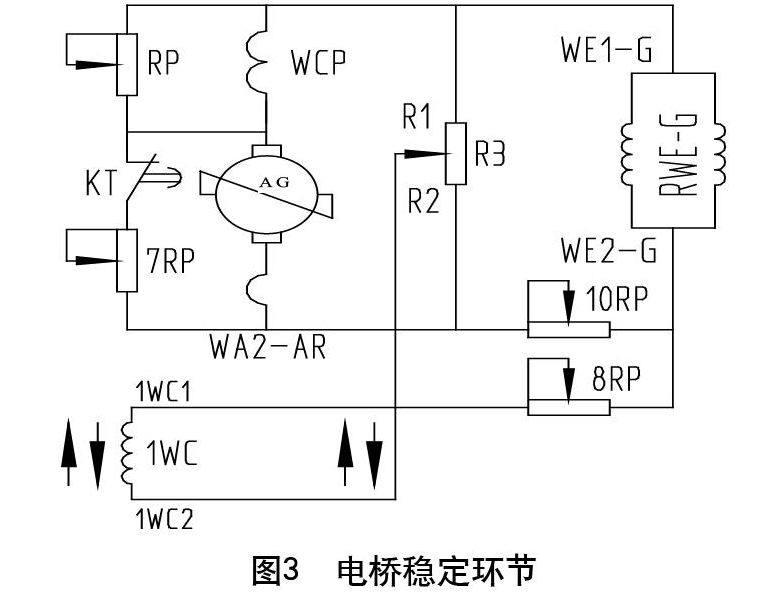
2.2 電橋穩定環節
如圖3所示。
它主要由電阻R1、R2 、發電機G的勵磁繞阻RWE-G和可調電阻RP10組成四個橋臂,控制繞阻1WC接于電橋對角線。
穩態時,調節R1于R2的比例可使電橋平衡(一般電壓不大于0.5V)。當電機擴大機輸出電壓增大時,在1WC控制繞阻中產生反向去磁電流,從而降低了電機擴大機輸出,起到了穩定的作用。增大RP10的阻值(同時應增大R2阻值)可以加強穩定性,但同時也增長了過度過程。
如果直流電動機M它的勵磁繞阻RWE-G接觸不良或松動,會使直流電動機M因失磁而“飛車”。
又可能是電機擴大機AG過補償,使電機擴大機AG和直流發電機G出現過電壓或者是直流發電機G自勵時,會造成工作臺運行速度過快;如果直流發電機G勵磁回路電壓不足、或是控制繞組3WC接觸不良時,也會造成工作臺運行速度過慢。
3 調速電位器RP—F(RP—R)滑動觸頭可能接觸不良
當工作臺運行過程中,直流勵磁機GE的勵磁電壓穩定在220 V時,如果調速電位器RP—F(RP—R)滑動觸頭出現接觸不良時;210—221或210—222會出現變化,即電阻R1出現變化。
由圖2所示:電阻R1出現變化,引起反饋電壓aUc的變化,它與給定電壓Uc反向疊加于電機擴大機的控制繞組3WC,造成系統的自動調速混亂。
B2012A龍門刨床電氣系統工作時間較長,某些電器元件可能出現老化或接觸不良的現象。以上幾種原因,都可用萬用表進行檢查,判斷出設備是否有故障。
4 可能是直流電動機M出現了問題
如圖1所示;B2012A龍門刨床電氣系統并沒有發現老化或接觸不良的現象。我們就開始懷疑有可能是直流電動機M本身出現了問題。我們把直流電動機M的電樞和勵磁繞阻與它們的連接線全部斷開,分別用電橋檢查電樞繞阻和勵磁繞阻的直流電阻,如沒有發現問題。就要用兆歐表(500 V)分別檢查電樞繞阻的接線端子和勵磁繞阻的接線端子對地電阻。
就發現了問題,電樞繞阻的對地電阻幾乎為零,即可判斷故障是因為電樞繞阻被擊穿所至。此時即可把直流電動機M拆下來重新嵌線大修,重新把直流電動機M裝好后,接線試車,排除故障。通過對B2012A龍門刨床直流電動機控制系統的維修,不斷地提高我們自己的維修水平,我們還需要不斷地學習最新的電氣發展動態,提高自己的理論水平,跟上時代發展的需要,同時要積極參加實踐活動。
比如可將目前較為流行的可編程序控制器進行仿真學習,掌握使用方法,培養自我學習新知識的習慣和能力。
綜上所述,電工維修主要是將理論與實踐緊密結合的過程。因此,不僅要加強對電氣理論的學習,同時要不斷強化自己的實踐經驗,以達到提高自己的綜合素質的目的。
參考文獻
[1] 電工手冊編寫組.電工手冊[M].上海科學技術出版社,1994.
[2] 徐淑華.電工電子技術[M].2版.北京:電子工業出版社,2008.
[3] 趙國良.維修電工(高級)[M].北京:中國勞動社會保障出版社,2008.
猜你喜歡
中華建設科技(2016年10期)2016-12-14 08:01:44
祖國(2016年20期)2016-12-12 20:17:28
科學與財富(2016年26期)2016-12-01 21:41:00
中國科技縱橫(2016年17期)2016-11-30 11:39:20
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:17:42
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 21:36:14
農機使用與維修(2016年10期)2016-11-10 09:25:29
科學與財富(2016年28期)2016-10-14 23:00:44
科學與財富(2016年28期)2016-10-14 21:47:54
科學與財富(2016年28期)2016-10-14 19:34:22