紙紗復合制袋印刷一體機控制系統設計
2013-05-11 03:09:10岳艷虹彭珍瑞
制造業自動化 2013年2期
岳艷虹,彭珍瑞,侯 飛
(蘭州交通大學 機電工程學院,蘭州 730070)
紙紗復合制袋印刷一體機控制系統設計
岳艷虹,彭珍瑞,侯 飛
(蘭州交通大學 機電工程學院,蘭州 730070)
0 引言
目前研發出的新型紙紗復合制袋機可以生產經緯紗連續環繞無中縫的紙紗復合包裝袋,但是,該制袋機只具有印刷雙色的功能,要實現多于兩色的印刷時,需要制袋后單獨在多色印刷機上進行印刷;印刷設備只能印刷固定長度的紙袋,如變更紙袋長度或印刷幅面時需要人工更換輥筒;印刷設備是純機械的,自動化程度不高,張力欠佳、跑偏、套準誤差造成各項加工精度達不到標準要求。以上這些問題造成廢品率高,勞動量大,生產效率低,印刷過程關鍵部件的運行狀態未做到同步監視,實時性、可靠性也大大降低。
針對以上問題,本文研究了一套紙紗復合制袋印刷一體機的控制系統,具有多色印刷、印刷定位精確、生產效率高等優點。
1 紙紗復合制袋印刷一體機總體控制方案
1.1 一體機系統結構
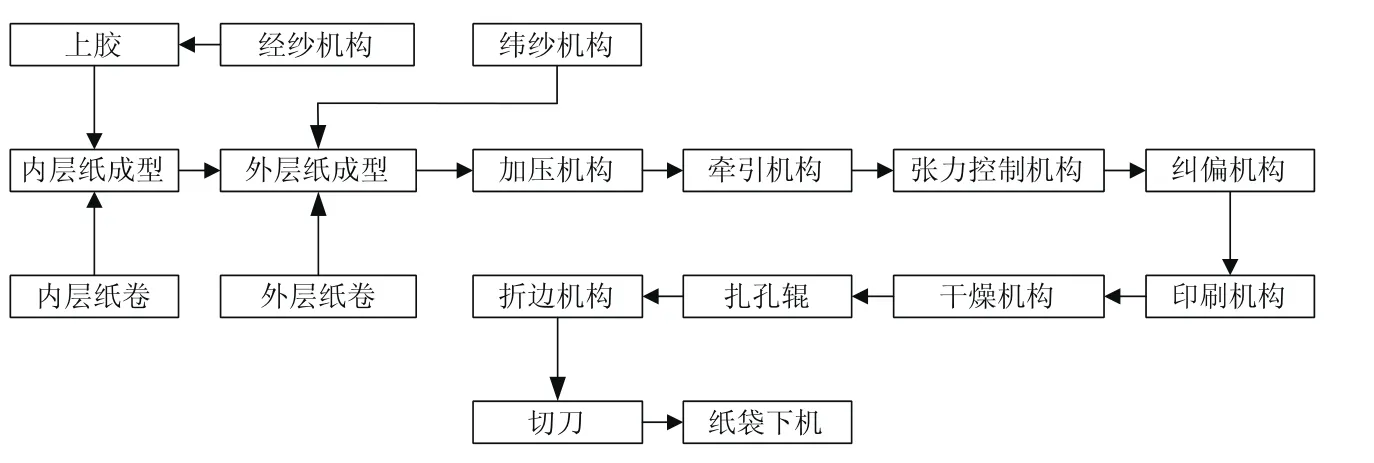
圖1 紙紗復合制袋印刷一體機系統結構
紙紗復合制袋印刷一體機主要由卷紙機構、布紗機構、上膠機構、成型機構、加壓機構、牽引機構、張力控制機構、糾偏機構、印刷機構、干燥機構、折邊機構、切斷機構等組成。如圖1所示,紙紗復合制袋印刷機一體機在完成經紗緯紗的上膠和布線、內外層紙的成型和加壓之后[1],分別使用張力控制機構和糾偏機構來控制紙袋的張力,并糾正其跑偏產生的橫向偏差;進入印刷機構對紙袋進行多色印刷;然后使用干燥機構烘干紙袋;通過扎微孔機構使紙袋完成放氣;最后由小芯胎折邊機構將紙袋兩側折成M形;再經過定型機構定型后,用切刀切成所需長度并下線。
1.2 控制方案的確定
本文研究的紙紗復合制袋印刷一體機的控制系統是以PLC為控制核心,采用變頻器對牽引電機和緯紗電機進行調速控制,使用伺服電機完成對紙袋印刷的定長和定位控制。張力控制和糾偏控制由獨立的控制機構來完成。
2 控制系統硬件構成
2.1 控制系統的結構
系統控制結構如圖2所示,信號檢測模塊和故障檢測模塊將采集到的信號送入PLC進行處理,從而控制電機調速模塊和功能控制模塊實現控制功能。
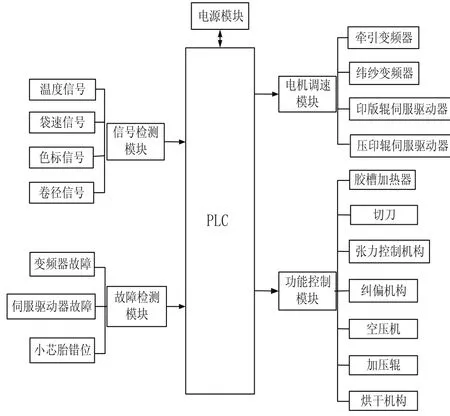
圖2 控制系統結構框圖
2.2 PLC的選型
根據控制系統的規模和系統控制任務的要求,選用西門子 S7-200 系列PLC:CPU 224XP CN,另外配合16點DC輸入16點DC輸出的EM223數字量輸入輸出模塊和2輸出的EM232模擬量輸出模塊。
2.3 電路設計
整個系統由牽引調速、緯紗密度控制、上膠溫度控制、壓輥加壓控制、印刷張力控制、紙袋糾偏控制、印刷控制和切刀控制八部分電路組成。
1)伺服電機與伺服單元的選型
印刷部分由伺服系統控制。伺服系統包括:4組印版伺服驅動器和伺服電機,1組壓印伺服驅動器和伺服電機,完成對紙袋印刷的定長和定位控制。根據控制要求,伺服電機選型如表1所示。
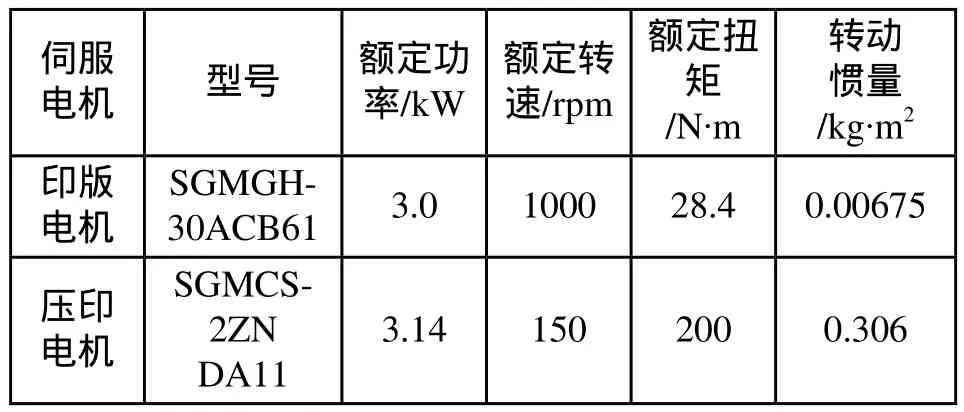
表1 伺服電機選型
根據伺服電機型號選擇匹配的伺服單元,印版和壓印伺服單元均選用SGDM-30ADA,輸入為200V三相交流電源,控制方式為三相全波整流IGBT PWM控制,正弦波電流驅動方式。
2)張力檢測器與張力控制器的選型
本系統由獨立的張力控制系統來實現印刷前的張力控制,主要包括張力檢測器和張力控制器。
由張力檢測器直接測定紙袋的張力,然后把張力數據變成張力信號送入張力控制器,然后輸出控制信號送入牽引變頻器,從而控制牽引電機達到控制張力的目的。選用三菱LE-30CTA型全自動張力控制器和LX-TD型張力檢測器。
3)糾偏裝置的選型
根據系統功能要求和實際生產狀況,選用氣液糾偏裝置。采用氣動檢測,檢測后的氣體信號操縱氣液伺服伐,控制油缸運動方向從而驅動糾偏機構,實現印前紙袋的橫向糾偏。本系統選用C.JIN'S P05-E1-A型全自動糾偏機。輸入電源為380V,50HZ,馬達1HP;最大負重5000Kg,檢出精度0.05mm;無負荷最大速度25mm/sec(Ф50)。
3 一體機控制系統的軟件設計
3.1 控制要求
根據系統的功能要求并考慮系統的可靠運行,軟件設計應滿足一些功能:
1)自動連續地完成上紙、布紗、上膠、控溫、翻邊、張力控制、糾偏控制、印刷、干燥、折邊、剪切;
2)在紙袋上印刷設定好的圖案;
3)保證整個生產過程中張力恒定;
4)自動調節印前紙帶的橫向偏移,以保證印刷套準的精度要求;
5)印后干燥;
6)自動檢測故障并能緊急停機顯示;
7)剪切無色標袋和各種圖案的色標袋;
8)袋長、印刷長度、袋速在一定范圍內可任意設置。
3.2 控制流程
系統控制流程圖如圖3所示,印刷伺服系統中,伺服驅動器采用的是位置控制模式[2],通過閉環控制來實現對印版輥電機和壓印輥電機的速度和位置的精確控制。利用STEP 7 MicroWIN編程軟件,設置各電機正常運行所需的參數[3],使印刷速度和制袋速度相匹配。
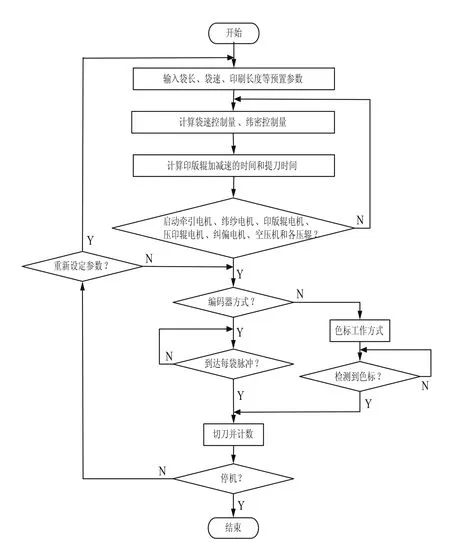
圖3 系統的控制流程圖
4 人機界面的設計
人機界面(HMI)是操作人員和機器設備之間雙向溝通的橋梁。選用西門子MP370工業觸摸屏,使用組態軟件WinCC flexible實現S7-200 PLC與人機界面觸摸屏實時通訊[4]。通過觸摸屏可以輸入袋長、袋速、印刷長度以及溫度等參數,并且觸摸屏可以實時顯示系統關鍵部件的運行狀況以及故障信息,實現了一體機生產中的工藝技術指標,確保系統安全可靠運行。
5 結論
本文提出了一套以PLC為控制核心的紙紗復合制袋印刷一體機控制系統,實現多色印刷、控制精度高,提高生產效率的目的。結合實際生產特點和客戶的具體要求,可以對本系統進一步完善,以提高性能和生產效率,滿足不同層次客戶的需求。
[1]彭珍瑞,董海棠,等.新型紙紗復合制袋機控制系統的研制[J].傳感器與微系統.2011,30(6):90-92.
[2]胡佳麗,閆寶瑞,張安震,等.S7-200 PLC在伺服電機位置控制中的應用[J].自動化儀表,2009,30(12):38-41.
[3]廖常初.PLC編程及應用[M].北京:機械工業出版社,2008.
[4]廖常初.西門子人機界面(HMI)組態與應用技術[M].北京:機械工業出版社,2008.
Design of the control system for compound paper-yarn bag-making and printing machine
YUE Yan-hong,PENG Zhen-rui,HOU Fei
針對目前研發出的新型紙紗復合制袋機只具有單色印刷功能、自動化程度不高、加工精度達不到要求的現狀,本文提出了一套以西門子S7-200 PLC為控制核心的紙紗復合制袋印刷一體機的控制方案。具體包括控制系統的硬件設計、軟件設計和人機界面設計,為本系統的進一步完善打下了基礎。
紙紗復合;制袋機;印刷機;PLC;人機界面
岳艷虹(1986 -),女,甘肅天水人,碩士研究生,主要從事檢測與控制方向的研究。
TP271
B
1009-0134(2013)01(下)-0121-03
10.3969/j.issn.1009-0134.2013.01(下).35
2012-09-04
