鋼軌鋁熱焊接頭質量的影響因素分析
2013-06-26 11:38:22楊艷玲崔成林高松福遲俊杰王寶秀
裝備制造技術 2013年6期
楊艷玲,崔成林,高松福,遲俊杰,王寶秀
(中國鐵道科學研究院金屬及化學研究所,北京100081)
隨著我國列車時速和軸重的提高,鋪設無縫線路成為鋼軌線路中的一種必然需求。列車在無縫線路上行使不僅能降低列車對軌道的沖擊作用,提高列車的平穩性,還能減低車輛和線路的維修費用,節省資金。鋼軌鋁熱焊接技術是鐵路無縫線路鋼軌焊接的重要焊接技術之一,在新線建設和既有線的維護過程中均可采用鋼軌鋁熱焊接技術進行焊接。
鋼軌鋁熱焊接屬于鑄造焊接,其是把金屬鋁和氧化鐵以及鐵合金等按比例配成鋁熱焊劑,然后放在特制的坩堝中,用高溫火柴點燃,發生強烈的化學反應,在反應過程中鐵(Fe)被還原出來同時產生巨大的熱量,高溫的鋁熱鋼水隨即澆入砂型中,將兩端鋼軌熔化,澆鑄金屬本身又做為填充金屬,將鋼軌焊接起來。本文以鋼軌鋁熱焊接過程為主線,從焊劑、配套產品、操作工藝三個角度出發考慮影響焊接接頭質量的因素,從而提出提高鋼軌鋁熱焊接頭性能的途徑。
1 焊劑的影響
焊劑是鋁熱焊接產品中的最關鍵技術因素,焊劑的成分決定了鋁熱鋼液的溫度、鋁熱反應的速率以及鋁熱鋼液的化學成分,最終影響著著焊縫的化學成分、金相組織、夾雜物等,并且對砂型、坩堝的設計和焊接操作工藝等有一定的決定作用。
1.1 鋁熱鋼液的溫度
鋁熱反應是一種放熱反應,通過反應可使熔渣和鋼液溫度提高到2 500℃~3 500℃。從焊接實際需要出發,一般需要加入適量的添加劑,一方面使鋼液溫度降至2 000℃~2 100℃左右,另一方面也使鋼水的生成率增加[1]。鋼液溫度對焊接接頭的品質影響很大。較高的鋼液溫度有利于促進待焊鋼軌的熔合,防止氣孔和未焊合缺陷的產生,并可相對降低預熱溫度,但是鋼液溫度過高會延長鋼液的凝固時間,增加鋼液凝固時的體積收縮,易在熱節處產生縮孔和疏松等缺陷,同時合金的收得率降低。較低的鋼液溫度可以細化晶粒,提高接頭的綜合力學性能,提高合金的收得率,保證焊接接頭化學成分的穩定。但是鋼液溫度過低,鋼液澆入到砂型型腔后會快速冷卻、凝固,型腔中的氣體來不及排出,易出現氣孔和未焊合等缺陷。因而,鋼液溫度對穩定接頭焊接成分,減少凝固缺陷,保證焊接品質是至關重要的[2]。
1.2 合金成分
鋁熱焊劑中添加合金元素除可以降低鋁熱鋼液的溫度,提高鋼水量之外,還可以細化珠光體晶粒和減小片層間距,從而提高焊縫金屬的硬度。在焊縫中添加的常用合金元素有Si、Mn、Cr、V等[3]。錳是形成珠光體的元素,增加錳含量可以提高焊縫硬度,從而有利于提高耐磨性;硅是固溶于鐵素體的元素,增加含硅量,可以強化鐵素體,從而可以提高鐵素體或珠光體鋼的強度和硬度,但增加硅含量會使合金的沖擊值降低。
1.3 鋁熱鋼液的純凈度
根據金屬學的結晶理論,金屬結晶時的雜質大多聚集在晶界處,形成偏析,而且這些雜質所形成的共晶物一般熔點都較低(例如硫元素在鋼中形成的共晶物熔點僅為985℃)。焊縫金屬凝固結晶后期,樹枝狀晶粒之間的低熔點共晶物仍為液態形式存在,當受到金屬冷卻收縮產生的拉應力作用時,就容易產生熱裂紋。對鋼中的各種元素而言,尤以硫、磷元素的偏析影響較大。由于晶界處雜質的存在,削弱了金屬晶粒間的結合力,使用過程中受到列車通過的作用力,也會導致沿晶微裂紋的產生。這些微裂紋的存在,導致裂紋尖端的應力集中,并為裂紋的迅速擴展提供了方便的通道,從而引起鋼軌鋁熱焊接頭的早期疲勞斷裂[4~5]。在鋁熱焊的研究中還未發現關于如何提高鋁熱鋼液純凈度的報道。由于鋁熱焊反應是瞬時反應,并且平靜時間短,因此嚴格控制鋁熱焊原材料的成分是提高鋁熱鋼液純凈度最有效、最簡便的辦法。
2 焊接配套產品的影響
2.1 砂型結構
砂型與待焊鋼軌一起組成了鋁熱金屬凝固的型腔。砂型結構對鋁熱鋼液的凝固順序及預熱情況受到各國鋁熱焊研究工作者的認同。
從宏觀上來講,通過改進鋁熱焊砂型的結構可以增加補縮鋼水量,從而有效減少由于鋼液補縮不足而引起的縮孔、縮松等鑄造缺陷[4]。從微觀上來講,通過調整焊接澆鑄系統,可以控制鋁熱鋼液按由軌底至軌頭的順序先后凝固,使低熔點雜質和結晶缺陷集中于冒口部位,起到凈化鋼液的作用,從而降低焊縫區的微裂紋缺陷,保證接頭的品質[6]。因此想得到完好的焊接接頭就要求砂型結構具備一套良好的澆注系統,把鋁熱鋼液的凝固熱節點分散到冒口部分,從而達到降低焊接接頭缺陷率的目的。
澆注系統的設計是砂型結構設計過程中的重要組成部分。成功的澆注系統取決于金屬本身的性質、砂型的性質和澆注系統的結構[7]。鋁熱焊澆注系統按鋼液引入焊縫位置分為:側頂式澆注系統和底注式澆注系統,如圖1、圖2所示。
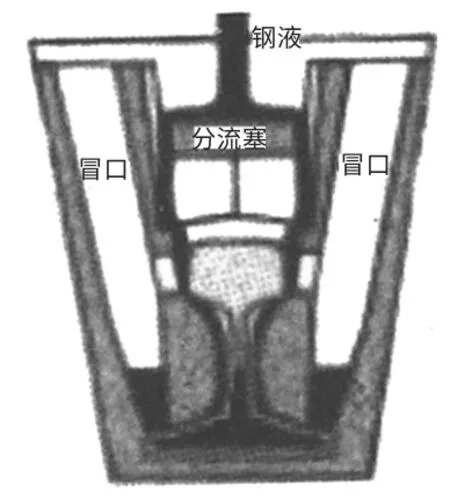
圖1 側頂式澆注系統
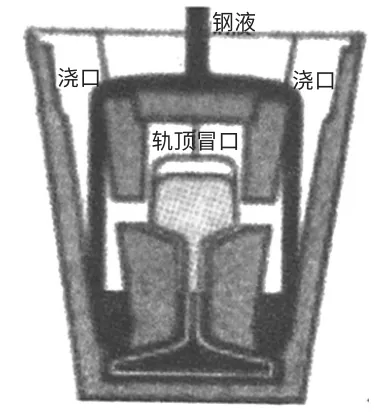
圖2 雙澆口底注式澆注系統
當采用側頂式澆注系統時,鋼液在型腔內流動平穩,冒口的位置設置適當,鋼液凝固順序合理,型腔內渣氣的排除通暢。采用這種澆注方式在正常操作工藝下,獲得的焊縫金屬沒有缺陷,焊接接頭質量合格。但是采用這種澆注系統軌底鋼液的溫度最低,如果軌底預熱不足,很容易在軌底部位產生氣孔、未焊合等缺陷。而軌頭部位的溫度最高,如果軌縫大小設置不合理,很容易產生“咬邊”、軌頭頂面夾渣等缺陷。因而這種澆注系統最大的缺點是對焊接工藝要求苛刻,容易產生焊接缺陷。
當采用底注式澆注系統時,鋼液自下而上注滿型腔,因而軌底的鋼液溫度不是最低的,可以避免側頂式澆注系統軌底溫度低而產生的焊接缺陷的缺點,同時這種澆注系統可以有效地減少鋼液在澆注過程中的氧化,保護鋼液。但是由于鋼液從軌底向軌頭注入到型腔中,而且型腔的頂部封閉,因而這種澆注系統的最大缺陷是氣體、先澆入的冷鋼液及夾雜物不宜從型腔中排出,因而產生焊接缺陷。
2.2 坩堝
坩堝是發生鋼軌鋁熱反應和盛放鋁熱鋼水的容器。在坩堝中的鋁熱焊劑經點燃立即進行化學反應,反應在若干秒內完成,但反應完成后鋁熱鋼液必須有一定的停留時間(鎮靜時間),也就是在反應平靜后經過一定時間才可以澆鑄,以保證反應完全和鋁熱鋼液中氣泡和熔渣有充分的上浮時間。但若鎮靜時間過長,則鋼液溫度降低過多,在澆鑄后同樣會在焊縫內產生不同程度的缺陷。鐵科院金化所在設計坩堝時,在坩堝底部埋置了自熔塞,用于控制鋁熱鋼水的澆鑄時間。自熔塞的打開時間直接影響了焊劑冶金反應進行的程度和鋼水的澆鑄溫度,從而密切關系到焊接接頭的品質[8]。
3 附加工藝的影響
3.1 焊后熱處理
鋁熱焊是一種鑄造焊,焊縫金屬呈晶粒粗大的鑄態組織,可以選用熱處理的方式提高其綜合性能。劉書華[9]研究了正火熱處理對接頭韌性的影響,指出采用900℃保溫20 min空冷熱處理,可以明顯細化接頭組織,提高接頭的沖擊值。同時通過正火處理還可以消除接頭的殘余應力,提高接頭性能[10]。
鐵科院金化所 試驗研究了鋁熱焊推瘤后立即進行噴風的方法來提高焊縫踏面的硬度。試驗表明焊縫金屬推瘤后進行噴風,可以明顯細化軌頭金屬組織,如圖3所示。當噴風壓力為0.5 MPa,噴風時間為3.5 min時,焊縫踏面的硬度可高達330 HB左右。
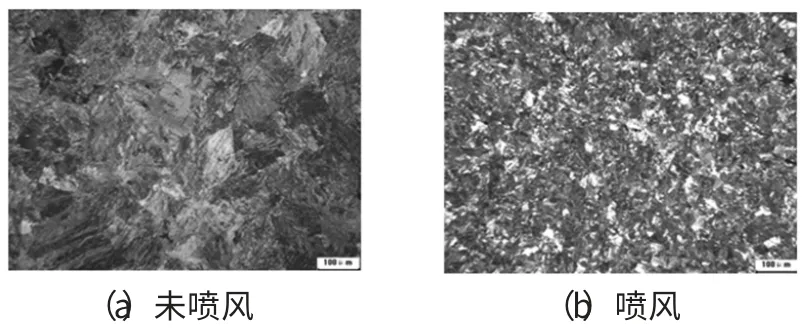
圖3 推瘤后噴風處理前后焊縫金相組織
3.2 加壓鋁熱焊
加壓鋁熱焊是以常規鋁熱焊工藝為基礎,在鋁熱鋼液澆入砂型后,對鋼軌施加一軸向頂鍛力,使大部分鋁熱鋼水從焊縫中排出,同時母材亦產生一定的塑性變性,然后按照原工藝處理接頭。加壓鋁熱焊與常規鋁熱焊焊縫形狀如圖4所示,加壓鋁熱焊焊縫明顯變窄。
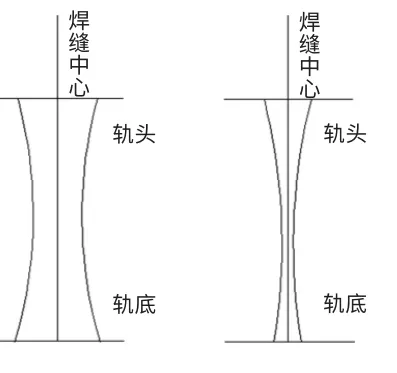
圖4 焊縫形狀示意圖
加壓鋁熱焊焊縫中心是鐵素體和少量珠光體,熔合區是細碎的長條形鐵素體與珠光體。常規鋁熱焊焊縫中心呈粗大柱狀晶,局部有魏氏組織,熔合區為沿晶界析出的連續鐵素體網。
試驗結果表明,加壓鋁熱焊接頭和常規鋁熱焊的相比,落錘數、沖擊韌性和塑性均有大幅提高,主要是由于加壓過程使鑄態組織的焊縫明顯變窄,且使組織致密、晶粒細化,同時減少了接頭過熱區寬度和過熱的程度[12]。
加壓鋁熱焊和焊后熱處理在提高接頭性能的同時會增加鋁熱焊工藝的復雜程度,因此需要進一步研究配套的設備,盡量減少加壓鋁熱焊和焊后熱處理的操作時間,提高加壓鋁熱焊和焊后熱處理的可行性,從而達到既不延長鋁熱焊操作的時間,又能提高鋁熱焊接頭性能的目的。
4 焊后打磨的影響
鋼軌焊接后的溫度應力及殘余應力使接頭產生塑性變形,冷卻后呈下塌趨勢。列車經過該處時會受到很大的沖擊力,直接影響車輛壽命及乘客的舒適度。為此必須提前留有一定的起拱量。在鋼軌焊接要求中,焊接接頭平直度是唯一和列車時速相關的檢查因素。羅興元[13]用排列圖法研究高速鐵路鋼軌鋁熱焊接品質時發現,軌頂面平直度、軌頭內側工作面平直度和焊縫平順性是高速道岔鋁熱焊接中的重點問題。在我國高速鐵路日益發展的今天,鋁熱焊接頭的平直度成為了影響鋁熱焊接頭品質的一個關鍵因素。
5 待焊鋼軌的影響
砂型與待焊鋼軌一起組成了鋁熱金屬凝固的型腔。待焊鋼軌的端部狀態也是影響焊接接頭質量的一個因素。操作人員在焊接之前,都會對待焊鋼軌進行端部打磨,檢查鋼軌的外觀質量,但往往會忽略掉待焊鋼軌內部的缺陷。圖5是由于待焊鋼軌內部缺陷導致的探傷超標的接頭。該接頭在焊接之前,待焊鋼軌表面質量良好,焊后探傷時顯示在軌底熔合線附近存在缺陷。把該焊頭切掉時發現缺陷存在于待焊鋼軌內部。另外,待焊鋼軌的端部的平直度也是影響焊接質量的一個因素,當待焊鋼軌軌頭上翹時,須使待焊鋼軌達到要求的水平和垂直對正時才能焊接[14~15]。
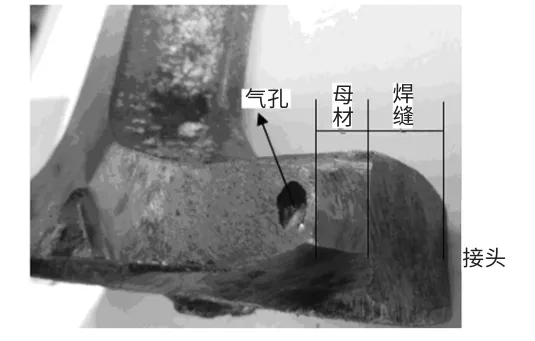
圖5 由于待焊鋼軌內部缺陷導致的探傷超標的接頭
6 焊接工藝的控制
焊劑廠家在供給焊劑的同時會提供一份與焊劑產品配套的焊接工藝參數,其中包括對軌程中的軌縫大小和起拱高度,預熱過程中的預熱器高度,液化氣壓力、氧氣壓力和預熱時間,以及焊后的開箱時間和推瘤時間。廠家提供的工藝參數只是一個參考值,在實際應用過程中要求操作工人根據施工現場具體情況進行相應調節。焊接工藝的控制直接影響著焊接接頭的質量[16~18]。在青藏鐵路上由于海拔高度的原因,采用平原的預熱工藝參數極易產生氣孔、夾渣等一系列缺陷。為了避免焊接缺陷產生,就需要根據青藏鐵路的實際情況,調整預熱工藝參數[19]。
7 結束語
從上面的分析可以看出,從焊劑產品的設計到焊軌工藝的操作,每一步驟對焊接接頭的品質都非常重要。由于鋁熱焊本身是一種鑄焊過程,焊縫金屬呈鑄造組織。影響鑄件組織的鑄型結構、澆鑄溫度、鑄型溫度以及鑄件熱處理等都會影響鋁熱焊接頭的品質。另外,鋁熱焊做為一種鋼軌焊接方式,又會受到焊接因素對接頭品質的影響。
根據上述分析得出提高鋁熱焊接品質的措施有:
(1)提高鋁熱焊鋼液純凈度和合金收得率。
(2)加強對焊劑發熱量、砂型結構以及坩堝結構對焊接接頭品質的影響,盡量減小焊接產品對環境的可容性,減小焊接品質對操作人員以及環境的依賴性。
(3)加強焊接之前對待焊鋼軌的檢測。
(4)加強對鋁熱焊接輔助設備的研究,縮短焊后熱處理的工藝時間,提高焊后熱處理的可行性。
(5)加強培訓,提高操作工人的技術水平。
[1]李 力,崔成林,范鐵華.鋼軌鋁熱焊工技術培訓教材[M].北京:中國鐵道出版社,2007.
[2]高松福.提高鋼軌鋁熱焊接頭性能的研究[D].北京:中國鐵道科學研究院,2010.
[3]崔成林,高松福,遲俊杰,等.國內外鋼軌鋁熱焊接技術研究現狀和發展[J].鐵道工程,2009(6):96-100.
[4]謝 敏,馮 鑒,雷代明.鋼軌鋁熱焊缺陷的研究與防止[J].西南民族大學學報:自然科學版,2006,32(2):339-341.
[5]張偉娜,許富民,譚 毅.鋼軌鋁熱焊縫的微觀-缺陷種類和形成機制[J].機械工程材料,2007,31(11):40-43.
[6]崔成林,高松福,高振坤,等.鋼軌鋁熱焊接用砂型[P].中國:ZL 200720190800.X.2008.9.
[7]李 力,崔成林,范鐵華.鋼軌鋁熱焊工技術培訓教材[M].北京:中國鐵道出版社,2007.
[8]崔成林,高松福,高振坤,等.鋼軌鋁熱焊接用一次性坩堝[P].中國:ZL 200720190799.0.2008.11.
[9]劉書華.鋼軌鋁熱焊接頭韌性研究[J].金屬科學與工藝,1987,6(1):114-119.
[10]李 力,李雁鳴,裘德海.鋼軌鋁熱焊焊后熱處理組織與性能[J].中國鐵路,1991(10):29-31.
[11]崔成林,高松福,劉艷紅,等.鋼軌鋁熱焊接工藝優化及新型珠光體焊劑研制[J].北京:鐵道科學研究院,2006,11(2):35-46.
[12]劉書華,郭鴻年,單洪標.鋼軌加壓鋁熱焊的研究[J].大連鐵道學院學報,1990,11(2):80-85.
[13]羅興元.高速鐵路鋼軌鋁熱焊接質量控制的研究[J].山西建筑,2007(3):223-225.
[14]楊云堂.鋼軌鋁熱焊接應注意的要點[J].城市軌道交通,2007(5):56-59.
[15]胡志成.鋁熱焊焊接過程中的常見問題和對策[J].上海鐵道科技,2008(4):13-16.
[16]李 力,胡智博,鄒立順.預熱不當導致的鋁熱焊接頭缺欠研究[J].鐵道學報,2002(6):118-120.
[17]薛中全.軌道鋁熱焊質量的主要影響因素及防范措施[J].機械工程,2009(7):45-46.
[18]李東俠.鋼軌接頭鋁熱焊焊接質量的控制[J].鐵道建筑,2005(5):70-71.
[19]楊艷玲,崔成林,高松福,等.青藏鐵路鋼軌鋁熱焊缺陷成因分析[J].鐵道技術監督,2011(11):27-28.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
