桐子林軸流式轉(zhuǎn)輪體制造工藝研究
2013-05-12 01:07:44唐勇
中國新技術(shù)新產(chǎn)品 2013年7期
唐勇
(哈爾濱電機廠有限責任公司制造工藝部,黑龍江 哈爾濱 150040)
1 基本參數(shù)
轉(zhuǎn)輪體直徑:SΦ4242mm。轉(zhuǎn)輪體高度:3235mm。葉片軸孔直徑:Φ1450mm。葉片數(shù)量:5片。轉(zhuǎn)輪體重量:99噸。
2 主要研究內(nèi)容
本課題的研究內(nèi)容及方法主要包括兩個方面:(1)轉(zhuǎn)輪體外球面加工工藝研究。(2)轉(zhuǎn)輪葉片軸孔加工工藝研究。
3 具體內(nèi)容分析
3.1 轉(zhuǎn)輪體外球面的加工
根據(jù)現(xiàn)有的設(shè)備情況,轉(zhuǎn)輪體外球面的加工可選用兩種機床,一種是帶數(shù)控功能的新型立車,一種是普通立車,不帶數(shù)控功能。對于沒有數(shù)控功能的立車,我們只能采用傳統(tǒng)的靠模加工方法,這就需要制造一套靠模和靠模刀架,加工時靠模刀架走靠模加工球面;而具有數(shù)控功能的立車可直接編程加工。
3.1.1 轉(zhuǎn)輪體外球面的靠模加工工藝
利用靠模的加工方法如圖1所示,具體加工工藝:轉(zhuǎn)輪體反放在立車卡盤上,找正;裝靠模和靠模刀架;靠模按轉(zhuǎn)輪體找正相對一致;靠模刀架走靠模加工球面。
方案分析:此方案必須制作一套靠模及靠模刀架。對于桐子林水輪機轉(zhuǎn)輪體,其轉(zhuǎn)輪體球面高度達2500mm,則根據(jù)理論計算,靠模的大小在2600mm×800mm,而且這么大的靠模必須增加支撐以防止其變形;對于這個靠模來說,其他機組的轉(zhuǎn)輪尺寸也很難與其相吻合,也就是說,靠模無法再使用。這樣就決定了靠模加工的工裝制造費用將是很大的。在加工過程中,為了不使立車刀架碰到轉(zhuǎn)輪體,靠模刀架上的滑動刀桿至少為(2×球面高度+刀架寬度),對于直徑4m的轉(zhuǎn)輪來說,刀桿長度為1800mm左右。在加工過程中由于刀桿較長滑動會產(chǎn)生不水平而產(chǎn)生變形,靠模也因受力產(chǎn)生變形,這就使轉(zhuǎn)輪球面加工精度變低。由上分析可以看出,靠模加工轉(zhuǎn)輪體外圓的加工方案并不是一個很理想的加工方案。其成本將是很高而精度卻較低。
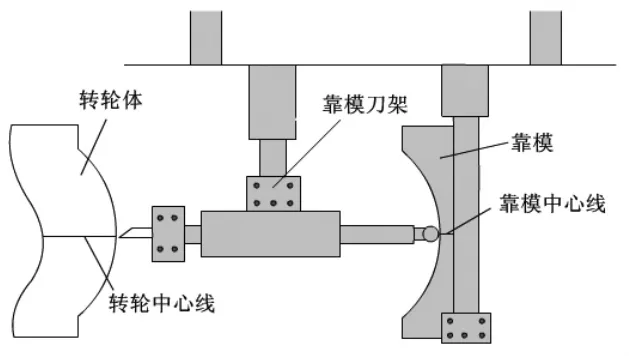
圖1 靠模加工
3.1.2 轉(zhuǎn)輪體外球面的數(shù)控加工工藝
轉(zhuǎn)輪體外球面利用數(shù)控立車加工,具體加工工藝:轉(zhuǎn)輪體倒放在數(shù)控立車卡盤上,找正;按程序加工球面。
方案分析:此方案不用制作任何工裝,完全能使用機床現(xiàn)有的刀架對球面進行加工。而且數(shù)控程序為轉(zhuǎn)輪體中心截面,即為加工圓弧的程序,數(shù)控編程也比較簡單。從加工刀具上來說,也可以省去一套特制的靠模刀架,從而使用立車自帶的刀架,僅需再使用一個長度足夠的普通小刀架即可,保證加工到轉(zhuǎn)輪最低點時立車刀架不會碰到轉(zhuǎn)輪上。
3.1.3 加工方案對比
對于以上兩種方案,我們可以做一下比較:
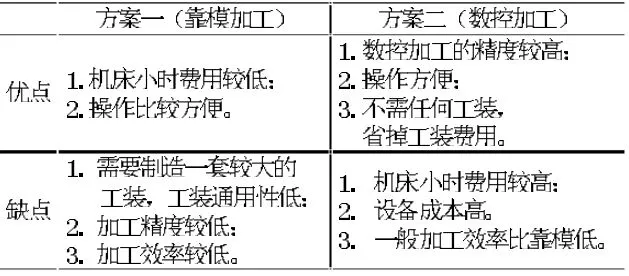
從以上比較我們可以得出結(jié)論:靠模方法加工轉(zhuǎn)輪體外球面的方法是一種比較原始的加工方法,雖然操作比較簡便,加工效率較高,但由于需要制作較大的工裝,所以其成本遠比利用數(shù)控加工的方法高,而且他的加工精度也比較低。所以對于有數(shù)控機床的生產(chǎn)廠家來說,還是安排在數(shù)控立車上加工更好。對于有大型不帶數(shù)控功能的立車,我們建議對立車進行數(shù)控功能改造,使其更適合國內(nèi)及國際水電加工的發(fā)展要求,而且其長遠的經(jīng)濟效益也是可觀的。
3.2 轉(zhuǎn)輪體葉片軸孔加工工藝研究
對于水輪機實際運行要求來說,轉(zhuǎn)輪體葉片軸孔的尺寸直接影響到整個轉(zhuǎn)輪的受力和出力,這就提出了轉(zhuǎn)輪葉片的尺寸軸孔加工的重點:(1)每個葉片軸孔中心線必須水平一致,這樣能保證葉片的受力大小一致;(2)葉片軸孔中心線應(yīng)與轉(zhuǎn)輪體球面最高點截面水平一致,這樣能保證葉片與轉(zhuǎn)輪體的間隙一致,在葉片全關(guān)時葉片肩部不會碰到轉(zhuǎn)輪體上研傷轉(zhuǎn)輪體。
加工工藝分析:葉片軸孔的加工我們采用立車加工時,直接在轉(zhuǎn)輪體上刻轉(zhuǎn)輪體球面最高點的水平線,精車完畢后劃線加工的方法。
轉(zhuǎn)輪體經(jīng)過粗車平面及球面、粗鏜葉片軸孔后進入半精車序。在半精車完畢后,我們通過數(shù)控找球面最高點,在轉(zhuǎn)輪體上用尖刀刻出轉(zhuǎn)輪體球面最高點的水平線(普通靠模加工的立車,以靠模上刻的水平中心線對刀,在轉(zhuǎn)輪體上刻出最高點的水平線),此水平線就是葉片軸孔中心的節(jié)圓線。在劃轉(zhuǎn)輪葉片軸孔加工線時,以此水平線為基準線。半精鏜葉片軸孔完畢后,將球面上的葉片軸孔中心線引至葉片軸孔內(nèi),防止在精車時,中心線被車掉。
在精車時,仍以所刻水平中心線為基準找水平(普通靠模加工的立車,也應(yīng)將靠模上所刻的水平中心線以此線找水平)。或?qū)⑥D(zhuǎn)輪直接放在已經(jīng)車好的等高墊筒上,以此水平中心線找數(shù)控程序的零點(球面最高點),其他高度方向上的尺寸也以此線為基準進行精車。精車完畢尖刀重新補刻出水平中心線與原線一致。
精車完畢,仍以所刻水平中心線為基準,劃線,精鏜葉片軸孔。
從上面的加工程序我們可以看出,立車刻線已經(jīng)完全能保證我們前面所說的葉片軸孔加工的兩個重點的要求。劃線僅對葉片軸孔分度上有一些精度上的影響。通過精細劃線,我們完全能保證軸孔分度的弦長誤差在1mm以內(nèi)。水輪機在葉片全開運行時,葉片傾角一般在0-3°以內(nèi),基本是水平的,水平方向誤差1mm對兩個葉片之間開度影響基本為0。
這里有一點要提到的是,精鏜葉片軸孔時,也可選用普通鏜床和數(shù)控鏜床,對于直徑Φ1350mm葉片軸孔來說,需要配備有效長度700mm以上的滑枕,而滑枕較長對鏜出的葉片軸孔的圓度也有較大影響,其加工效率也比較低。
4 工藝及經(jīng)濟效益分析
隨著水力發(fā)電技術(shù)的迅速發(fā)展和全球性的水利大開發(fā),水電制造業(yè)成為一種蒸蒸日上的行業(yè)。水電制造業(yè)作為一種精細的機械制造行業(yè),其制造工藝技術(shù)必然走在各種機械制造業(yè)的最前端。引進新技術(shù)、新工藝、新設(shè)備,提高效率、降低成本是發(fā)展的必然之路。
[1]劉有余.超常規(guī)軸流式轉(zhuǎn)輪葉片水力設(shè)計方法研究[D].蘭州:蘭州理工大學,2004.
