導光板模具冷卻水路的設計與分析
2013-06-06 04:33:58阮育煌王建宇
機電工程技術 2013年6期
阮育煌,王建宇
(東莞市奕東電子有限公司,廣東東莞 523120)
0 引言
模具溫度是影響注塑件的成型質量的重要因素,也是決定注塑成型周期長短的關鍵因素。模具溫度太高將導致冷卻時間延長,降低生產節拍,模具溫度太低又將影響熔體的流動性能,增大流動剪切力,容易造成填充不滿。因此,有效的冷卻系統的設計是高質量高效率注塑成型過程的關鍵,注塑模具冷卻系統的分析與合理設計就顯得非常重要[1]。
1 注塑模具熱平衡計算
注塑的成形條件與模具的熱平衡密不可分,即當流入模具的熱量與流出的熱量達到平衡時,就保持了一定的成形條件。以模具為熱傳遞中心考慮,其熱傳遞如圖1 所示。當熔體注射進入模具時,其熱量隨之流入模具,為保持一定的成形條件,一般通過在模具內開通冷卻水路進行冷卻,防止模具溫度的上升。
由圖1 可見,以模具為熱傳遞中心的熱量分為7 大部分,其中Q1為熔體流入的熱量,Q2為熱流道流入的熱量,Q1和Q2構成了注塑過程的熱量流入,Q3為對流引起的熱流動,即由模具外表面向空氣中散發的熱量,Q4為輻射引起的流出熱量,Q5為向注塑機模板的流出熱量,Q6為注塑件的熱量,Q7為冷卻水路帶走的熱量,一般注塑件頂出模具時的溫度比室溫高,因此模具的熱量被其帶出了一部分。根據熱平衡原理,由射入到模穴中熔體所具有的熱量Q1,加上熱流道所流入的熱量Q2,再減去流到模具周圍的熱量(Q3+Q4+Q5+Q6)的差,即為冷卻水路所帶走的熱量。
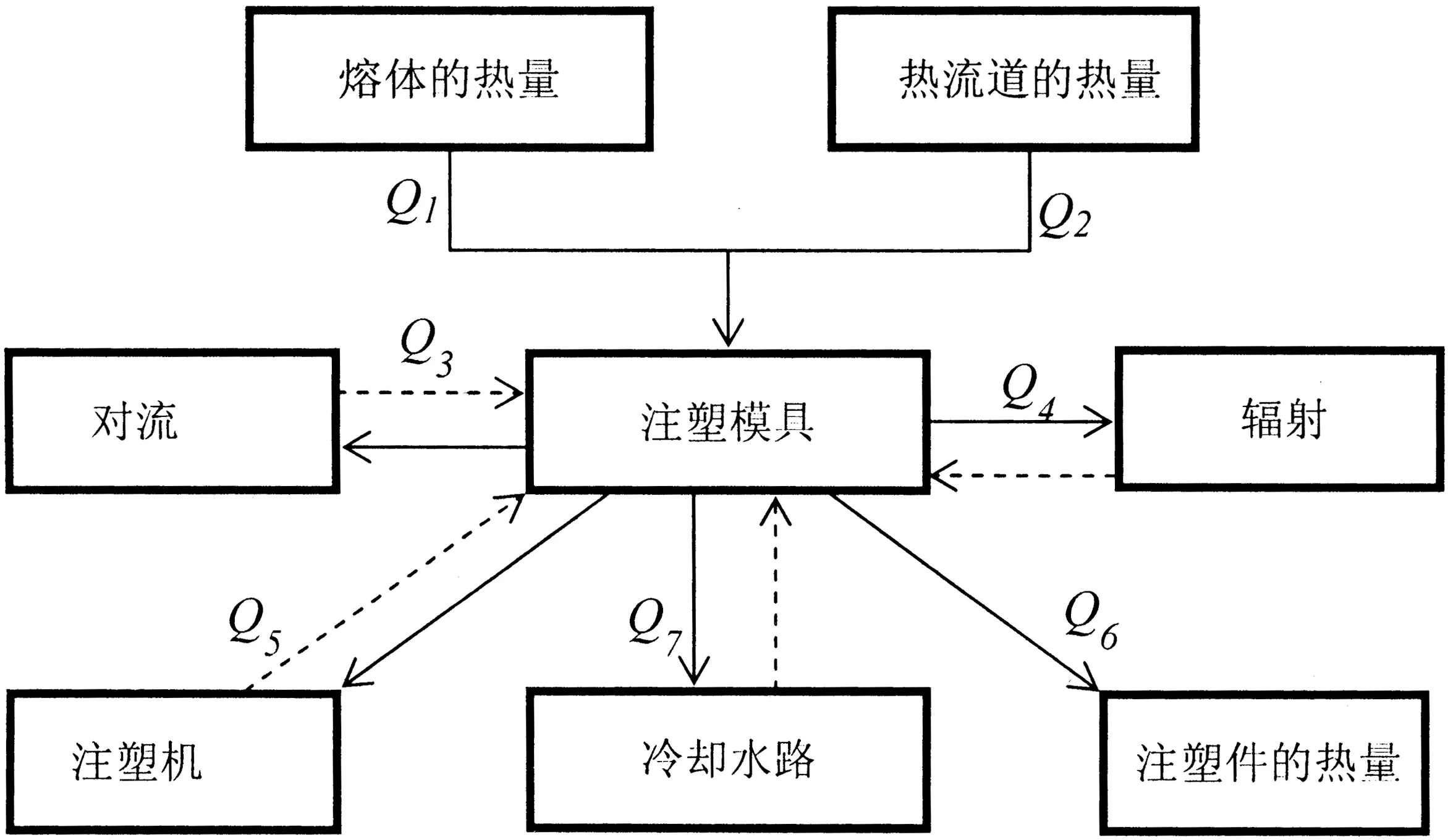
圖1 模具的熱傳遞

利用CAE 技術模擬注塑成型過程的溫度場情況,可以節省大量的計算工作,提高模具設計效率。冷卻過程的導熱控制方程如下[2]:

其中:kx、ky、kz分別為x、y 和z 方向的熱導率;x、y、z 為空間坐標;t 為時間,T 為溫度,ρ 為密度,CP為比熱容。
2 冷卻水路的設計
注塑件以相同的冷卻速度冷卻凝固,頂出時注塑件的各部分溫度均勻且不變形、不扭曲等是為理想的冷卻過程。模具的結構對其熱量分布的影響很大,一般鑲芯、斜頂以及筋等處熱量較為集中,必須在這些部位加強冷卻;同時型腔與型芯的溫度分布要均勻,型腔與型芯的溫差應控制在10℃以內。因此,水路設計時應考慮冷卻液的流動方向與熔體的流動方向的一致性,型腔與型芯水路的走向應一致,以便在有利于熔體充填模穴的同時最大效率地帶走熱量。對于大中型復雜的模具,應以澆口為中心分區域冷卻[3]。
模具的冷卻效果并不是冷卻水路的直徑越大越好,還要考慮冷卻水量,保證形成湍流所需要的流速以及產生這一流速所需要的壓力差。為了減少冷卻水的壓力損失,模具外圍連接冷卻水管的尺寸一定要大于或等于模具內部水路的尺寸。
冷卻水路盡可能地設計在與塑料熔體接觸的模具零件中,而不宜設計在與之相鄰的模板中,同時,水路與注塑件之間的間距不能太遠,太遠了熱傳導性降低,但間距太近又會使熔體對冷卻過于敏感,導致注塑件的內外壁高分子的松馳程度不同,容易引起制品開裂、變形等缺陷。根據公式計算結果及實踐經驗,一般冷卻水路與注塑件型腔壁的距離為水路直徑的2~3倍,水管間距為水路直徑的3~5倍較好。但對于冷卻水管的直徑大的情況,宜將水路的水管分布進行優化,以達到更好的冷卻效果,如圖2所示。
3 導光板冷卻水路設計及CAE分析
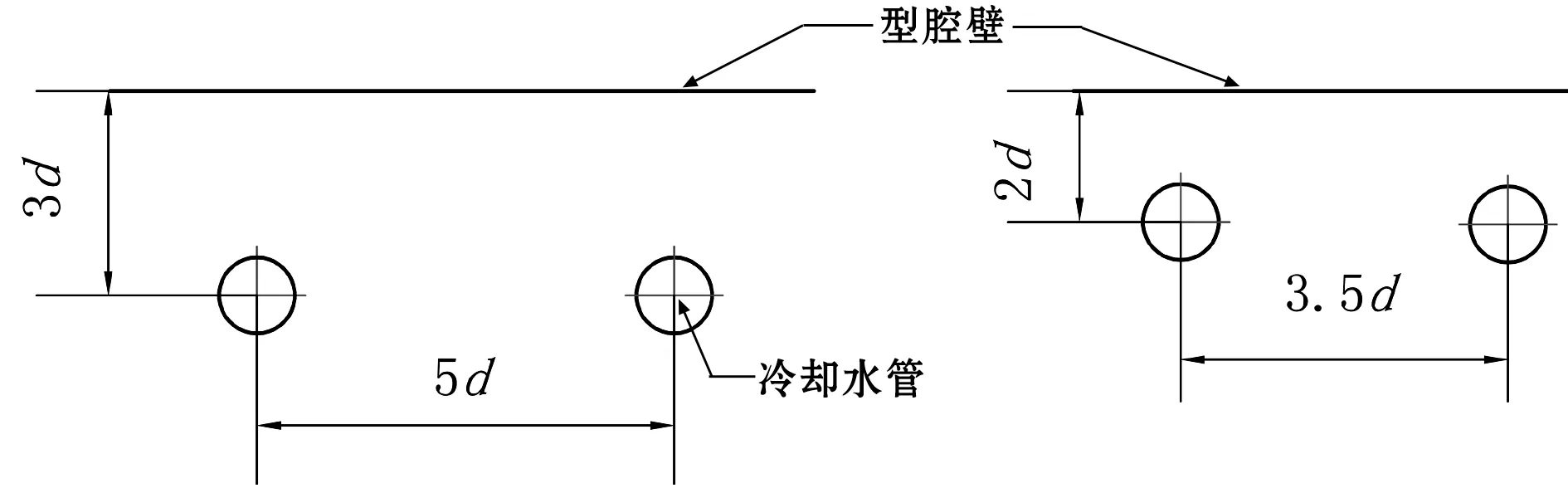
圖2 冷卻水路間距設計
本文以一薄壁導光板(42.3 mm×58.4 mm×0.4 mm)為實例,對冷卻水路進行CAE分析。基于產品的結構特征,采用表面冷卻水路分布方式進行設計,冷卻水路設計方案如圖3(a)所示。所用注塑材料為PC材料,熔體溫度為300 ℃,模具溫度為95 ℃,根據以上所述采用冷卻水管直徑為6 mm,冷卻介質為水,水溫為25 ℃,雷諾指數為6 000,冷卻水溫度的CAE 分析結果如圖3(b)示,制件的定模側與動模側在一個成型周期內的分析結果如圖4所示。
由圖4 可見,制件的定模側與動模側的溫度分布基本均勻,除澆口處溫度較高外,制件上的溫度分布較均勻。分析結果表明制件的溫度差在4 ℃以內,制件與流道澆口處的溫度差在10 ℃以內,冷卻效果較為理想。CAE 分析的進出水溫差在1 ℃以內,管道表面溫度差在3 ℃以內,冷卻效果比較顯著[4],能滿足生產需要。但冷卻流道澆口處的一組水管的管壁溫度略高(見圖5),這組水路需單獨控制。分析所得注塑件的冷卻時間為7 s,但考慮到流道澆口處壁厚較厚,溫度較高,實際操作中將分析所得冷卻時間延長至10 s。
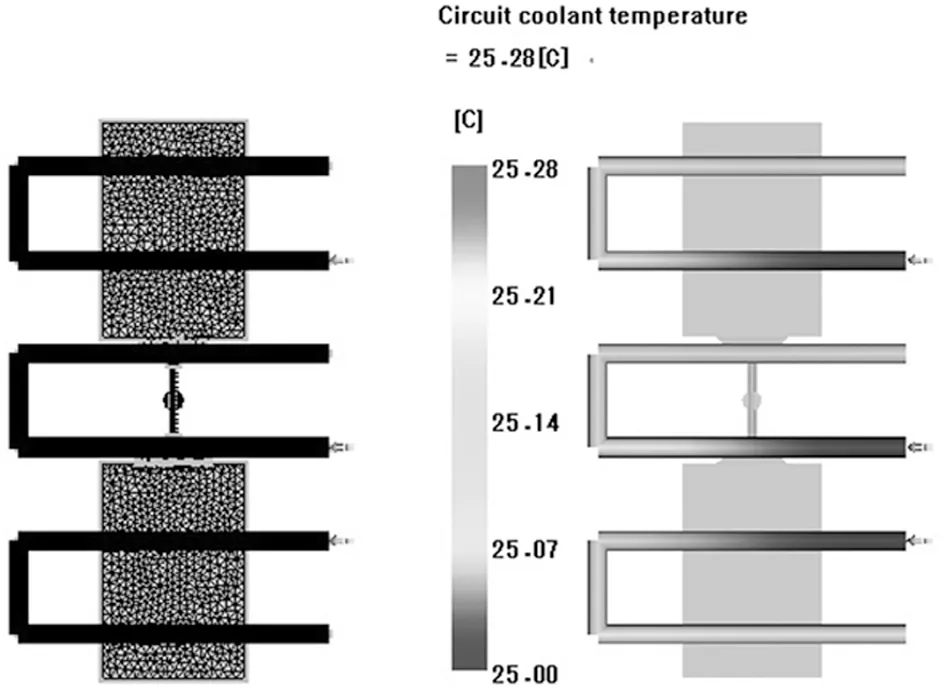
圖3 水路分布及其CAE分析

圖4 制件定模側與動模側溫度分布

圖5 冷卻水管管壁溫度
4 小結
冷卻周期在注塑件的成型周期占大比重,直接影響注塑件成型周期的長短。合理高效的冷卻水路設計可以有效地提高注塑生產效率,降低生產成本。CAE 數值模擬分析軟件的應用可以提高注塑模具冷卻水路設計的合理性,提高模具的設計效率,縮短模具的設計周期。
[1]李德群,唐志玉.中國模具設計大典:第2 卷[M].南昌:江西科學技術出版社,2003.
[2]申長雨.塑料模具計算機輔助工程[M].鄭州:河南科學技術出版社,1998.
[3]李永梅,林彬,李延杰.塑料模具冷卻系統的設計[J].工程塑料應用,2006,34(4):48-50.
[4]單巖,王蓓.Moldflow 模具分析技術基礎[M].北京:清華大學出版社,2004.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
