立方氮化硼在現代加工技術中的地位和作用①
2013-05-25 10:17:38張相法王光祖
超硬材料工程 2013年1期
張 奎,張相法,王光祖
(1.鄭州中南杰特超硬材料有限公司,鄭州450007;2.鄭州磨料磨具磨削研究所,鄭州450007)
1 引言
立方氮化硼(cBN)是一種人工合成的超硬材料,而由cBN為原料制造的刀具和高速砂輪,則順應著現代加工技術的迅猛發展而受到人們前所未有的關注。本文將以PcBN刀具和高速陶瓷cBN砂輪為對象,對它們在現代加工技術中的地位和作用進行闡述。
實現節資增效,減少廢物排放,建立生產、消費與環境、資源相互協調的發展模式已成為人類社會可持續發展的必由之路。綠色制造是21世紀制造業的可持續發展模式,是制造業發展的趨勢和方向。因此,加快發展各種綠色加工技術,對保護環境、節約資源和能源、實現制造業的現代化、綠色化及可持續發展有重要意義。
首先,PcBN作為新一代超硬刀具材料,使切削技術發生了革命性的變化,它為淬火材料提供了一種經濟而高效的切削手段。在發達囯家已將其作為提高機加工水平和經濟效益(節能、高效、精密、自動化)的重要工具材料而加以發展。在軍工、宇航等工業中對難加工材料的加工更是必不可少,也是數控加工技術發展的必備的長壽命刀具材料。PcBN刀具可對各種硬的或具有耐磨性的材料進行高速車、鏜、端面銑、切槽、螺紋加工,且粗、半精、精加工皆宜。
其次,高速高效精密磨削技術是先進制造技術的研究熱點和發展方向之一,隨著我國汽車、電子、工具等制造業的迅速發展得到了大力發展和推廣應用。作為該技術系統的重要組成之一——高速高效精密超硬材料磨具,是實現該項技術目標不可或缺的重要工具[1]。
可以預見,隨著新型難加工材料的不斷出現,加工要求的不斷提高,加工技術的不斷發展,高速高效精密超硬材料磨具的優勢將得到進一步發揮,新產品和新技術會不斷涌現
2 PcBN刀具的切削性能集中體現在以下幾個方面[2,3]
(1)立方氮化硼的顯微硬度僅次于金剛石,是世界上目前發現的第二種超硬材料,其硬度遠遠高于陶瓷和硬質合金,在加工高硬材料時表現極佳;
(2)具有高的熱穩定性,PcBN刀具在1000℃以下不會出現氧化現象,因此刀具尖端的相對高溫不會對工具產生任何不利影響,相反還能在切削硬質合金時起加速切削的作用;
(3)化學穩定性好,對各種材料的粘性、擴散作用比硬質合金小得多,因此特別適合加工鋼鐵材料;
(4)導熱性好,導熱系數是硬質合金的20倍。隨著切削溫度的提高,PcBN導熱系數增大,而氧化鋁的導熱系數減小。因此PcBN刀具刀尖處熱量可以很快傳出去,有利于加工精度和抗機械磨損能力的提高;
(5)摩擦系數較低,立方氮化硼與不同材料的摩擦系數在0.1~0.3之間,大大小于硬質合金的摩擦系數(0,4~0.6),而且隨摩擦速度及正壓力的增大而稍有減小[4];
(6)可重磨,PcBN刀具的切削刃鑲嵌牢固,磨損后可采用180~240mesh的金剛石樹脂砂輪在普通工具磨床上刃磨,方便用戶,降低刀具成本
3 切削技術
現代制造業的快速發展和人們對高速切削、硬態加工、高穩定性加工及干式切削等先進切削加工理念的理解不斷深入,正在推動CNC加工技術的迅猛發展和數控機床的普遍使用,可實現高效率、高穩定性、長壽命加工的超硬材料的生產及應用也日漸普及,超硬刀具材料的應用也逐年快速增長。
日前,世界超硬刀具材料消耗量以8%~10%的速度增長,發達國家超硬刀具已占刀具市場的20%以上,而我國超硬刀具的市場份額還不到10%,這是一個很大的差距,也是一個很大的空間。
在機械加工制造領域,切削加工技術己進入高速銑削、CNC多功能切削、微細形狀/超精切削為代表的變革創新時期。未來切削加工的主流將是干式切削、硬態加工和高速切削相結合的效率高、能耗低、節約資源、減少污染的綠色切削,而PcBN刀具的一系列優點顯示其最符合綠色切削的要求[5]。
PcBN刀具主要用于加工鐵族硬韌性材料,其生產和應用發展極快。PcBN由于硬度高、紅硬性好,而且化學惰性高,適合加工各種難加工材料,如各種淬火鋼、各種噴涂(焊)材料、耐磨鑄鐵類材料、高溫合金、還可用于鈦合金、純鎳、純鎢以及其他材料加工[6]。可以預測,今后切削高速化的發展會更加迅猛,當1000m/min以上超高速切削時代到來時,PcBN將是強有力的刀具材料,具有非常大的優勢[7,8,9,10,11]。
由于PcBN加工的對象種類繁多,刀具材料的選擇就顯得尤其重要。根據體系中是否加入結合劑,可以把PcBN分為有結合劑的PcBN和純PcBN,近年來表面鍍覆的PcBN發展較快。
(1)有結合劑的PcBN
目前國內外PcBN的結合劑基本有兩種類型。第一種是由金屬及其合金組成的金屬結合劑。這種結合劑對提高PcBN的韌性起著良好的作用,但在高溫條件下結合劑會軟化,會降低PcBN的耐磨性。第二種是目前正在發展的陶瓷與金屬合金組成的結合劑。因為純陶瓷結合劑可以解決高溫條件下軟化的問題,但又帶來了抗沖擊性差,壽命短的問題。如將陶瓷與金屬組合起來,其特性有著明顯的不一樣。從目來看,有結合劑的PcBN正朝著高斷裂韌性、高耐磨性方向發展。
(2)表面鍍覆PcBN
表面鍍覆PcBN主要指在PcBN的表面,通過物理氣相沉積的方法,鍍覆一層13μm左右的陶瓷鍍層,如氮化物TiN,TiC等。有充分的證據說明,鍍層能夠提高PcBN切割工具的性能。
(3)純PcBN
由于有結合劑的PcBN中存在非cBN的組分,降低了cBN的硬度和強度,從而直接導致其耐磨性降低,因此純PcBN應運而生。
日本住友公司[22]2000年研制了幾乎全部為cBN的純PcBN,其cBN含量大于99.9%。由于它是采用六方氮化硼(hBN)由催化劑及高溫高壓下直接轉變為cBN,因此其硬度和熱穩定性遠遠大于普通的PcBN,如表1。
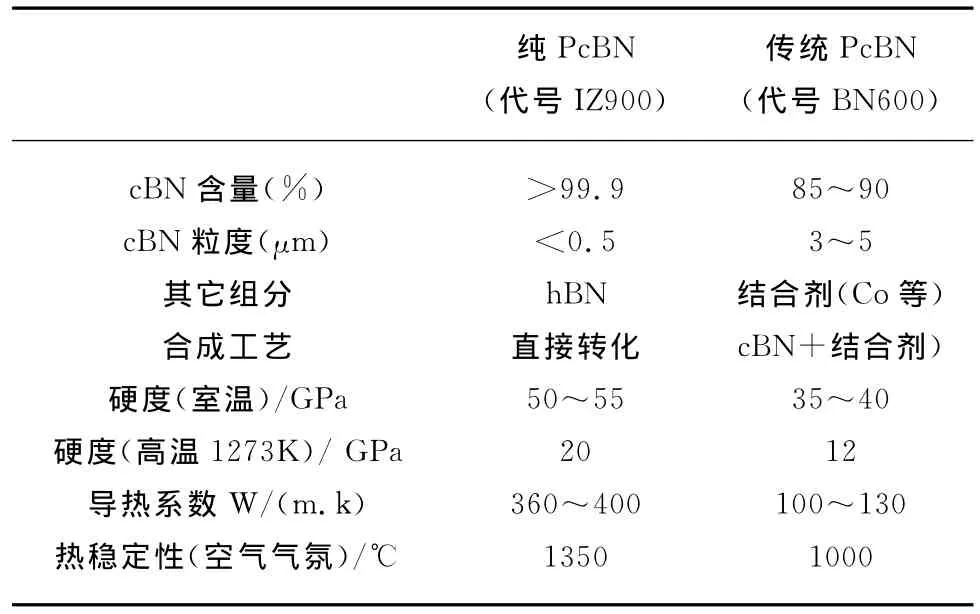
表1 純PcBN(代號IZ900)和傳統PcBN(代號BN600)的比較Table 1 Comparison of the pure PcBN (IZ900)and traditional PcBN (BN600)
PcBN工具材料的分類與應用
通常根據cBN的含量將PcBN工具材料分為高cBN含量和低cBN含量。這兩種PcBN的特點及應用范圍見表2[15]。
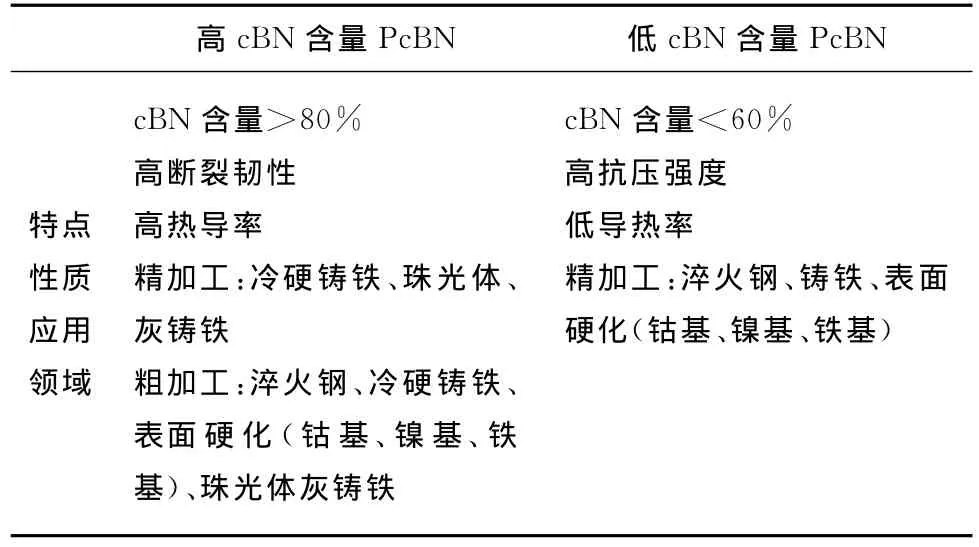
表2 高和低cBN含量PcBN切削材料的特點Table 2 The characteristics of PcBN cutting material with high and low cBN content
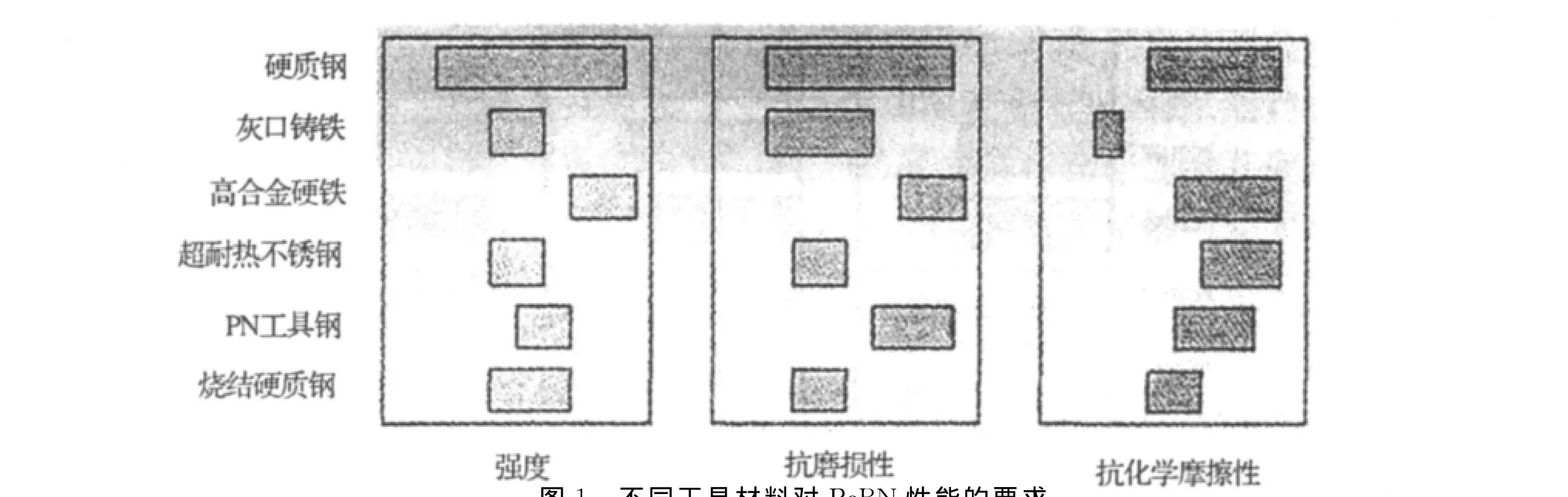
圖1 不同工具材料對PcBN性能的要求Fig.1 The requirements of PcBN performance with various tool materials
PcBN的三個關鍵性質:耐磨性、耐摩擦化學磨損性和強度,影響不同的PcBN在工具材料中的應用[16,17]。圖1列出了不同工具材料對PcBN的性能要求,硬化鋼加工具有最大的適應范圍,這是由不同的應用和工件材料的組織不同所決定的。硬化鋼的加工將是今后PcBN刀具研究的重點和主要應用領域。
鎳基高溫合金GH4159在–253℃~700℃具有良好的綜合性能,主要用來制造火箭發動機和噴氣發動機部件,是目前航空航天領域應用最廣泛的高溫合金。由于鎳基合金微觀結構中含碳化物硬質點、導熱率低、比容小、高溫強度高、剪切力高、黏性大,故在切削過程中有切削溫度高、加工硬化嚴重、易形成積屑瘤、塑性變形切削力大和精度不易保證等特點,是最難加工材料之一。目前國內外飛機制造公司均面臨該材料的加工問題[12,13]。
為此,國內外相繼研究采用新型高性能刀具材料加工高溫合金,其中PcBN就是加工高溫合金的理想材料。但目前有關影響PcBN刀具加工鎳基高溫合金切削性能因素的系統研究還較少,為使其在該領域能推廣應用,宋庭科等[3]采用三種不同牌號的PcBN刀具(De BeersDBW85,BZN6000和國產BTN100),對PcBN刀具車削鎳基高溫合金切削性能進行了研究,其結論是:
(1)車削鎳基高溫合金時,刀具磨損會隨著刀尖圓弧半徑的增大而減小,當半徑超過0.8mm時,磨損率會趨于平緩;負倒棱角度的增大或寬度的減小,會使刀具磨損減小。可選刀尖圓弧半徑R0.8~1.0mm,負倒棱 –280×0.1mm。
(2)BZN6000和BTN100刀具切削時,當切削速度超過56m/min時,會發生微崩刃和溝槽磨損,而DBW85磨損均勻。在相同切削條件下,DBW85的磨損最小,壽命最長,其次是BZN6000,BTN100最差。
(3)隨著切削速度的提高,各PcBN刀具的磨損均隨之增大;DBW85的磨損率最小,且在高速下的磨損比另兩種材質低速下的磨損量還小,適合鎳基高溫合金的高速磨削[14]。采用250m/min的線速度加工時,表現出的性能與陶瓷鍍層很類似。
4 cBN及其砂輪的優點
cBN及cBN砂輪有如下優點:
(1)在1200℃高溫下仍可保持硬度不變;
(2)cBN與碳元素的親和力小,所以十分適宜于磨削黑色金屬而能保持較高的耐用度;
(3)cBN砂輪的導熱性和熱穩定性好,可承受1300℃~1500℃的高溫,其導熱率是剛玉的45倍,特別適用于磨削熱敏性高的超硬高速鋼和高強度合金鋼等,而不產生磨削裂紋;
(4)cBN化學惰性強、穩定性好,特別是在磨削優質工具鋼、軸承鋼、合金鋼時,cBN砂輪磨耗極小;
(5)cBN砂輪磨削后的零件表面質量好,不易產生磨削燒傷裂紋及龜裂等缺陷,經cBN砂輪磨削過的工件表面呈壓應力狀態,并能提高零件的疲勞強度,可延長使用壽命30%~50%;
(6)適宜于高速或超高速磨削,其磨削效率較普通砂輪大大提高,磨削鋼材的磨削比是普通砂輪的150~200倍。
5 磨削技術
cBN磨料具有硬度高、熱導率高、化學惰性好、熱穩定性好等優點。在空氣中超過1200℃,cBN才開始失重,而金剛石600℃以上就開始碳化;cBN磨料在1100℃以下不與過渡金屬發生化學反應,因而在研磨或切削鐵質材料時不會出現粘屑現象。因此cBN磨料與金剛石磨料互補,是磨削硬且韌金屬的理想磨料。陶瓷結合劑具有耐熱性好、變形性小、多孔、化學性能穩定、膨脹系數可與cBN磨料良好匹配等特點。
陶瓷結合劑cBN砂輪是高速、高效、高精度、低磨削成本、低環境污染的高性能磨具,近年來已成為世界上競相研究開發的熱點和當代磨具產品發展的一個重要方向,目前在美國、日本、德國、英國等工業發達國家的軸承、汽車、工具等行業已進入規模應用或普及階段[18]。我國的陶瓷結合劑cBN磨具與囯外同類產品相比有較大差距,高端產品還主要依賴進口。
高速超高速磨削工藝技術的特點
高速超高速加工是近幾年迅猛發展的一項先進制造技術。按砂輪線速度的高低可將磨削分為普通磨削(Vs<45m/s)、高速磨削(45≤Vs<150m/a)和超高速磨削(Vs≧150/s)。日本普遍將砂輪圓周速度超過100m/s的磨削工藝稱為超高速磨削,在當前生產實踐中,高速和超高速的磨削速度一般在100~200m/s之間。超高速磨削技術是磨削工藝本身革命性的躍變,德國著名磨削專家T.Tawakoli博士將其譽為“現代磨削技術的最高峰”。日本先端技術研究學會把超高速磨削加工列為現代五大制造技術之一[19,20.21]。高速超高速磨削工藝有以下主要特點:①大幅度提高磨削效率,減少設備投入;② 磨削力小;③加工質量好;④ 磨損少,使用壽命長;⑤實現對難加工材料的磨削加工。
國內外成熟的使用經驗已證明,cBN砂輪磨削具有下述實用經濟價值:
(1)cBN砂輪特別適用于磨削熱敏性高的超硬高速鋼和高硬度合金鋼,而不產生磨削燒傷裂紋;
(2)特別是在磨削優質工具鋼、軸承鋼、鈦合金、鎳基合金時,cBN砂輪磨耗極小,不需要頻繁地修整砂輪,耐用度是普通砂輪的100~150倍;
(3)cBN砂輪磨削后的零件表面質量好,不產生磨削燒傷及龜裂等缺陷,并能提高零件的疲勞強度,可延長使用壽命30%~50%。如果用cBN砂輪磨削凸輪軸,不僅綜合成本降低50%,而且凸輪表面的疲勞強度提高了50%[22]。
淬硬鋼是典型的耐磨和難加工材料。淬硬零件的精加工工藝通常采用粗磨和精磨,但磨削工序加工效率低、砂輪及磨削液消耗量大、成本高、粉塵和廢液污染程度嚴重。硬態切削是指把淬硬鋼的切削加工作為半精加工或精加工的工藝方法。過去淬硬鋼零件的精加工一直是采用磨削完成,由于PcBN刀具的出現及數控機床等加工設備精度的提高,以硬態切削代替磨削來完成零件的最終加工已成為一種新的精加工途徑。
超高速磨削技術已被國際工程學會列為面向21世紀的中心發展方向。德國Junker公司1994年開發的快速點磨削(Quick-point Grinding)技術是超高速磨削又一新的應用形式。快速點磨削是集數控柔性加工技術、cBN超硬磨料、超高速磨削先進技術于一身的先進加工工藝,主要用于汽車、航空業軸、盤類零件加工[23]。
超高速磨削的效果不僅與超高速點磨削的工藝參數有關,而且與砂輪的磨料、結合劑、基體的選擇及其合理設計有關。其中,cBN磨料性能的好壞影響最為顯著。龐子瑞等人的研究結果顯示,部分國產單晶cBN磨料的常溫和高溫性能已達到相當高的水平,甚至超過了國外產品的性能。由于cBN磨料高溫性能的提高,在陶瓷cBN砂輪制作過程中可以適當提高燒結溫度以增加砂輪貼塊的強度。
高效深磨鈦合金。鈦及其合金以其比強度高、抗腐蝕性能好、無磁性、耐熱性能好、疲勞強度高等特性,在航空、航天、航海、國防、石油、化工等行業獲得了廣泛的應用[24~25]。然而,由于化學活性大、熱導率低、彈性模量低等特性,鈦合金加工存在很大困難,使其成為典型的難加工材料。
為此,黑華征等人[26]用陶瓷結合劑cBN砂輪進行了鈦合金超高速磨削工藝試驗。探討了砂輪線速度及進給速度對磨削力及比磨削能的影響,指出:
(1)將高效深磨技術應用于鈦合金材料的加工是一種切實可行的方法,能極大地提高鈦合金材料的加工效率。
(2)砂輪線速度增大,最大未變形切屑厚度減小,磨削力減小;同時,隨著工件進給速度和磨削深度的增大,最大未變形切削厚度增大,比磨削能減小。說明鈦合金宜采用高效深切磨削。
(3)在高速磨削條件下,保持高的材料去除率,增大工件進給速度,減小磨削深度,磨削力和比磨削能都會隨之下降。所以,在保證一定加工效率的前提下,磨削工藝宜選用較低的磨削深度,較大的工件進給速度[26]。
高速磨削鎳基高溫合金。鎳基高溫合金是一種典型的難加工材料,由于其具有優良的耐高溫強度、熱穩定性及抗熱疲勞特性,被廣泛應用于航空、宇航、船舶及化學工業中。在航空工業中,主要用于發動機的熱端部件,例如渦輪葉片、渦輪加力燃燒室及渦輪轉動軸等。
高速磨削是通過提高砂輪線速度來達到提高磨削效率和磨削質量的工藝方法。高速磨削可大幅度提高磨削生產效率,延長砂輪使用壽命,降低磨削表面粗糙度值,減小磨削力和工件受力變形,提高工件加工精度,降低磨削溫度,實現對難磨材料的高性能加工。
錢源等采用陶瓷cBN砂輪、電鍍cBN砂輪、釬焊cBN砂輪進行了高速磨削難加工材料試驗,并針對磨削力和磨削能進行了重點研究,指出:
(1)使用三種不同cBN砂輪在高速磨削條件下磨削高溫合金,從磨削力和比磨削能分析,單層釬焊cBN砂輪比陶瓷cBN砂輪和電鍍cBN砂輪更適合進行難加工材料高速磨削。
(2)隨著單層磨粒最大未變形切厚增大,比磨削能呈下降趨勢,并且下降的趨勢漸緩,這是由于在磨削過程中存在“尺寸受效應”,而且單顆磨粒切削厚度越小,材料越容易發生塑性變形,其消耗的能量越大。
(3)建立的砂輪磨削力和比磨削能公式與實驗結果有著很好的一致性,根據建立的理論公式優化磨削用量可以有效提高磨削效率[28]。
在磨削合金鋼零部件中的應用。在汽車、制冷、油泵油嘴等行業,廣泛使用扁平狀合金鋼零部件,如滑片、葉片、中間塊、錠子、轉子等。磨削扁平合金鋼工件所用的砂輪主要為:碳化硅、剛玉砂輪、研磨膏(砂)。這些砂輪加工效率低、成本高、工件表面質量差。為了改善這些狀況,有些廠家采用樹脂結合劑cBN砂輪,磨削工件質量有所提高,但仍存在磨削效率低,加工成本高的缺點,不能滿足用戶要求。
李德啟,石學民等針對上述情況研發陶瓷結合劑cBN端面砂輪,為精密雙面研磨機配套,可以達到提高生產效率、提高工件表面質量、降低加工成本之目的[28]。
6 結語
1.作為新一代刀具材料——超硬刀具材料必須具有卓越的抗沖擊 、耐磨性、化學穩定性等特點才能適應現在日益嚴酷的競爭環境。
2.超硬刀具的應用進一步推動對超硬刀具材料市場的需求,這勢必給超硬刀具材料生產者和超硬刀具制造者帶來前所未有的機遇,同時也面臨巨大的挑戰。
3.國內生產所遇瓶頸問題,具體體現在:
(1)原材料質量及質量穩定性無法控制;
(2)合成腔體擴大后,合成壓力和溫度均勻化技術有待改善;
(3)工藝技術精細控制程度有待提高;
(4)產品系列化研究工作有待加強。
4.高速cBN砂輪是實現綠色加工目標(加工時間少、生產效益高、環境污染小、綜合成本低)的有效手段,是實現綠色加工,促進綠色制造發展的利器。
5.制造與材料的關系密切,以金剛石和立方氮化硼為代表的超硬材料的出現,使高速和超高速加工干切削、精密和超精密加工技術得以發展,使超硬材料成為一門新興學科;超硬刀具在現代制造技術中的地位和作用是顯而易見的。
6.隨著我國航天航空、汽車制造工業高速發展,cBN砂輪的發展速度將會加快。例如,加工汽車發動機凸輪軸的160m/s超高速陶瓷結合劑cBN砂輪,加工飛機發動機不銹鋼葉片的陶瓷結合劑cBN砂輪等,將會很快得到推廣應用。
[1]劉明耀,魯濤,等.從新產品看我國高速高效精密超硬材料磨具制造技術的新發展[C].海峽兩岸超硬材料技術發展論壇論文集,2010,10:157-163.
[2]高富有,江曉樂,等.立方氮化硼刀具技術[J].工具技術,1992,26(3):39-41.
[3]吳湘檸.我國cBN刀具材料的現狀及發展趨勢[J].機械制造,1992(5):3-5.
[4]劉獻禮,肖露,等.PcBN刀具的發展性能及應用[J].現代制造工程,2002(1):38.
[5]苗志毅,馮克明.綠色切削與PcBN刀具切削技術[J].金剛石與磨料磨具工程,2004(5):54-57.
[6]朱從容.PcBN刀具及其應用[J].機械設計與機械工程,2001,30(2):66-68.
[7]姚俊青,張文娜,等.以β-Sialon結合的PcBN聚晶的制造[C].2011中國(鄭州)國際磨料磨具磨削技術發展論壇論文集,2011(11):52-57.
[8]劉明耀.我國超硬材料制品的新進展及發展趨勢[C].第四屆鄭州國際超硬材料及制品研討會論文集,2003:29-34.
[9]余東滿,高志華,等.超硬刀具材料的發展與應用[J].數字技術與機械加工工藝裝備,2010(11):7-9.
[10]鄧福銘,李劍,等.PcBN刀具在硬態切削中的應用[J].超硬材料工程,2010(1):36-39.
[11]李啟泉,張旺璽.PcBN加工淬硬鋼刀具材料的研究[C].2011中國(鄭州)國際磨料磨具磨削技術發展論壇論文集,2011(11):207-.212.
[12]鄭文虎,張玉林,等.難切削材料加工技術問答[M].北京:北京出版社,2001.
[13]荀志峰.K24條符鎳基高溫合金切削性能試驗研究[D].大連理工大學:碩士學位論文,2003.
[14]宋庭科,李嫚,等.金剛石與磨料磨具工程,2011(1):70-73.
[15]Hapin T,Byrne G,Barry J.The performance of PcBN in hard turning[J]IDR,2005(4):52-59.
[16]Sreejith P S,Krishnamurthy R,Malhotra S K,Effect of specific cutting pressure and temperature during machining of carbon/phenolic ablative.composite using PcBN tools[J].journal of Materials Processing Technology,2007,183(1):88-95.
[17]Okamura Katsumi,Kukino Satoru,Fukaya Tomohiro,New PcBN for heavy interrupted cutting of hardened steel[J]Materials Science Forum,2007:534-536.
[18]黃發平,洪永成,等.立方氮化硼(cBN)砂輪在汽車衛凸輪軸磨削加工中的應用研究[J].汽車制造與裝備,2005(4):37-41.
[19]李長河,修世超,等.高速超高速磨削工藝及其實現技術[J].金剛石與磨料磨具工程,2004(4):16-20.
[20]蔡光起,宋貴亮,等.超高速磨削工藝投技術[J].機械工藝師,1995(9).
[21]蔡光起.磨削技術與新進展[J].制造技術與機床,2000(5).
[22]魯濤,楊威.高速立方氮化硼砂輪與綠色加工[C].海峽兩岸超硬材料技術發展論壇論文集,2010:56-59.
[23]龐子瑞,劉曉玲,等.快速銑點磨陶瓷cBN砂輪磨料性能的實驗研究[J].金剛石與磨料磨具工程,2009(4):75-79.
[24]張喜燕,趙永慶,等.鈦合金及應用[M].北京:化學工業出版社,2005.
[25]萊因斯.C,皮特爾斯.M.鈦及合金[M].陳振華譯,北京:化學工業出版社,2005.
[26]黑華征,蘇宏華,等.cBN砂輪高效深磨TC4鈦合金的工藝試驗研究[C].海峽兩岸超硬材料技術發展論壇論文集,2010:270-274.
[27]錢源,徐九華,等.cBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能研究[J].金剛石與磨料磨具工程,2011(6):33-37.
[28]李德啟,石學民,等.陶瓷結合劑cBN雙端面砂輪在磨削合金鋼零部件中的研究與應用[C].第五屆鄭州國際超硬材料及制品研討會論文集,2008(9):185-188.