車身制造尺寸質量的控制方法
2013-06-26 11:38:50葉德昭
裝備制造技術 2013年6期
關鍵詞:質量
葉德昭
(上汽通用五菱汽車股份有限公司,廣西 柳州545007)
車身是汽車的重要組成部分,是整個汽車零部件的基本載體,其重量和制造成本約占整車的40%~60%。典型車身通常由300~500多個有復雜空間曲面的薄板沖壓零件在55~100個裝配站的生產線上大批量、快節奏的焊接而成,裝夾、定位點達到1 700~2 500個,焊點多達3 000~5 000個[1]。車身的制造具有較復雜的工藝流程,中間環節眾多,車身的質量控制是整車質量控制的重點,同時也是整車質量的基石,反映了汽車企業的整體制造水平及能力,國內外的生產廠家都在努力提高車身制造技術水平,只有這樣才能使自己的產品在市場上有較強的競爭力。
車身質量的控制很大程度上反映在對車身尺寸的控制。車身尺寸控制的好壞不僅能反映在整車外觀及裝配性的優劣,影響到顧客對產品的評價及汽車產品的市場前景,而且車身尺寸偏差還與整車性能息息相關,影響到產品的密封、噪音、壽命、動力性等性能。根據1997年J.D.Power全世界汽車產品質量關鍵問題調查評估(Initial Quality Survey)的報告顯示:有41%的汽車產品質量問題由車身制造尺寸偏差所造成。因此,對車身制造尺寸偏差的研究及控制尤為重要。
1 車身制造尺寸偏差的影響因素分析及控制措施
從車身制造工藝角度出發,車身尺寸偏差主要源于以下幾個方面(如圖1中所示):沖壓件/零部件尺寸偏差、焊接夾具定位不穩定、焊接變形及操作影響[2~3]。正是這些因素的變化波動引起的車身尺寸的波動,每項因素都會不可避免的存在波動,所以車身尺寸的偏差是不可避免的。要提高車身制造尺寸質量,必須要對上面4個方面的因素進行分析及采取控制措施。

圖1 車身制造尺寸偏差影響因素
1.1 沖壓件尺寸偏差[4]
車身是由成百上千的沖壓件互相連接、組焊形成的,在各件之間都會有貼合面或焊接面,這些面被稱為搭接面,工件的尺寸精度通過這些搭接面傳遞形成車身的尺寸精度。假設夾具定位、夾緊的數量充足、位置布置在合理且精確的情況下,在某一工序中的沖壓件尺寸發生了偏差,導致在裝配時工件搭接面之間間隙或干涉,過渡不協調,在夾具上用較大的壓緊力強行把工件搭接在一起,使其可以點焊,但由于夾具的壓緊力使工件之間產生了強制變形,必然會造成裝焊誤差,影響車身尺寸的精度及穩定性。因此,必須采用以下方法和途徑提高沖壓件尺寸的精度和穩定性。
(1)產品結構的控制。產品結構控制需從以下幾點著手:
一是,簡化產品結構,降低沖壓工藝難度,提高工件的成型性和穩定性。
二是,采用整體沖壓工藝,如“整體門框”、“整體側圍”等,減少車身的相關尺寸。
三是,為工件定位設置專用的定位孔和定位面,提高工件在夾具定位時的重復定位的精度。
四是,為工件增加拉伸筋,用于收料和提高工件的強度,提高工件在大批量生產時的一致性。
(2)模具的保證。模具的精度要高,模具的材質必須為耐磨的,保證模具在大批量生產時的耐用性和制件穩定性;在批量生產時要定期進行模具維護,并且在模具維護后進行沖壓件的檢測,以保證沖壓件的一致性。
(3)沖壓機床的保證。各模具在制件時,盡量使用相同的機床;其模具在沖壓機床中的擺放位置、擺放的方向盡量一致,以使模具的平行度盡量一致。
(4)板材。鋼板在使用前,應先檢測其性能,根據不同的性能用于不同的工件。
1.2 焊接夾具
焊接夾具在車身生產中的作用是:通過夾具上的定位銷、基準面、夾緊臂等組件的協調作用,將工件(沖壓件或總成件)安裝到工藝設定的位置上并夾緊,不讓工件活動位移,保證車身焊接尺寸精度的一致性和穩定性。夾具定位不可靠、夾具磨損、定位松動、夾緊失效等問題必定會造成工件焊接位置偏差,而導致分總成尺寸偏差,影響到車身總成的尺寸偏差。美國2 mm工程報告指出,有75%的制造缺陷和夾具失效有關。因此,必須從焊接夾具設計、制造精度、調整、使用和維護等幾方面進行控制。
(1)夾具設計。夾具設計從以下幾個方面考慮:
一是,汽車焊接夾具的設計中,方式定位采用“N-2-1”定位原理(N一般選取4~6)。其中,定位孔設計要求:在同一序加工,定位孔間距取制件最大全長的2/3以上,最少要確保1/2以上。定位面設計要求:使用平面,不使用曲面及二次成形部位。
二是,焊接夾具設計定位基準統一,要求焊接夾具設計基準與車身設計基準、沖壓基準、檢測基準的統一;焊接夾具設計基準在分總成、總成、車身焊接總成的各總成之間保持前后統一。
三是,夾具設計時要求夾具定位結構規范化,便于調試及維護。
(2)夾具制造精度。除了對定位元件的加工誤差進行合理控制外,還必須對夾具的裝配基準和測量基準的加工誤差進行合理控制。
(3)夾具調整。對夾具調整一定要慎重,夾具調整前要分析是否會造成其他影響,調整時要進行試驗,驗證合格后方能進行調整,調整后要時下工序做好跟蹤驗證,如出現其他問題時需要馬上恢復夾具,夾具調整需要做好更改及驗證記錄。原則上,如果零件尺寸有問題,不能對夾具進行調整,而是先對零件進行整改,然后再整改焊接夾具。如果由于零件修整周期過長或者返修成本過大時,只要零件狀態保持穩定,可以對夾具進行適當的調整,也僅僅是應急,在零件合格后還要還原。
(4)夾具使用和維護。操作者要按照標準化操作正確使用夾具,定期對夾具進行點檢和維護;定期使用檢測設備對夾具進行測量,以確定夾具是否需要維修和精度恢復。
1.3 焊接變形
焊接變形引起的焊裝誤差一般比較難于定量計算。焊接變形量的確定應通過理論分析與實際測量相結合,對不同的部位、不同的焊接方法、焊接規范和不同的焊接順序等都要具體分析。因此,必須從以下幾方面控制焊接變形量。
一是,汽車車身焊裝所采用的焊接方法以電阻點焊為主,其次是CO2保護焊。對于有些板厚相差較大的接頭處和角接、對接及強度和密封要求較高的連接處,一般都采用CO2保護焊來進行焊接或補充焊接。
二是,采用先進焊接設備,如機械手、自動焊、引出焊等,這些設備不僅能使車身焊接時焊點均勻,點焊順序穩定,而且能提高焊接速度,最大限度減少車身焊接變形量。
(2)焊接工藝。在定位夾具夾緊的狀態下設定定位焊點,在補焊臺實現補焊。這要求在工藝文件上對焊點位置、數量、間距和點焊順序都應明確規定,并且要求操作者嚴格執行。
(3)焊接規范。汽車點焊采用強規范,即用大電流和短時間焊接,使薄板件的焊接變形較小。合理設置焊接參數,調試焊接壓緊力,減少焊接變形。
1.4 零部件尺寸及操作影響
(1)零部件尺寸
零部件尺寸不合格會造成焊接誤差,從而影響車身尺寸偏差,所謂零件尺寸不合格是指零件實物尺寸和產品設計圖紙不一致。在整車所包含的零部件中,有很多是由不同的供應商提供的,因存在技術水平上的差異,提供的零部件質量也存在一定的差異,這些差異在整車制造過程中產生累積誤差,影響車身尺寸精度及整車品質。因此,必須要嚴格控制零部件尺寸精度,所有焊接零件必須檢驗合格才能投入使用,特別是車身上一些主要的裝配孔、工藝孔的位置尺寸和搭接面尺寸是必須控制的。
3)很多施工單位沒有對施工設備的升級工作引起重視。要對設備進行提升,首先要對施工設備做好升級優化工作,盡量減少機械設備的損壞。一旦設備被閑置,會產生折舊費,施工成本會隨之增加,進而影響工程的總成本。另外,如果設備出現問題后沒有得到及時的解決,會增加等待時間,從而增加人力和物力消耗。因此,施工單位要具有一定的配件儲備量。
(2)物流包裝影響
零部件不同的包裝方式及運輸方式會對零部件尺寸和變形產生不同的影響,而零部件定位孔、搭接邊變形會影響車身尺寸偏差。因此,必須改善各供應商的零部件包裝及物流方式,將物流過程中的零部件狀態變化納入質量管理范疇,防止運輸過程中零部件之間的碰撞變形。
(3)操作影響
操作的影響既包括零部件在生產過程中在夾具間的傳遞,也包括人工操作懸掛式電阻點焊機的方法。因此,必須正確評估分總成的轉運工具和吊裝工具對尺寸和變形的影響。操作者要嚴格按照操作規范來操作,操作過程中保證焊鉗與工件垂直,減少操作不規范、不正確帶來的隨機的制造誤差。
2 車身尺寸質量的評價方法
要提高車身的制造質量水平就必須對目前制造過程中存在的質量問題進行診斷與改進。質量的準確評價是質量改進的重要前提和有力保證,因為其明確了后續質量改進的方向。另外,質量的評價結果又是人們判斷產品質量水平的有力依據,根據產品質量的評價結果,對生產工藝進行必要的調整以滿足人們對產品質量水平的期望。目前常用的方法有6sigma、工序能力指數Cp/Cpk、質量持續改進指數CII、合格率、Audit打分等[5~6]。下面簡單介紹常用的這些評價方法。
2.1 6sigma
實踐已經證明,車身尺寸的檢測數據基本服從具有自身特征值的正態分布N(μ,σ2);理想狀態下,車身尺寸的檢測數據都在其理論設計值附近做隨機波動。對于正態分布,不論μ與σ取值為何,產品質量特性值落在[μ-3σ,μ+3σ]范圍內的概率為99.73%,見圖2。產品質量特性值落在[μ-3σ,μ+3σ]范圍外概率僅為0.27%。基于正態分布的這一特性,常用6σ作為產品質量特性的一個重要評價指標,根據6σ的大小,可以對產品的質量特性做出評價,如果6σ值較大,說明產品的質量特性的穩定性較差,質量波動大;如果6σ較小,說明產品的質量特性的穩定性較好,質量波動小。

圖2 正態分布圖
6σ的計算公式如式(1)所示:

其中,xi為車身制造尺寸在某一段時間內的檢測
在車身制造尺寸質量評價中,6σ是車身尺寸質量(尺寸波動水平)的重要指標。車身制造尺寸波動對后續的車身及總裝裝配有重要的影響。生產車間的尺寸工程師可以根據6σ值對車身尺寸波動較大的部位進行合理有效的調整與控制,避免后續的車身裝配和總裝受到影響。
2.2 工序能力指數Cp/Cpk
工序能力是指生產處于穩定狀態下能生產出符合產品質量的能力。它的測定一般是在批量生產條件下進行的,測量的結果主要反映產品質量是否穩定、產品質量精度是否滿足設計要求。當確定工序能力可以滿足精度要求的條件下,工序能力是以該工序產品質量特性值的變異或波動來表示的。實踐表明,工序能力越高,產品質量特征值的波動就越小,工序能力越低,產品質量特征值的波動就越大。因此可用產品質量特征值波動的大小來描述工序能力的高低。工序能力指數Cp的計算公式如式(2)所示:

式中,
T為產品質量特性值的質量要求(即公差范圍);
TU上公差界限;
TL下公差界限;
σ為質量特性值總體分布的標準偏差;
S為質量特性值樣本分布的標準偏差;
Cp為質量特性值的工序能力指數;
B工序能力。
但實際質量數據分布中心與公差中心并不一定總是重合的,在質量數據分布中心與公差中心不一致時,需要進行修正計算,修正后的工序能力指數的計算公式如式(3)所示:
工序能力指數的判斷標準如表1所示。
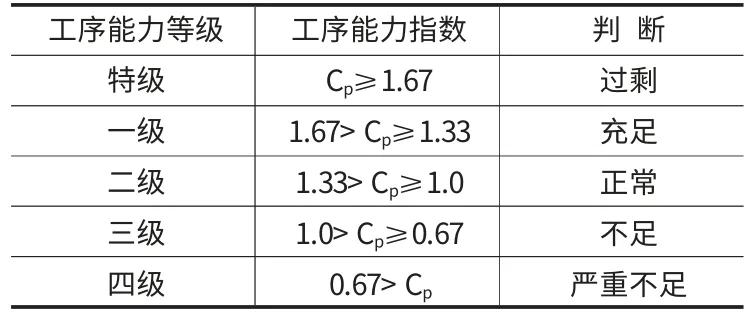
表1 工序能力指數判斷標準
2.3 質量持續改進指數CII[7]
CII(Continuous Improvement Index),持續質量改進指數,它是指反映車身制造尺寸穩定性的指數,其基本思想還是6sigma的評價思想。其定義為:假設車身上布置有m個關鍵測量點P1、P2、……Pm,在一段時間內每一個檢測點被檢測n次,得到n組CMM檢測數據,求出每一個檢測點在x、y、z三個不同方向的波動水平6σ值,然后對3m個(每個檢測點一般有x、y、z三個檢測方向)6σ值進行非遞減排序,得到一組新的系列6σ1'≤6σ2'≤…≤6σ3m',求出6σ系列的長度3m與0.95乘積的舍入整數M,那么6σM'即為所求的CII值。CII指數簡單明了的指出了質量改進的方向:波動較大的部位,有待改進的部位。
當確定某一段時間內車身的CII值后,便可判定大于或等于CII值的6σ所對應的車身尺寸所在部位的制造質量不穩定,并將這些部位圈定為下一階段改進制造質量工作的優先區域。待下一階段制造質量穩定工作結束后,再次計算車身的CII值,圈定新的制造質量不穩定的區域,進一步針對這些制造質量不穩定區域開展制造質量穩定工作。通過“檢測—改善—再檢測—再改善”的不斷循環,使得車身尺寸的6σ值逐漸得到降低,達到車身制造質量的穩定性不斷加強的目的。
CII分析的主要目的是發現車身制造質量的不穩定區域,進行階段性地改進,在一個質量穩定工作周期內優先解決主要問題。該方法以車身制造尺寸中6σ最大的5%作為解決的目標,目的就是使主要的制造質量波動問題更加突出,并得到最先解決。
2.4 尺寸合格率
這種評價方法是白車身上測點尺寸偏差在公差帶范圍內的合格率。計算方法是以各點測量數據與設計數模上該點的標準值和公差帶進行比較,如果差值落在公差范圍內,則該測點合格,否則為不合格。一臺白車身上所有測點中合格點數與測點總數的比值即為合格率。在這里可以指一臺車的合格率,也可以是指某個測點在一段時間內的合格率。對于某個測點不合格,也就是某測點超差通常有三種可能:第一,尺寸的波動造成頻繁超差,第二,尺寸的均值漂移造成在某一方向的一致性超差,第三,尺寸兼有大幅的波動和均值的漂移而超差。因此合格率是一個總體的評價,可以作為質量的一個即時監控,即時報警。
該方法根據白車身上測點尺寸偏差波動情況在一定程度上衡量了一臺白車身的質量狀況。合格率越高說明車身制造的準確性越高,反之,合格率越低車身制造的準確性越差。
2.5 AUDIT打分
Audit打分不以實際車身制造尺寸的檢測數據為基礎,是各大汽車企業常采用的質量管理及質量評價方法。不同企業可能采用不同的評分標準對車身制造質量進行檢驗,發現缺陷,進行預防和改進,對于有嚴重缺陷的產品,甚至要進行返工操作。通過這種方式,可以有效對車身的制造質量進行監控,進而穩定控制車身的整體制造質量。下面將以國內某型汽車為例,對Audit打分進行簡單介紹。
根據檢驗標準,由專門的工作人員抽取一臺白車身通過目視、觸摸、測量等方式對車身表面配合、外觀及性能狀況等方面的缺陷進行定量扣分。在打分之前先把白車身分為4個區域,同時把對缺陷按其嚴重程度進行分A、B、C和D類,每類缺陷都對應有一個分值和它相對應。由于車身被分成四個不同區域,同一類缺陷在不同的區域其劃分等級是不同的,根據每種缺陷所對應的扣分數計算總的缺陷扣分大小。
3 車身尺寸偏差的分析與處理
通過車身尺寸質量評價指標的反饋,對發現的問題要及時分析原因和采取糾正預防措施以保證車身裝配質量。在實際生產中改進尺寸偏差影響一般有2種情況:一是把測量點維護在監控范圍內以避免質量的持續降低,如工序能力指數、CII指標、合格率指標的維護;二是根據整車所反映出來的質量問題來確定是否糾正或改進偏差,如AUDIT指標的改進。目前,尺寸維護工作更加強調前者預防為主的思想,以消除潛在的質量隱患。如何從3D檢測的數據中快速找出現場的變化和異常,繼而加以調整,使得車身所有的孔、邊與面能不影響裝配,符合產品質量標準,滿足顧客需求,對車身尺寸工程師來說是十分重要的,下面簡單介紹尺寸偏差的分析方法及處理流程。
3.1 尺寸分析的系統方法
尺寸問題的分析不僅需要理論知識還需要與實踐經驗相結合,設計前期按照功能分解建立了尺寸鏈環與實際生產中測量數據的相關性分析相結合,可以迅速查找影響尺寸波動的鏈環。觀察這些不同區域的測點波動之間是否存在一定的數據關聯性,相關性強的測點的波動往往是由同一個原因引起的。如圖3所示,某微型車前大燈安裝孔03-06、03-07、03-08的X向、Y向數據波動,不僅需要關注供應商前側板大燈安裝支架焊接位置偏差情況,還需要在焊裝車間查找焊裝問題;不僅需要查找下車體拼焊前側板定位工裝問題,還需要查找車架定位工裝問題,分析車架與前側板相對位置。這種系統的尺寸分析方法對偏差的分析和改進是十分重要的。

圖3 某微型車前大燈安裝點
國內某一汽車企業與某高校開發了一種數據分析軟件——尺寸數據分析與診斷系統,該軟件可以
實現測量數據的快速比較和分析,分別有測點偏差趨勢圖與波動分析圖、相關性分析圖、CII統計、合格率統計、突變點分析、過程能力分析、原始數據瀏覽等,如下圖4所示為相關性分析圖,這樣可以加快偏差的分析速度。
圖4 白車身三坐標測點相關性分析
3.2 尺寸問題的處理流程
當通過上述尺寸質量評價指標發現尺寸質量問題后(低于控制目標,出現連續下降趨勢或單臺合格率下降超過5%),根據車間尺寸控制流程開展工作,見下圖5所示。通常由車間尺寸工程師根據每日或每周的CMM數據進行評價分析,并出具檢測點超差的分析報告。在分析過程中,對兩種典型的超差原因,即均值漂移與波動過大進行了區分,對于波動大造成超差的情況,納入2 mm工程進行波動控制,出具2 mm工程報告,召開定期會議,對此進行分析跟蹤;對于均值的漂移,進行相應的故障查詢,由工裝工程師對工裝進行調整,并進行調整后的數據跟蹤及效果評估。根據總裝匹配的原則,其中極少數長期穩定的均值漂移對后續裝配沒有影響,可進行名義值的經驗修正;對于既有波動又有均值漂移的現象,則采取先控制波動,再進行均值控制原則進行處理。
問題解決的過程要遵守PDCA(Plan,Do,Check,Action)循環,當實施改進措施后要注意跟蹤改進后的數據是否達到效果,并及時總結反饋以持續改進。
3.3 強化全面質量管理
全面質量管理,即Total Quality Management(簡稱TQM),菲根堡姆對TQM的定義為:“為了能夠在最經濟的水平上,并考慮到充分滿足顧客要求的條件下進行市場研究、設計、制造和售后服務,把企業內各部門的研制質量,維持質量和提高質量的活動構成為一體的一種有效的體系”[8~9]。其基本內容概括起來就是“四個全面”(即全面的質量管理,全過程的管理,全員參與質量管理,全面綜合管理)和“四個一切”(即一切為用戶,一切以預防為主,一切依據事實與數據,一切按規范辦事)。TQM是一種思想觀念,一套方法、手段和技巧,通過全體員工的參與、改進流程、產品、服務和公司文化,達到在百分之百時間內生產百分之百的合格產品,以滿足顧客需求。全面質量管理工作的一個重要特征是從根源處控制質量。
車身尺寸質量受到人、機、料、法、環等因素變化的影響,是一個動態變化過程,它必須依靠全體員工的一致努力,按照質量指標及質量要求開展相關工作:從設計階段到生產階段,從零部件供應商到整車廠的四大車間,從零件單品品質到車身零件配合精度,從各工序的過程控制到總成件的綜合分析,從尺寸維護到尺寸改進,需要全員參與才能達到提高車身尺寸精度的目的。
4 結束語
車身制造尺寸控制是汽車生產的重要質量控制項目,也是一個系統工程,其控制能力綜合反映了一個企業的產品開發和質量控制水平。只有通過不斷總結和探索找出適合自己的車身尺寸控制方法,使控制手段更加高效、經濟,才能在市場中立于不敗之地。
[1]華 健.現代汽車制造工藝學[M].上海:交通大學出版社,2002.
[2]劉 青.汽車車身裝焊誤差產生的原因分析及控制[J].汽車技術,2000(8):21-23.
[3]高 勇.第十五屆全國汽車車身技術研討會論文集[C].成都:中國汽車工程學會汽車車身技術分會,2006.
[4]唐 寅,吳 波.兩毫米工程與亞毫米沖壓[J].汽車技術,2000(3):16-18.
[5]吳宗光.轎車白車身制造尺寸的總體波動水平評價及其控制界限的設定研究[D].上海:上海交通大學碩士學位論文,2003.
[6]程志廣,陳 杰,胡彩期,等.車身焊裝質量評價方法及其存在的問題[J].機械,2003,30(3):6-8.
[7]沈利冰,林忠欽,來新民,等.轎車車身制造尺寸精度的M-CII圖分類方法[J].機械科學與技術,2004,23(2):136-139.
[8]焦叔斌,陳運鴻.質量管理學:2004年版[M].武昌:武漢大學出版社,2004.
[9]毛春元.全面質量管理與統計技術[J].數理統計與管理,2001,8(6):22-25.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
