用三坐標(biāo)測(cè)量機(jī)對(duì)特型零件測(cè)量的研究
2013-06-26 11:38:08李巖松
裝備制造技術(shù) 2013年6期
董 宇,李巖松
(1.人民解放軍駐沈陽(yáng)飛機(jī)工業(yè)集團(tuán)有限公司軍代表室,遼寧 沈陽(yáng)110034;2.沈陽(yáng)亞特重型裝備制造有限公司,遼寧 沈陽(yáng)110135)
三坐標(biāo)測(cè)量機(jī)作為現(xiàn)代大型精密儀器,已越來(lái)越顯示出其重要性和廣闊的發(fā)展前景。其可方便地進(jìn)行空間三維尺寸的測(cè)量,可實(shí)現(xiàn)在線(xiàn)檢測(cè)及自動(dòng)化測(cè)量。其優(yōu)點(diǎn)體現(xiàn)為:
(1)通用性強(qiáng),可實(shí)現(xiàn)空間坐標(biāo)點(diǎn)位的測(cè)量,方便地測(cè)量出各種零件的三維輪廓尺寸和位置精度;
(2)測(cè)量精確可靠;
(3)可方便地進(jìn)行數(shù)據(jù)處理與程序控制。因而其可納入自動(dòng)化生產(chǎn)和柔性加工線(xiàn)中,并成為一個(gè)重要的組成部分。
進(jìn)入60年代以來(lái),工業(yè)生產(chǎn)有了很大的發(fā)展,特別是機(jī)床、機(jī)械、汽車(chē)、航空航天和電子工業(yè)興起后,各種復(fù)雜零件的研制和生產(chǎn)需要先進(jìn)的檢測(cè)技術(shù)與儀器,因而體現(xiàn)三維測(cè)量技術(shù)的三坐標(biāo)測(cè)量機(jī)應(yīng)運(yùn)而生,并迅速發(fā)展和完善。本文針對(duì)難測(cè)量、難擺放零件及特殊位置孔的測(cè)量進(jìn)行研究,對(duì)本文相似零件有很好的參考價(jià)值。
1 復(fù)雜零件的測(cè)量難度
隨著三坐標(biāo)測(cè)量機(jī)的發(fā)展與普及,其作為一種全新的測(cè)量手段,要求必須有全新的與其相關(guān)的測(cè)量方法及測(cè)量思維,我選用了圖1所示的零件作為特例來(lái)進(jìn)行說(shuō)明。

圖1 測(cè)量零件示意圖
該零件的測(cè)量難度敘述幾種在以下幾點(diǎn):
(1)零件的擺放。由于該零件2個(gè)方向都有孔,所以零件的擺放一定要注意,首先是要保證能夠測(cè)量所有孔,二是要保證能夠方便建立坐標(biāo)系。
(2)坐標(biāo)系的建立。該零件為5坐標(biāo)加工的零件,其兩個(gè)側(cè)面都是NC曲面,曲面2上8個(gè)孔都為矢量孔,該零件在加工為成品后,已經(jīng)失去了原有的加工基準(zhǔn),同時(shí),在設(shè)計(jì)上也沒(méi)有設(shè)計(jì)基準(zhǔn)供測(cè)量使用。所以,該零件在坐標(biāo)的建立上已經(jīng)不能采取普通的建坐標(biāo)系的方法。
(3)孔的測(cè)量。由于曲面2上8個(gè)孔都為矢量孔,首先就要解決如何以最簡(jiǎn)單的方法將各孔矢量方向輸入程序中,同時(shí)各矢量角度偏差很大,一個(gè)測(cè)頭方向已經(jīng)不能滿(mǎn)足需要,測(cè)頭的方向要與孔的矢量方向盡量一致,否則小則影響測(cè)量,產(chǎn)生測(cè)量偏差,大則碰撞測(cè)頭,對(duì)機(jī)床造成傷害。
(4)孔的評(píng)價(jià)。由于在設(shè)計(jì)上這12個(gè)孔都為NC加工孔,沒(méi)有孔距,不能像其它圖紙的孔以孔距來(lái)評(píng)價(jià)。
2 測(cè)量方案制定
2.1 建立坐標(biāo)系
曲面1為一直平面,上面4個(gè)孔都垂直于平面,將Z面建立在曲面1上,將零件Z方向建立與機(jī)床Y方向一致,可以解決孔的測(cè)量問(wèn)題,同時(shí)也給測(cè)頭足夠的空間來(lái)進(jìn)行偏擺。將零件原點(diǎn)放在曲面1的一個(gè)孔上,將X方向定義為從原點(diǎn)指向另一孔中心的方向上,至此,零件坐標(biāo)系的建立已經(jīng)完成。零件的擺放及坐標(biāo)系如圖2所示。
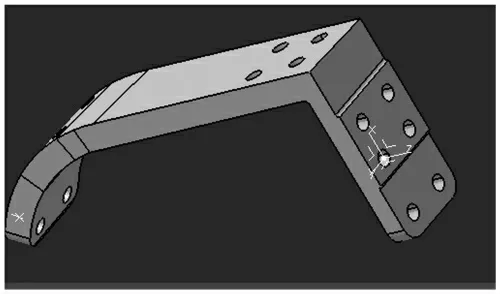
圖2 零件的擺放及坐標(biāo)系的建立
2.2 測(cè)頭偏擺
在零件擺放好后,要對(duì)測(cè)頭的偏擺進(jìn)行設(shè)計(jì),以測(cè)量所有孔及數(shù)據(jù)點(diǎn)。首先測(cè)量曲面1、相鄰兩曲面及其上的6個(gè)孔的測(cè)頭角度直接可以定義為A90B0,可以滿(mǎn)足這一側(cè)面的所有數(shù)據(jù)點(diǎn)及孔的測(cè)量要求。而曲面2,對(duì)數(shù)據(jù)點(diǎn)的測(cè)量及前4個(gè)孔的測(cè)量,測(cè)頭角度定義為A0B0就可以滿(mǎn)足要求,但對(duì)后四個(gè)孔的測(cè)量A0B0角已經(jīng)無(wú)法滿(mǎn)足要求,通過(guò)數(shù)模測(cè)量后,得到4個(gè)孔相對(duì)零件Z面的角度分別為14.7°及44.65°,所以另外設(shè)計(jì)兩個(gè)測(cè)頭角度A15B180、A45B180用于完成另外4個(gè)孔的測(cè)量任務(wù)。這樣,所有NC曲面的數(shù)據(jù)點(diǎn)及矢量孔的測(cè)頭偏擺已經(jīng)做完。
2.3 測(cè)量數(shù)據(jù)的提取及格式化
在數(shù)據(jù)的提取上,本著最大分布于被測(cè)曲面的原則,在曲面1一側(cè)提取了8個(gè)數(shù)據(jù)點(diǎn),在曲面2一側(cè)提取了10個(gè)點(diǎn),在對(duì)孔的處理上,提取了14個(gè)孔的孔中心坐標(biāo)及孔的矢量方向,并將點(diǎn)坐標(biāo)格式化為:PNTn X,Y,Z,I,J,K格式。同時(shí)將數(shù)據(jù)點(diǎn)分文件處理,曲面1一側(cè)測(cè)量點(diǎn)數(shù)據(jù)為一個(gè)文件,孔位數(shù)據(jù)為一個(gè)文件,曲面2一側(cè)測(cè)量點(diǎn)數(shù)據(jù)為一個(gè)文件,孔位數(shù)據(jù)為一個(gè)文件,共4個(gè)文件,以方便數(shù)據(jù)的讀入與數(shù)據(jù)處理。
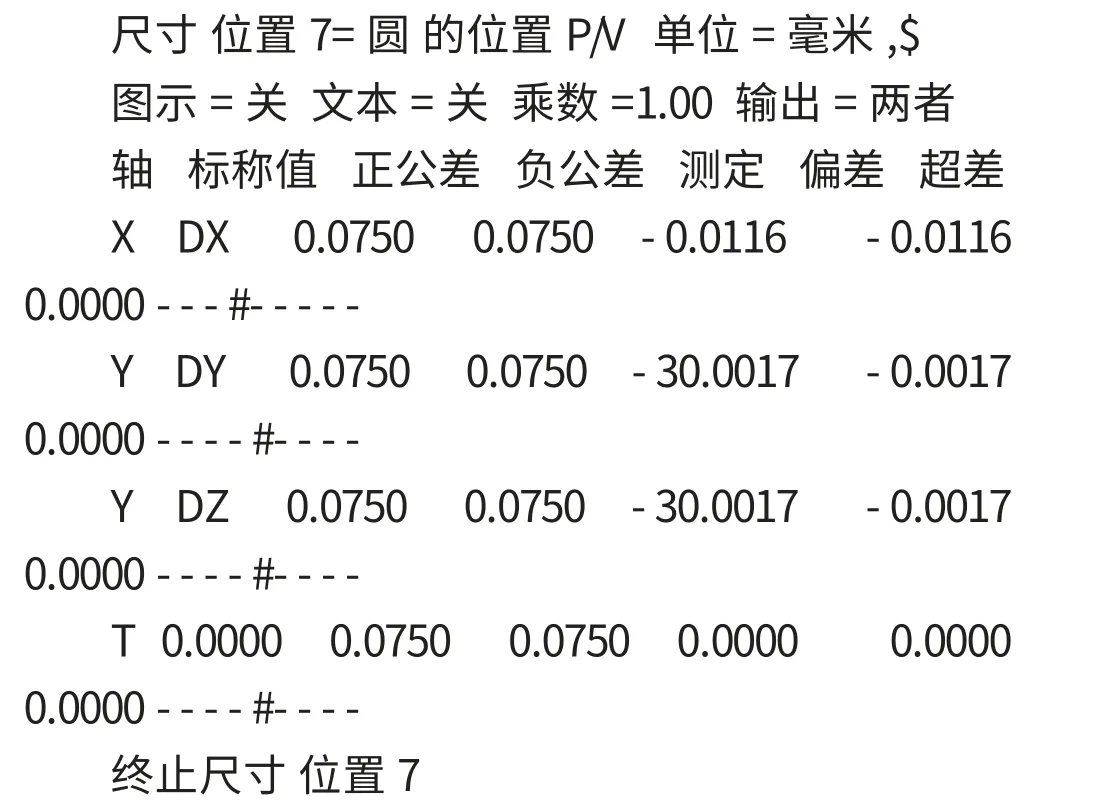
數(shù)據(jù)的評(píng)價(jià):對(duì)數(shù)據(jù)點(diǎn)的評(píng)價(jià),根據(jù)設(shè)計(jì)要求,評(píng)價(jià)點(diǎn)的X、Y、Z及矢量方向的上的偏差,公差±0.1;對(duì)孔的評(píng)價(jià),因?yàn)槭乔嫔系氖噶靠祝荒懿捎迷u(píng)價(jià)孔距的方法來(lái)評(píng)價(jià)孔,所以對(duì)孔也采用了點(diǎn)一個(gè)的評(píng)價(jià)方法,利用孔中心的孔位數(shù)據(jù),評(píng)價(jià)其X、Y、Z及矢量方向上的偏差,公差為0.075。
3 程序設(shè)計(jì)
在測(cè)量方案確定后,接下來(lái)的工作就是對(duì)測(cè)量程序進(jìn)行設(shè)計(jì),得用PCDMISCAD測(cè)量軟件進(jìn)行程序設(shè)計(jì)。
3.1 坐標(biāo)系的建立
首先進(jìn)行手動(dòng)建坐標(biāo)系,將運(yùn)行模式改為手動(dòng),加載當(dāng)前測(cè)頭220,測(cè)尖T1A90B0。為了測(cè)量準(zhǔn)確,在曲面1上采5點(diǎn)建立Z軸,采曲面1上兩個(gè)孔建立X方向。手動(dòng)建坐標(biāo)系結(jié)束后,將運(yùn)行模式改更為自動(dòng)模式,設(shè)定安全平面Z正,高度10 mm,復(fù)制手動(dòng)建坐標(biāo)系,進(jìn)行自動(dòng)建坐標(biāo)系,以消除手動(dòng)建坐標(biāo)系帶來(lái)的一些偏差。
3.2 曲面1上孔的測(cè)量及評(píng)價(jià)
利用程序中找開(kāi)文件的功能,打開(kāi)曲面1上孔位數(shù)據(jù)點(diǎn)文件,插入評(píng)價(jià)功能,對(duì)剛測(cè)量的孔進(jìn)行評(píng)價(jià),程序如下:
終止循環(huán),孔的測(cè)量及評(píng)價(jià)程序結(jié)束。
3.3 測(cè)頭偏擺
為了能對(duì)曲面2上的數(shù)據(jù)進(jìn)行測(cè)量,必須進(jìn)行擺動(dòng)測(cè)頭,首先將測(cè)頭移動(dòng)到一個(gè)相對(duì)安全的地方,使測(cè)頭在偏擺過(guò)程中不至于撞上零件或夾具。所以在程序中插入移動(dòng)功能,使測(cè)頭遠(yuǎn)離工件及夾具,程序段如下:
移動(dòng)/點(diǎn),300,0,100
然后進(jìn)行測(cè)頭的偏擺,為曲面2的數(shù)據(jù)點(diǎn)的測(cè)量做好準(zhǔn)備,插入測(cè)頭偏擺功能,使測(cè)頭擺動(dòng)到A0B0,程序段如下:
測(cè)尖/T1A0B0,柱測(cè)尖IJK=1,-0.0000,0.0000,角度=90
3.4 曲面2上數(shù)據(jù)點(diǎn)的測(cè)量及評(píng)價(jià)
為了能正確的測(cè)量曲面2上的數(shù)據(jù)點(diǎn),上面的安全平面設(shè)定已經(jīng)不能滿(mǎn)足測(cè)量要求,所以將安全平面更改為X正,高度為30 mm,以防在安全移動(dòng)過(guò)程中與零件發(fā)生碰撞,其程序如下:
安全平面/X正,90,X正,0
其余測(cè)量程序如曲面1上數(shù)據(jù)點(diǎn)的測(cè)量及評(píng)價(jià)的相同。
3.5 曲面2上的孔的測(cè)量及評(píng)價(jià)
由于曲面2上后4個(gè)孔要進(jìn)行測(cè)頭的偏擺,所以其在程序上要與其它的孔測(cè)量分開(kāi),首先進(jìn)行頭4個(gè)孔的測(cè)量工作,將文件文件打開(kāi)并讀取前4個(gè)數(shù)據(jù),進(jìn)行孔的測(cè)量及評(píng)價(jià),這時(shí)將測(cè)尖移動(dòng)到安全平面,并將測(cè)頭擺動(dòng)到A15B180,以進(jìn)行后兩個(gè)孔的測(cè)量及評(píng)價(jià)。此時(shí)文件指針位于文件第5行,指向第5個(gè)孔的孔位數(shù)據(jù)處,重新進(jìn)行循環(huán),循環(huán)次數(shù)2次,進(jìn)行后兩個(gè)孔的測(cè)量及評(píng)價(jià),為了使測(cè)量機(jī)在進(jìn)入孔的過(guò)程中可以沿矢量方向移動(dòng),不和孔壁發(fā)生碰撞,在測(cè)孔對(duì)話(huà)框中,選擇移動(dòng)選項(xiàng),如圖3所示。并輸入4,使測(cè)頭在進(jìn)入和退出孔的過(guò)程沿矢量方向移動(dòng)。完整程序如下:

圖3 曲面2上的孔的測(cè)量及評(píng)價(jià)
移動(dòng)/安全平面
測(cè)尖/T1A15B180,柱測(cè)尖IJK=0.9652,-0.0242,-0.2602,角度=-95.268
重新將測(cè)尖移動(dòng)到安全平面,并將測(cè)頭擺動(dòng)到A45B180,以進(jìn)行最后兩個(gè)孔的測(cè)量及評(píng)價(jià)。此時(shí)文件指針位于文件第7行,指向第7個(gè)孔的孔位數(shù)據(jù)處,重新進(jìn)行循環(huán),循環(huán)次數(shù)2次,進(jìn)行最后兩個(gè)孔的測(cè)量及評(píng)價(jià),程序如上。
4 結(jié)束語(yǔ)
PCDMISCAD測(cè)量軟件簡(jiǎn)單易學(xué),功能強(qiáng)大,可操作性強(qiáng),在對(duì)復(fù)雜型面及多矢量方向孔的測(cè)量上,PCDMISCAD測(cè)量軟件可以很好地完成對(duì)這類(lèi)零件測(cè)量任務(wù),但卻需要操作者必須對(duì)PCDMISCAD軟件本身以及測(cè)量方法和測(cè)量思維有比較深入地了解,才能正確地進(jìn)行測(cè)量方案規(guī)劃、程序設(shè)計(jì)及評(píng)價(jià)。
[1]航空工藝裝備設(shè)計(jì)手冊(cè)編寫(xiě)組.航空工藝裝備設(shè)計(jì)手冊(cè)-量具設(shè)計(jì)[K].北京:國(guó)防工業(yè)出版社,1979.
[2]航空工藝裝備設(shè)計(jì)手冊(cè)編寫(xiě)組.航空工藝裝備設(shè)計(jì)手冊(cè)-刀具設(shè)計(jì)[K].北京:國(guó)防工業(yè)出版社,1979
[3]袁哲俊,等.金屬切削刀具[M].上海:上海科學(xué)技術(shù)出版社,1992.
[4]GB1800-89,GB1804-89.公差與配合[S].
[5]GB1882-90.形狀與位置公差[S].
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
石油瀝青(2021年4期)2021-10-14 08:50:44
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國(guó)教育技術(shù)裝備(2015年19期)2015-03-01 02:43:07
小天使·一年級(jí)語(yǔ)數(shù)英綜合(2015年2期)2015-01-14 06:35:05
