濟鋼4#3 200 m3高爐沖渣系統優化
2013-07-11 03:33:22劉世文樊增彬
山東冶金 2013年3期
關鍵詞:設備
方 偉,劉世文,樊增彬
(山鋼股份濟南分公司,山東 濟南250101)
1 前言
濟鋼4#3 200 m3高爐沖渣系統采用改進后的圖拉法進行處理,水和渣經脫水器分離后,經皮帶機運至指定位置。圖拉法粒化渣處理工藝作為一種引進的技術,已經在全國各大鋼鐵生產企業得到廣泛應用。濟鋼3 200 m3高爐共4個鐵口,分為南北兩個渣處理系統,采用圖拉法改進的熔渣水淬方式。設備投產運行后,沖渣系統存在脫水器篩網堵塞、泡沫渣和設備磨損等問題,為此,對沖渣系統進行工藝和設備改造。
2 沖渣工藝存在問題分析
2.1 沖渣工藝
濟鋼3 200 m3高爐沖渣工藝分為熔渣粒化、冷卻、水渣脫水、水渣輸送、外運及沖渣水循環等,其中熔渣沖制和脫水兩部分是渣處理的關鍵,工藝流程如圖1所示。
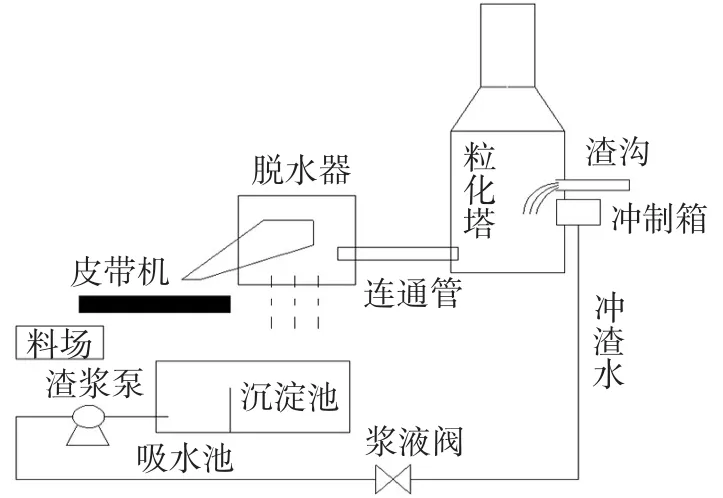
圖1 濟鋼圖拉法渣處理工藝流程
渣漿泵提供高壓水,爐渣經渣溝流嘴流入粒化塔,首先被粒化器粒化,粒化后的爐渣顆粒在空中被水冷卻,落到粒化塔底部后,進行二次水淬冷卻。在粒化塔底部有兩道助沖水,渣在助沖水的沖擊下流入脫水器進行渣水分離。轉鼓外側為不銹鋼制作的外篩網,鼓內有沿圓周向均布的隔板,隔板上安裝有內篩網,把轉鼓分為若干區間,這樣在轉動過程中,水被逐步脫去;到達安裝位置的最上部時,過濾脫水基本結束,渣粒落入導向漏斗,由皮帶機運走。而轉鼓脫去的水則由轉鼓下方的回水槽流入沉淀池,再進入吸水池,循環使用。
2.2 存在問題及分析
1)脫水器篩網堵塞,在篩網外側形成結晶層,大大降低了水與渣的分離效果,增大了設備運行負荷。這主要是由于沖渣循環水中含有的細小渣顆粒及沉淀物較多,這些物質被渣漿泵吸走后通過脫水器側噴噴嘴打在篩網外側,較小的顆粒卡在篩網上,越積越多。改善側噴水水質是關鍵,同時控制水渣顆粒。
2)容易產生虛假的大渣量(泡渣)。由于堆比重小,造成渣中含水量大,水渣的相對體積過大,此時若脫水器效果差,就會出現皮帶機上水渣漂浮的現象,造成水渣無法正常運輸,增大沖渣設備負荷,嚴重時會將皮帶機掩埋,降低運輸效率。水渣顆粒的粒度與堆比重是衡量水渣效果的重要參數,它們主要由沖制水壓決定,其關系見圖2。
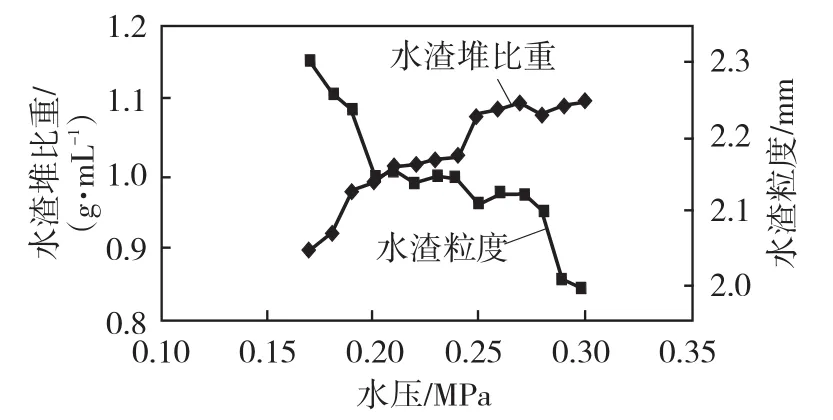
圖2 水壓與水渣堆比重及水渣粒度的關系
從圖2可以看出,隨著沖渣水壓增大,水渣堆比重就越大,水渣粒度越小,水渣越重。但當水壓超過0.196 MPa,水壓進一步增大時,水渣堆比重增加趨勢變緩,水渣粒度的減小也趨于平緩,此時,水壓對水渣沖制的影響較小,說明增大堆比重不能靠無限增大水壓的方式進行。如果進一步增大水壓,水渣顆粒就會變得愈來愈小,這就增大了進入循環池的渣量,并且水壓越大,增大水壓所需的能耗就越大,對設備的磨損也就越大。因此,可以通過控制水壓在一定范圍內,保證水渣顆粒及堆比重的大小,從而避免泡渣產生,也可以避免過多細小渣顆粒的產生。同時滿足沖渣堆比重與顆粒度的水壓在0.2~0.3 MPa之間。
3)側噴噴嘴及沖制器的磨損,沖制器為整體箱式結構,前面沖制面板上分布有沖制孔,這些孔的大小及形狀也決定著熔渣的沖制效果。由于循環水中含有大量的細渣顆粒,加上水壓較高,水流從面板出來后,會對面板上的沖制孔產生磨損,如果更換不及時,也將會對熔渣的沖制效果產生影響。噴嘴為普通鋼管焊接在側噴主管上,更換與維護不便,這主要是由于循環水壓力較高且水內含有細渣顆粒,磨損大造成的,可通過改變設備材質及結構的形式延長其壽命。
3 沖渣系統優化
3.1 增設側噴裝置
通過前面分析,解決脫水器篩網堵塞問題,關鍵是水質與側噴水壓力,因此對脫水器側噴進行單獨改造。在脫水器與循環池之間的空地上增設側噴裝置,利用原有儲渣池作為蓄水池,補水時先在此池中補充。外接加壓泵,連至脫水器側噴。水沖洗完篩網后通過回水溝進入循環池,作為循環池循環用水使用;同時為了調節水壓,保證側噴對篩網的沖洗效果,在管道上安裝有電動調節閥。為了延長噴嘴的使用壽命,對噴嘴進行改造。將噴嘴分為3部分(見圖3),有內螺紋的外管套一焊接在側噴主管上,有外螺紋的管套二與管套一配合連接,中間為陶瓷管。由于陶瓷管耐磨,且更換時只需單獨更換,檢修維護方便。
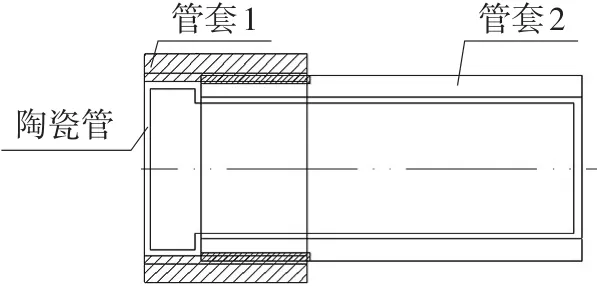
圖3 改進后的噴嘴結構
3.2 增加水壓調節裝置
從水壓對水渣堆比重及水渣顆粒度的影響可以看出,通過調節水壓的方式,可杜絕泡沫渣的產生,需保證水壓穩定在0.196 MPa以上。因此采用在管道上增設溢流閥門的方式來調節水壓,使沖渣水壓穩定在0.20~0.24 MPa,沖制的水渣二維顆粒度可控制在4.5 mm2左右,遠離產生泡渣的危險水壓帶,同時也保證了水渣的顆粒度,減少了進入循環池的細渣顆粒,降低了管道等設備的磨損。
3.3 改進沖制箱
沖制箱是熔渣處理的關鍵,原來的沖制箱為整體結構,更換困難。為方便維修,對沖制箱進行重新設計制作安裝。將原來一體式結構改為分體式,面板與箱體分開,通過法蘭連接,這樣每次更換時,只需更換面板。當磨損影響到沖制效果后,僅需對前端面板進行更換,不僅保證了沖制效果,也大大降低了檢修維護時間,保證了生產的穩定。
4 結語
沖渣系統改造后,沖渣水壓穩定在0.20~0.24 MPa,杜絕了泡沫渣的產生,保證了設備的穩定運行,同時也提高了運輸效率,沖制的水渣二維顆粒度可控制在4.5 mm2,同時水中細渣顆粒明顯減少,降低了設備的磨損量。沖制箱的改進提高了設備的檢修效率,保證了熔渣的沖制效果。側噴改造完成后解決了篩網堵塞的問題,使得脫水器脫水能力大大提高,南北兩側沖渣系統可停運1臺脫水器及相應皮帶機,年節約電耗及壓縮風消耗約100萬元,年節約篩網等備件成本約40萬元。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
