數控銑削加工精度與加工誤差分析
2013-06-26 11:38:02董金偉
裝備制造技術 2013年6期
董金偉
(濟鋼集團有限公司計量質檢中心,山東 濟南250101)
數控銑床就是按照加工要求預先編制程序,由數字控制系統發出數字量作為指令信息對工件進行自動加工的銑床。在整個數字控制系統中,將主軸起停、主軸變速、進退刀、刀具與工件相對位移等操作都用數字化來表示,大大的提高了整個加工過程中的穩定性,從而提高了數控銑削的加工精度,減小了加工誤差。但是,由于存在數控銑床本身的精度和加工過程中的控制誤差,所以,提高加工精度和降低加工誤差仍是反映數控銑床加工能力的重要方面。
1 數控銑的基本工作原理
銑床的加工表面形狀一般是由直線、圓弧或其他曲線所組成。普通銑床操作者根據圖樣的要求,不斷改變刀具與工件之間的相對位置,再與選定的銑刀轉速相配合,使刀具對工件進行銑削加工,便可加工出各種不同形狀的工件。數控機床加工是把刀具與工件的運動坐標分割成最小的單位量,即最小位移量,由數控系統根據工件程序的要求,使各坐標移動若干個最小位移量,從而實現刀具與工件的相對運動,以完成零件的加工。如圖1所示的凸輪曲線L,要求刀具T沿工件的曲線軌跡運動進行銑削加工。
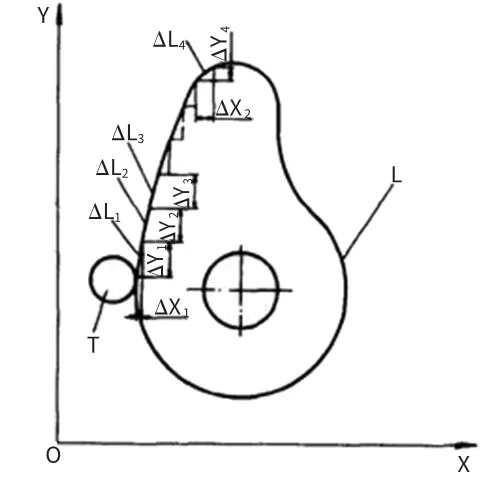
圖1 數控機床加工曲線的原理
在數控銑床加工時,根據工件圖樣工藝要求,將銑床各運動部件的移動量、速度及動作先后程序、主軸轉速、轉向及冷卻等要求,以規定的數控代碼形式編制程序單,并輸入到機床專用計算機中。然后,數控系統根據輸入的指令,由機床專用計算機進行編譯、運算和邏輯處理后,輸出各種信號和指令,控制機床各個部分進行規定的位移和有序的動作。由數控系統送出的指令脈沖,經驅動電路控制和放大后,使伺服電動機轉動,通過齒輪副(或直接)經滾珠絲杠,驅動銑床K、Y(頭架滑板)和Z方向的工作臺。再與選定的主軸轉速相配合,便可加工出各種不同形狀的工件。

圖2 伺服電動機傳動原理
2 數控銑床系統誤差對加工誤差和加工精度的影響及補償
2.1 數銑工藝系統的幾何誤差
由于數控銑床系統中各組成環節的實際幾何參數和位置相對于理想幾何參數和位置也會發生偏離而引起誤差,所以也會存在幾何誤差。
例如螺距誤差,在數控銑床的定位精度主要取決于絲杠,目前使用的高精密滾珠絲杠也會存在一定的螺距誤差。為了減小這種影響,一般采用螺距誤差補償,主要是將某軸的實際運動位置和高精度測量系統測量結果進行對比,并記錄對比誤差,這樣數控系統可在該軸運動到該位置時自動進行誤差補償。
又例如數控銑床關鍵部位加工精度決定了數銑工件的加工精度等級。目前簡易型數銑其最小運動分辨率為0.01 mm,運動精度和加工精度都在0.03 mm以下,超精密型用于特殊加工其精度可達0.001 mm以下。
由表1可以看出,定位精度和重復定位精度綜合反映了該軸在加工過程中是否穩定可靠的工作。

表1 數控銑床精度特征
2.2 數銑工藝系統受力變形引起的誤差
數銑工藝系統在切削力、夾緊力、重力和慣性力等作用下會產生變形,從而破壞工藝系統各組成部分的相互位置關系,產生加工誤差并影響加工過程的穩定性。其補償措施有:
(1)提高接觸剛度,改善機床主要零件接觸面的配合品質,如機床導軌及裝配面進行刮研。
(2)設輔助支承,提高局部剛度,如細長軸加工時采用跟刀架,提高切削時的剛度。
(3)采用補償或轉移變形的方法。
2.3 數銑工藝系統受熱變形引起的誤差
在加工過程中,由于受切削熱、摩擦熱及工作場地周圍熱源的影響,工藝系統的溫度會產生復雜的變化。在各種熱源的作用下,工藝系統會發生變形,導致改變系統中各組成部分的正確相對位置,使工件與刀具的相對位置和相對運動產生誤差。補償措施有:
(1)機床結構設計采用對稱式結構。
(2)采用主動控制方式均衡關鍵件的溫度。
(3)采用切削液進行冷卻。
(4)加工前先讓機床空轉一段時間,使之達到熱平衡狀態后再加工。
(5)改變刀具及切削參數。
(6)大型或長工件,在夾緊狀態下應使其末端能自由伸縮。
(7)熱變形補償,例如通過測量機床主要部件的溫度變化和熱變形量,建立熱變形量與溫度的函數式并輸入系統,在加工過程中通過溫度測量進行相應的補償。
3 數控編程工藝對加工誤差和加工精度的影響及補償措施
3.1 加工路線因素
(1)進退刀方式對工件輪廓加工精度影響較大,由于存在刀具直徑、機床進給速度突變等原因,所以盡可能采取圓弧切入切出。
(2)數銑加工盡量采用順銑,這樣有利于提高加工表面品質,同時也可以提高刀具壽命。但有些情況下卻應該采用逆銑的方式,例如工件表面有硬化或夾砂時,需要采用逆銑,這樣可以防止刀具損傷;加工非金屬材料特別是含纖維材料時,采用逆銑才可完全切斷纖維,獲得較高的加工精度,如圖3所示。

圖3 順銑和逆銑
(3)如圖4所示,在數銑孔的路線選擇中,如果對位置精度要求不高的話,應選擇4(a)圖中所示的,雖然采用了最短加工路線,但會產生Y向誤差;如果對位置精度要求較高,則應選擇4(b)圖中所示加工路線,雖然加工路線較長,但避免了Y向誤差。
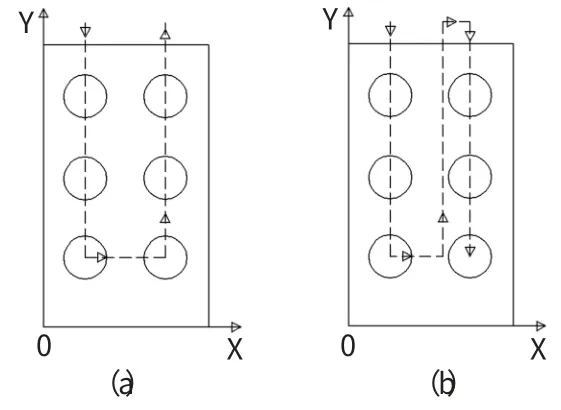
圖4 數銑孔加工路線選擇
3.2 編程原點的確定
編程原點存在尺寸公差換算所引起的誤差,所以編程原點的選擇直接影響零件加工誤差和精度。補償措施有:
(1)為避免尺寸鏈換算,應選取數值計算簡單的點。
(2)盡量選擇精度較高的表面。
(3)盡可能選擇設計基準或工藝基準。
4 工件本身和人為因素對數銑加工精度和加工誤差的影響和補償
4.1 工件內應力引起的加工誤差
內應力是工件自身的誤差因素。工件經過冷熱加工后會產生一定的內應力。通常情況下,內應力處于平衡狀態,但對具有內應力的工件進行加工時,工件原有的內應力平衡狀態被破壞,從而使工件產生變形。補償措施有:
(1)合理設計零件結構,設計零件時盡量簡化零件結構。
(2)合理安排工藝過程,如粗精加工分開,使粗加工后有充足的時間讓內應力重新分布,保證工件充分變形,再經精加工后,就可減少變形誤差。
(3)對工件進行熱處理和時效處理。
4.2 測量誤差
在工序調整及加工過程中測量工件時,由于測量方法、量具精度及工件和環境溫度等因素對測量結果準確性的影響而產生的誤差,都統稱為測量誤差。
5 結束語
除了上述數銑機床本身系統誤差和編程工藝誤差和人為誤差外,還有其他一些因素,在實際的加工過程中都要考慮進去,這就需要在進行加工過程中,能夠了解并有效地限制這些因素,才能減小加工誤差,提高加工精度。
[1]盛 精,黃叢林,劉 超,等.基于切削溫度的切削用量優化的實踐與研究[J].中國機械工程,2012(17):887-88.
[2]邱宏峰,姜偉軍,劉小芳.機械產品中特殊孔加工的夾具制作[J].職業,2012(24):90-92.
[3]姜偉軍,邱宏峰.三爪卡盤夾頭鑰匙圓柱面橫孔加工鉆模設計與制作[J].職業,2012(24):145-146.
[4]高金華.一種快速可調式活絡壓板的設計與應用[J].機械制造與自動化,2012(04):198-199.
[5]朱敏紅,徐 云,王祥鑫.薄壁套的加工工藝與夾具設計[J].機械制造與自動化,2012(04):116-117.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
