面向飛機(jī)的舵面類柔性裝配工裝設(shè)計(jì)及應(yīng)用
2013-05-11 03:09:08路衛(wèi)華
制造業(yè)自動化 2013年2期
關(guān)鍵詞:飛機(jī)設(shè)計(jì)
路衛(wèi)華,譚 娜
(1.中航工業(yè)沈陽飛機(jī)工業(yè)(集團(tuán))有限公司,沈陽 110032;2.遼寧天意實(shí)業(yè)有限公司,遼寧 129013)
面向飛機(jī)的舵面類柔性裝配工裝設(shè)計(jì)及應(yīng)用
路衛(wèi)華1,譚 娜2
(1.中航工業(yè)沈陽飛機(jī)工業(yè)(集團(tuán))有限公司,沈陽 110032;2.遼寧天意實(shí)業(yè)有限公司,遼寧 129013)
0 引言
二十世紀(jì)九十年代以來,為滿足飛機(jī)制造業(yè)對其裝配過程高質(zhì)量、高效率、低成本并能適應(yīng)多品種產(chǎn)品的生產(chǎn)要求,柔性裝配技術(shù)在飛機(jī)制造業(yè)中得到了越來越廣泛的運(yùn)用[1]。
作為飛機(jī)柔性裝配系統(tǒng)的重要組成部分[2],柔性工裝是基于產(chǎn)品數(shù)字量尺寸協(xié)調(diào)體系的可重組、模塊化、自動化裝配工裝,其目的是在滿足功能要求的基礎(chǔ)上,免除設(shè)計(jì)和制造各種零部件裝配的專用固定型架、夾具。
1 柔性工裝結(jié)構(gòu)特點(diǎn)
1.1 舵面類柔性裝配工裝需求分析
單架飛機(jī)通常包括多個(gè)飛機(jī)舵面,其結(jié)構(gòu)形式相似,尺寸變化不大,且左右舵面完全對稱。當(dāng)采用傳統(tǒng)工裝進(jìn)行裝配時(shí),由于各個(gè)舵面定位形式不同,需采用多套工裝分別進(jìn)行定位。在研制階段及小批量試制階段,工裝生產(chǎn)準(zhǔn)備時(shí)間長,不能夠滿足現(xiàn)代飛機(jī)快速研制的要求;而在大批量生產(chǎn)階段,當(dāng)出現(xiàn)生產(chǎn)瓶頸時(shí),難以快速有效的消解。
因此,需要滿足研制生產(chǎn)要求的舵面類柔性裝配工裝: 1)能夠適應(yīng)同類飛機(jī)中多套舵面的裝配定位工作; 2)能夠?qū)崿F(xiàn)不同舵面定位形式間的快速轉(zhuǎn)換;3)具有一定的擴(kuò)展性以滿足產(chǎn)品改型及工藝變更的需求。
1.2 舵面類柔性裝配工裝結(jié)構(gòu)特點(diǎn)
傳統(tǒng)的固定式裝配工裝往往只能適應(yīng)特定的裝配對象,其結(jié)構(gòu)形式受到飛機(jī)部件的尺寸、結(jié)構(gòu)、定位交點(diǎn)位置的嚴(yán)格限制,工裝利用率低,占地面積大[3]。
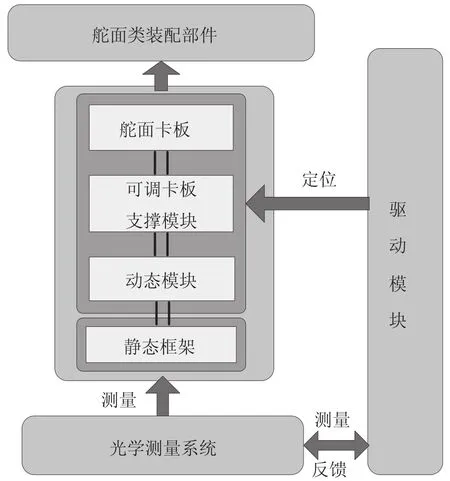
圖1 立框式柔性裝配工裝結(jié)構(gòu)形式圖
根據(jù)舵面類部件柔性裝配的需求,采用立框式柔性裝配工裝的結(jié)構(gòu)形式[4],由靜態(tài)框架和動態(tài)模塊兩部分組成。靜態(tài)框架是柔性裝配工裝的骨架部分,由標(biāo)準(zhǔn)零件和連接件組合而成。動態(tài)模塊則是依附于靜態(tài)框架上,依據(jù)飛機(jī)部件的不同需要而設(shè)計(jì),具有多個(gè)自由度,通過轉(zhuǎn)接器調(diào)整其定位部件,以滿足同類相似產(chǎn)品定位需求的定位器。立框式柔性裝配工裝結(jié)構(gòu)如圖1所示。
2 設(shè)計(jì)流程
舵面類柔性裝配工裝設(shè)計(jì)過程主要包括四個(gè)步驟,總體流程如圖2所示[5]。
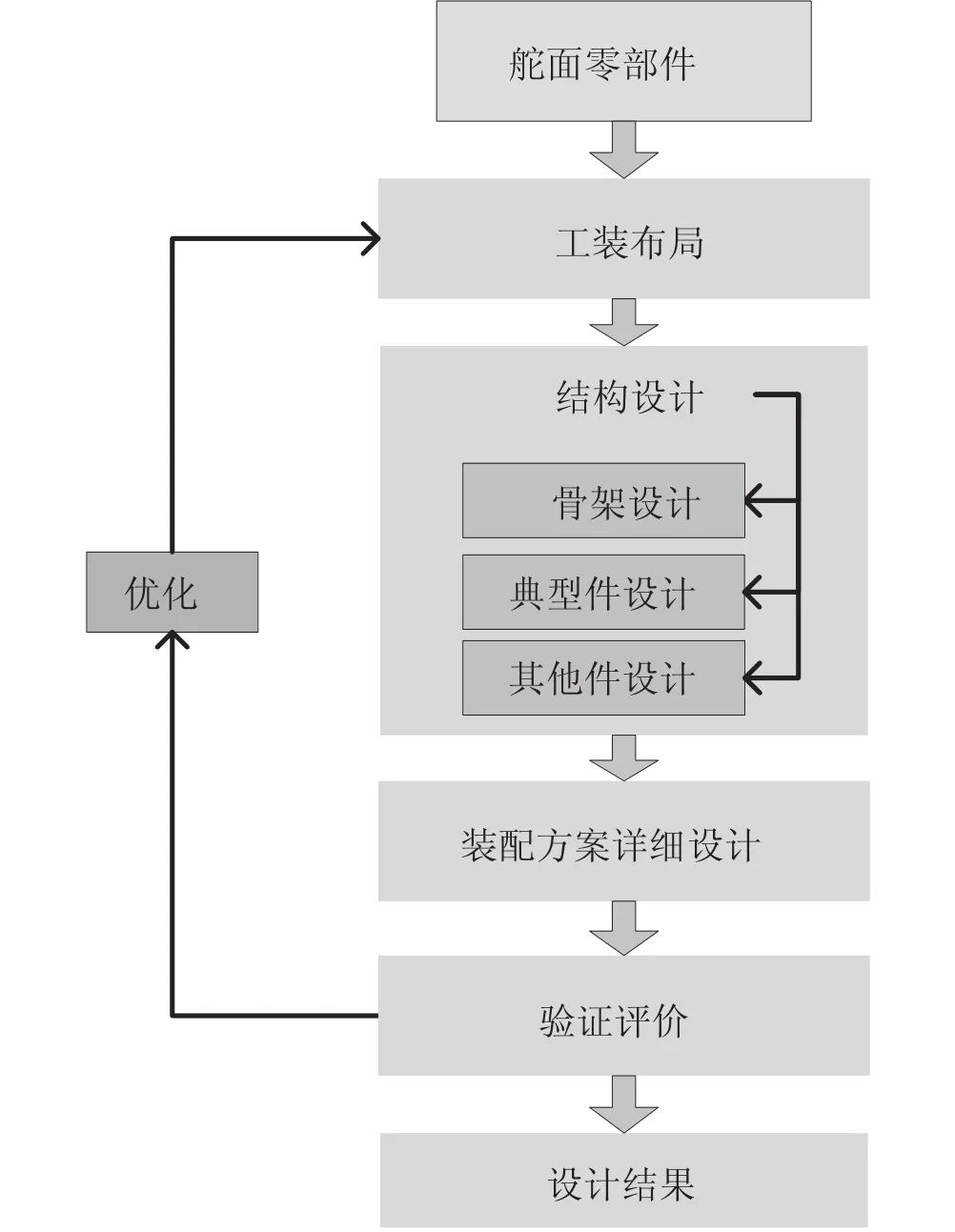
圖2 舵面類柔性裝配工裝設(shè)計(jì)流程圖
舵面類柔性裝配工裝的具體設(shè)計(jì)過程如下:
第一步,分析所需裝配舵部件的結(jié)構(gòu)特點(diǎn)及其共性。不同舵面部件雖然在外形尺寸上不盡相同,但結(jié)構(gòu)形式及其相似,都是以對接交點(diǎn)為裝配定位核心,由梁、加強(qiáng)肋、壁板、尾緣組件及連接件組裝而成。因此,柔性裝配工裝的結(jié)構(gòu)布局基本確定。
第二步,以模塊化元件為關(guān)鍵組成。典型件的設(shè)計(jì)充分考慮在同一模塊中,集成支撐、定位和夾緊等主要功能,并配備快速轉(zhuǎn)換裝置。從基本模塊中生成多種功能,用標(biāo)準(zhǔn)化的模塊滿足公共的功能需求。
第三步,整體裝配方案的確定及詳細(xì)設(shè)計(jì)。
1)通過整體結(jié)構(gòu)及主要元件的合理布置和調(diào)節(jié),使得同一套工裝可定義和構(gòu)建適用于一組不同裝配件制造要求的多個(gè)定位系統(tǒng)。
2)柔性裝配工裝的主要模塊和元件,均采用激光測量技術(shù)來調(diào)節(jié)這些模塊和元件間的相互位置關(guān)系,以快速形成工裝定位構(gòu)型,并確保此構(gòu)型的準(zhǔn)確性。
3)自適應(yīng)調(diào)節(jié)和補(bǔ)充定位精度。通過光柵尺、激光跟蹤儀等測量系統(tǒng),采集和反饋工件的空間定位精度,通過對比理論精度調(diào)整相關(guān)定位元件的方位。
第四步,驗(yàn)證及評價(jià)。采用有限元分析對結(jié)構(gòu)強(qiáng)度進(jìn)行校核,通過DELMIA三維數(shù)字化裝配工藝設(shè)計(jì)與仿真技術(shù)對柔性裝配工裝的功能及形式進(jìn)行驗(yàn)證并反饋,優(yōu)化工裝設(shè)計(jì)方案。反復(fù)迭代,直至滿足裝配需求,確定最終的設(shè)計(jì)結(jié)果。
3 設(shè)計(jì)方法
3.1 靜態(tài)框架強(qiáng)度分析
與傳統(tǒng)裝配工裝不同,柔性裝配工裝添加了動態(tài)調(diào)整單元,其伺服機(jī)構(gòu)為結(jié)構(gòu)框架帶來了更高的承重要求,且在調(diào)整單元存在著位姿變換的問題,故在強(qiáng)度校核過程中需對調(diào)整單元的極限狀況進(jìn)行分析。
考慮到加工和安裝方便,舵面類柔性工裝采用型鋼(GB/T6728-2002)結(jié)構(gòu)。通過理論計(jì)算和Ansys軟件仿真,對比分析不同型號規(guī)格型鋼在自重條件下的最大變形,結(jié)果如表1所示。通過數(shù)據(jù)分析可知,140×220的矩形冷彎空心型鋼變形最小,故選用該型號型鋼為骨架材料。
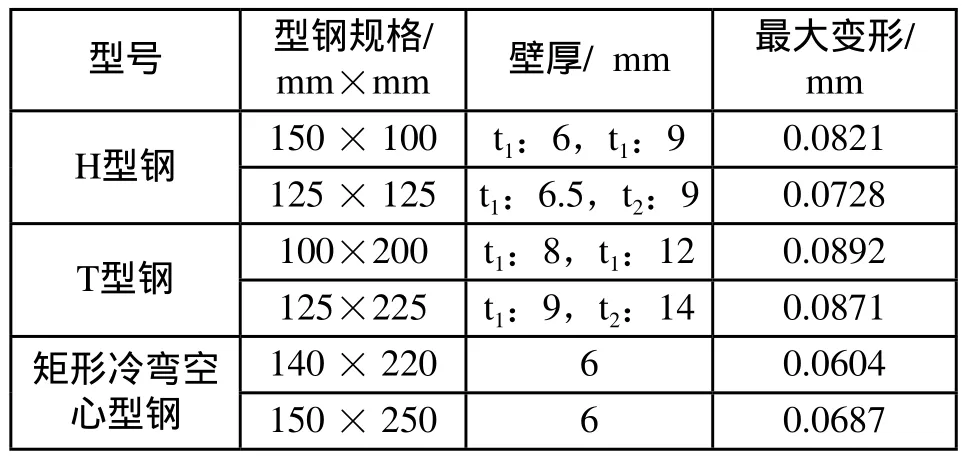
表1 不同型號規(guī)格型鋼骨架自重變形分析結(jié)果
為保證骨架在裝配過程中的變形滿足精度要求,現(xiàn)對骨架承受1.5倍工作載荷,并在中央受集中力(變形最大)和兩端受均布力(受力最小)兩種極限狀況下的受力狀況進(jìn)行分析,受力分析結(jié)果如表2所示。
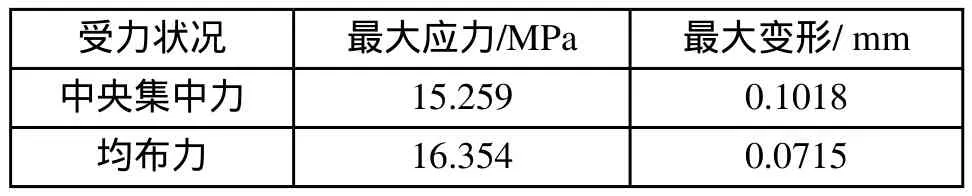
表2 不同位置下的有限元分析結(jié)果
由數(shù)據(jù)可知,最大應(yīng)力遠(yuǎn)小于材料的屈服強(qiáng)度(235 MPa)。中央受集中力載荷情況在工作狀態(tài)時(shí)不會出現(xiàn),故骨架滿足最大變形≤0.1mm彈性變形,符合設(shè)計(jì)要求。
3.2 動態(tài)調(diào)整單元集成控制及調(diào)形控制方法
目前,該柔性工裝包括18個(gè)動態(tài)調(diào)整單元,由46個(gè)伺服電機(jī)控制運(yùn)動,屬于多軸運(yùn)動控制范疇,其伺服驅(qū)動系統(tǒng)的控制方式選擇PLC。通過對控制方案分析,控制系統(tǒng)采用德國倍福的“軟PLC”控制器。
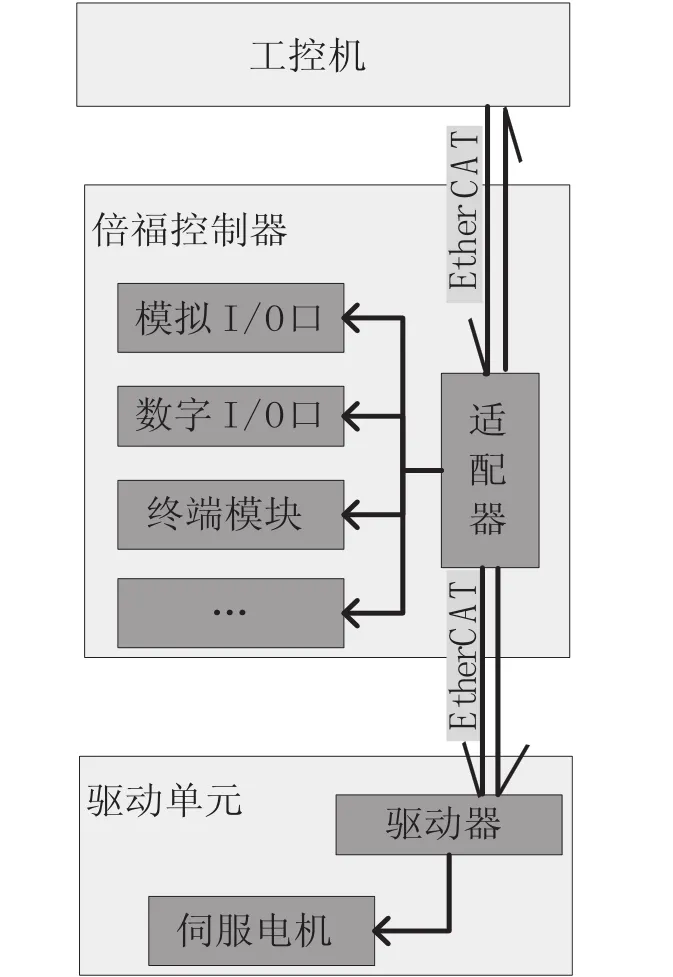
圖3 控制系統(tǒng)結(jié)構(gòu)圖
運(yùn)動控制模式為“工控機(jī)(安裝有TwinCAT)+驅(qū)動器+伺服電機(jī)”,模擬量及數(shù)字量I/O通過適配器通過EtherCAT與TwinCAT進(jìn)行通訊,如圖3所示。
動態(tài)調(diào)整單元的調(diào)形控制分兩步進(jìn)行。首先,對數(shù)模中各動態(tài)調(diào)姿單元位置的確定,編輯運(yùn)動軌跡控制程序。在定位調(diào)形過程中,在工控機(jī)輸入所需定位的舵面部件工位編號,驅(qū)動伺服電機(jī),將動態(tài)調(diào)整單元運(yùn)動到其大致的理論位置。其次,進(jìn)一步通過激光測量儀測量,精確調(diào)整動態(tài)調(diào)整單元的位置。在柔性裝配工裝產(chǎn)品數(shù)字化模型中,各個(gè)動態(tài)調(diào)姿單元均包含了其激光測量使用的靶球位置,通過記錄各動態(tài)調(diào)姿單元的靶球位置,并使用激光測量儀測量比較,最后驅(qū)動伺服電機(jī)補(bǔ)償測量誤差。動態(tài)調(diào)整單元的調(diào)整過程如圖4所示。
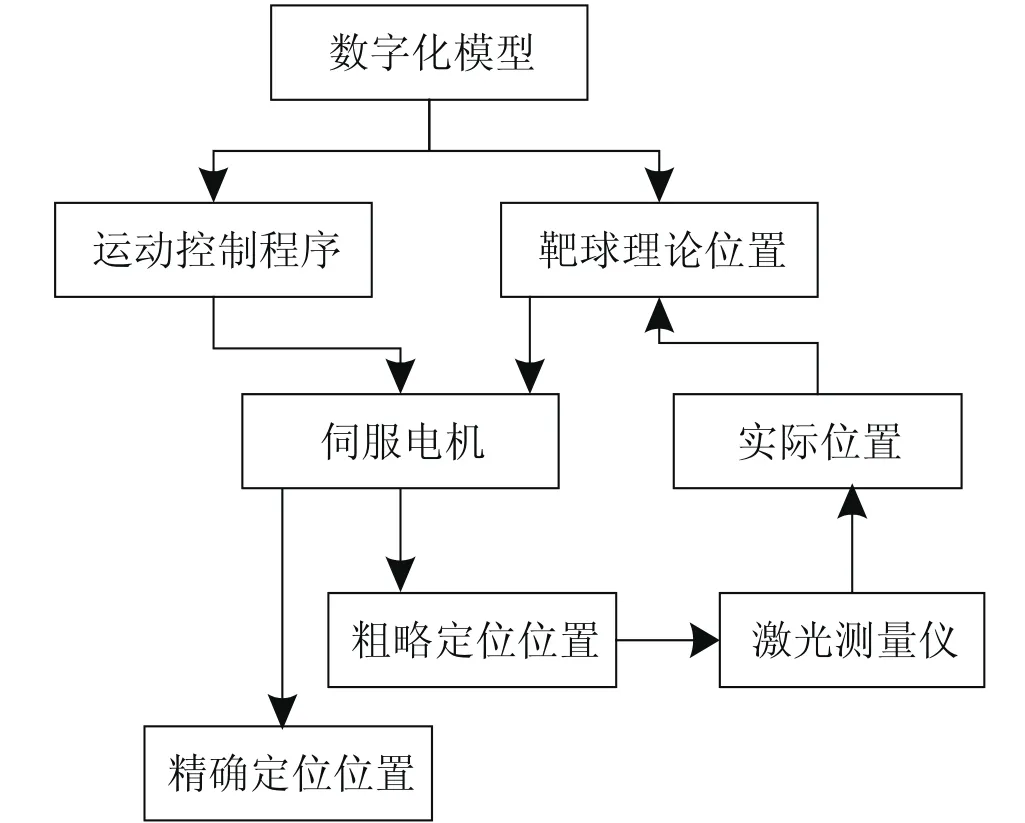
圖4 控制系統(tǒng)結(jié)構(gòu)圖
4 結(jié)束語
當(dāng)前飛機(jī)制造業(yè)小批量多型號的需求對航空企業(yè)提出了更高的柔性要求,根據(jù)企業(yè)實(shí)際需求,提高裝配柔性是解決該問題的有效手段。本文論述的舵面類部件柔性裝配工裝研制成功后,在飛機(jī)制造過程中將取得如下效果:1)明顯提高飛機(jī)零件的裝配準(zhǔn)確度;2)降低同系列產(chǎn)品40 %~50 %的工裝成本; 3)使飛機(jī)裝配周期縮短為原來的2/3,大幅度地改善企業(yè)的工裝投資短時(shí)間不能收回的局面; 4)能夠推動柔性裝配技術(shù)在飛機(jī)生產(chǎn)中更加有效的發(fā)展和應(yīng)用,使我國飛機(jī)制造盡快達(dá)到國際先進(jìn)水平。
[1]王巍,賀平,萬良輝.飛機(jī)柔性裝配技術(shù)研究[J].機(jī)械設(shè)計(jì)與制造,2006,7(11):88-90.
[2]鄒方,薛漢杰,周萬勇,許國康.飛機(jī)數(shù)字化柔性裝配關(guān)鍵技術(shù)及其發(fā)展[J].航空制造技術(shù),2006,1(9):30-35.
[3]范玉青.現(xiàn)代飛機(jī)制造技術(shù)[M].北京航空航天大學(xué)出版社.1999.
[4]王亮,李東升,羅紅宇,靳陽.飛機(jī)裝配數(shù)控柔性多點(diǎn)工裝技術(shù)及應(yīng)用[J].北京航空航天大學(xué)學(xué)報(bào),2010,36(5):540-544.
[5]邱益,鄭國磊,饒有福,鄭洪涌.飛機(jī)柔性裝配工裝智能化設(shè)計(jì)(FFixCAD)系統(tǒng)[J].航空制造技術(shù),2011,12(24):90-94.
Design and application of fl exible fi xture for rudder-face assembly
LU Wei-hua1,TAN Na2
飛機(jī)制造業(yè)已經(jīng)逐步向小批量多型號的生產(chǎn)方式轉(zhuǎn)變,柔性裝配工裝能滿足對多種部件的定位與夾持,是實(shí)現(xiàn)飛機(jī)柔性裝配的關(guān)鍵技術(shù)之一。針對舵面類部件裝配的需求和結(jié)構(gòu)特點(diǎn),提出了一種舵面類部件柔性裝配工裝的設(shè)計(jì)流程,并詳細(xì)分析了其設(shè)計(jì)方法與關(guān)鍵技術(shù)。最后,通過實(shí)際應(yīng)用,驗(yàn)證并總結(jié)了該方法的有效性。
柔性工裝;飛機(jī)裝配;設(shè)計(jì)與應(yīng)用;數(shù)字化制造
路衛(wèi)華(1978 -),男,工程師,主要從事飛機(jī)數(shù)字化裝配與飛機(jī)柔性裝配工作。
V261
A
1009-0134(2013)01(下)-0116-03
10.3969/j.issn.1009-0134.2013.01(下).33
2012-08-30
國家科技攻關(guān)計(jì)劃(2011BAF13B11,2010BAF13B11)
猜你喜歡
小哥白尼(軍事科學(xué))(2022年3期)2022-06-09 03:11:24
環(huán)球時(shí)報(bào)(2022-05-30)2022-05-30 15:16:57
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2020-11-27 17:34:02
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
當(dāng)代陜西(2019年11期)2019-06-24 03:40:28
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
作文周刊·小學(xué)一年級版(2017年9期)2017-06-20 00:19:33
Coco薇(2017年5期)2017-06-05 08:53:16
