不同初始張緊狀態(tài)下內(nèi)圓鋸片刀刃的磨損研究
2013-06-26 11:34:28黃蕊慰
裝備制造技術 2013年6期
黃蕊慰
(惠州市質(zhì)量計量監(jiān)督檢測所,廣東 惠州516001)
內(nèi)圓鋸切具有切片精度高,成本低,晶向便于調(diào)整和適合小批量多規(guī)格晶體加工的優(yōu)點,已廣泛應用于半導體晶棒的切片加工工序中。內(nèi)圓鋸切使用的鋸片是一種基體極薄的金剛石刀具,在內(nèi)圓刃口處電鍍有一層厚度約為0.20~0.32 mm,寬度約為2.5 mm的鎳基金剛石復合鍍層,是鋸切過程中實際進行加工的部位。由于基體極薄,加工前必須對其進行適當初始張緊,以增強鋸片的剛性和保證內(nèi)圓刀刃的圓度,確保加工過程的穩(wěn)定可靠。液壓張緊和機械張緊是兩種主要的鋸片初始張緊方式[1~2],而且機械張緊較液壓張緊具有張緊可靠,張力大和剛性強的優(yōu)點,因此目前應用較多。在實際生產(chǎn)中,衡量鋸片初始張緊狀態(tài)合格與否的主要指標是內(nèi)圓刀刃擴張量。在鋸切加工過程中,鋸片的磨損主要表現(xiàn)為刀刃的磨損,刀刃的磨損狀態(tài)是影響鋸切加工穩(wěn)定性和工件加工品質(zhì)的一個重要因素。
本文通過實驗加工和掃描電鏡(SEM)觀測,對正常初始張緊狀態(tài)和非正常初始張緊狀態(tài)下的鋸片刀刃磨損微觀形貌進行觀察,分析研究不同初始張緊狀態(tài)下鋸片刀刃的磨損狀況,以對鋸片磨損機理建立較清楚的認識,為改善鋸片磨損狀況,提高加工質(zhì)量,延長鋸片使用壽命奠定基礎。
1 實驗
本文的鋸切加工實驗在臥式切片機STC-16上開展,將鋸片安裝在切片機主軸上,并采用機械張緊的方式對鋸片進行初始張緊,使鋸片具備一定的初始應力,以增強徑向剛性和保持內(nèi)圓刀刃的圓度。鋸片結(jié)構(gòu)如圖1所示,采用以下鋸切條件進行加工:鋸片內(nèi)徑153 mm、外徑422 mm,鋸片基體厚度0.12 mm,鋸片刀刃金剛石鍍層厚度0.29 mm、寬度2.5 mm,金剛石粒度60~80μm,硅晶棒直徑52 mm,主軸轉(zhuǎn)速1 800 rpm,徑向進給速度50 mm/min,在加工過程中,刀刃區(qū)域采用的冷卻方式是自來水冷卻。
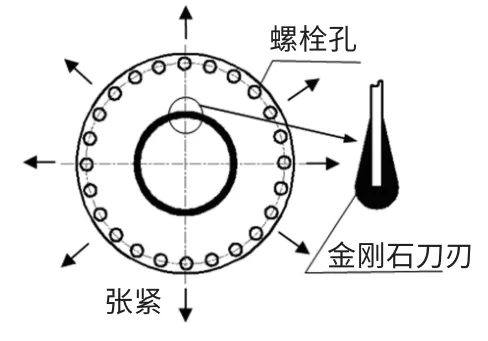
圖1 內(nèi)圓鋸片
2 正常初始張緊狀態(tài)下內(nèi)圓鋸片刀刃的磨損
對內(nèi)圓鋸片進行機械張緊,張緊后將內(nèi)圓刀刃的圓度誤差控制在0.005 mm[3]以內(nèi),以達到正常鋸切加工所需的初始張緊狀態(tài)。對硅晶棒進行切片加工,選取三片加工過的內(nèi)圓鋸片,采用掃描電鏡(SEM)對刀刃進行微觀形貌觀察。三片鋸片分別為鋸切了10片硅晶片后的鋸片、鋸切了600片硅晶片后的鋸片以及鋸切了2 670片硅晶片并開始失效的鋸片。
2.1 刀刃磨損表面特征
對刀刃的側(cè)表面和頂表面進行微觀形貌觀察,如圖2所示,刀刃的磨損具有以下的表面特征:一是在刀刃的側(cè)表面上,可以觀察到一些剝落的金屬結(jié)合劑碎屑或硅晶片碎屑,金屬結(jié)合劑上和金剛石磨粒周邊區(qū)域上分布著很多龜裂裂紋,磨損形貌以金屬結(jié)合劑龜裂和部分金剛石顆粒脫落為主。切屑容易在這樣的側(cè)表面殘留并形成堵塞,不利于加工散熱和金屬結(jié)合劑的適當剝落以保持金剛石的出刃高度,也會造成鋸片軸向力的不平衡形成軸向偏擺。二是在刀刃的頂表面上,可以觀察到完整的金剛石磨粒、金剛石磨粒的微破碎、金剛石磨粒的大破碎、金剛石磨粒的脫落凹坑、金屬結(jié)合劑的磨耗磨損和金屬結(jié)合劑上分布的龜裂裂紋等形貌,磨損形貌較側(cè)表面的磨損形貌類型多,表明受力狀況復雜,是加工受力的主要部位。
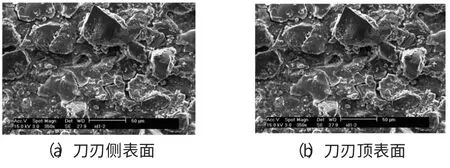
圖2 刀刃磨損表面微觀形貌
2.2 刀刃磨損類型
通過對三片內(nèi)圓鋸片刀刃磨損微觀形貌的大量觀察,在內(nèi)圓鋸片整個正常工作壽命周期內(nèi),刀刃的磨損類型主要是金剛石磨粒微破碎、金剛石磨粒大破碎、金剛石磨粒磨鈍、金剛石磨粒脫落、金屬結(jié)合劑龜裂和金屬結(jié)合劑磨耗磨損,如圖3所示。

圖3 正常初始張緊狀態(tài)下刀刃磨損微觀形貌類型
依據(jù)刀刃磨損微觀形貌的不同,可將內(nèi)圓鋸片的加工過程分為三個階段,分別是初始加工階段、中間加工階段和末尾加工階段。在初始和末尾加工階段,刀刃的磨損形式主要是金剛石磨粒脫落、金屬結(jié)合劑龜裂剝落和金剛石磨粒大破碎。其中,在初始加工階段,刀刃表面金剛石出刃高度不均勻一致,加工時鋸切力急劇變化,部分內(nèi)部有缺陷的金剛石磨粒在出刃高度過大時,受力作用下容易出現(xiàn)較大的局部破碎,金屬結(jié)合劑也會因鋸切力的變化沖擊產(chǎn)生龜裂裂紋,造成結(jié)合劑剝落和金剛石磨粒脫落,但隨著加工的繼續(xù)進行,金剛石出刃高度逐漸趨于均勻一致,鋸切力平穩(wěn),鋸片隨即進入正常加工階段。在末尾加工階段,刀刃經(jīng)過復雜受力過程后,金屬結(jié)合劑會因為工件的摩擦作用以及切屑和金剛石碎屑的沖刷研磨作用而出現(xiàn)機械磨損,當磨損達到一定程度時,對金剛石磨粒的有效包裹能力將大幅降低,致使金剛石磨粒未經(jīng)歷微破碎、大破碎和磨鈍的過程,在沒有起到加工作用的情況下就過早脫落。在中間加工階段,刀刃上分布著以上各種類型的磨損形式,各種類型的磨損交替出現(xiàn),確保了適當?shù)慕饘俳Y(jié)合劑剝落和金剛石磨粒破碎、脫落與出刃。適當程度的金剛石磨粒微破碎和脫落有助于鋸片的自銳,降低鋸切力。
3 非正常初始張緊狀態(tài)下內(nèi)圓鋸片刀刃的磨損
為了研究非正常初始張緊狀態(tài)下刀刃的磨損情況,對內(nèi)圓鋸片進行機械張緊時,將張緊后內(nèi)圓刀刃的圓度誤差控制在0.01 mm左右,偏離正常鋸切加工所需的初始張緊狀態(tài)。對硅晶棒進行切片加工,加工過程中鋸片劇烈振動,在加工到第五片硅晶片時,硅晶片出現(xiàn)崩裂現(xiàn)象,此時即刻停止了切片加工,并采用掃描電鏡(SEM)對該鋸片的刀刃進行了微觀形貌觀察。
由刀刃的微觀形貌圖可見(如圖4所示),大量未出刃的金剛石磨粒仍被龜裂的金屬結(jié)合劑包裹著,同時金屬結(jié)合劑層上分布著很多金剛石磨粒脫落后留下的凹坑。此時刀刃的磨損形式主要是金屬結(jié)合劑的龜裂和金剛石磨粒的脫落。非正常初始張緊狀態(tài)下,由于內(nèi)圓刀刃的圓度誤差較大,引起刀刃所受載荷大幅波動,造成切片加工過程中鋸片的強烈振動,這種振動沖擊引發(fā)金屬結(jié)合劑龜裂裂紋的不斷產(chǎn)生并向外擴展,無法有效包裹金剛石磨粒,使大量金剛石磨粒在未完全經(jīng)歷切削過程的情況下就過早脫落,致使刀刃迅速磨損,無法進行正常的切片加工。可見,內(nèi)圓鋸片的初始張緊質(zhì)量對鋸片刀刃的磨損有著顯著的影響。

圖4 非正常初始張緊狀態(tài)下刀刃磨損微觀形貌
4 結(jié)束語
通過上述分析,我們可以得出以下結(jié)論:
(1)內(nèi)圓鋸片鋸切加工硅晶棒后刀刃的磨損形式主要有以下幾種類型:金剛石磨粒微破碎、金剛石磨粒大破碎 金剛石磨粒磨鈍 金剛石磨粒脫落 金屬結(jié)合劑龜裂和金屬結(jié)合劑磨耗磨損。
(2)在正常初始張緊狀態(tài)下,依據(jù)內(nèi)圓鋸片刀刃磨損微觀形貌的不同,可將內(nèi)圓鋸片的加工過程分為三階段。初始和末尾加工階段的刀刃磨損形式主要是金剛石磨粒脫落、金屬結(jié)合劑龜裂剝落和金剛石磨粒大破碎。中間加工階段,刀刃磨損形式類型較多,各種類型的磨損交替出現(xiàn),確保了適當?shù)慕饘俳Y(jié)合劑剝落和金剛石磨粒破碎、脫落與出刃。
(3)在非正常初始張緊狀態(tài)下,刀刃所受載荷波動幅度大,鋸片振動劇烈,大量金剛石磨粒在未完全經(jīng)歷切削過程的情況下就過早脫落,刀刃磨損迅速,切片加工無法正常進行。
(4)載荷變化帶來的振動沖擊對刀刃磨損具有顯著影響。通過提高初始張緊品質(zhì),可減少刀刃圓度誤差引起的振動沖擊;通過適當?shù)男薜叮蓽p弱刀刃表面金剛石出刃高度不均勻一致造成的振動沖擊。
[1]種寶春.內(nèi)圓切片機的張刀對切片的影響[J].集成電路應用,2002(9):60-62.
[2]蔡鑫泉.硅片的磨割加工[J].電子工藝專業(yè)設備,1992,21(8):29-34.
