H型鋼立軋壓下量對R角變形的影響分析*
2013-07-11 03:33:16孫會朝孫慶亮
山東冶金 2013年1期
關(guān)鍵詞:分析
孫會朝,梁 棟,吳 允,孫慶亮
(萊蕪鋼鐵集團(tuán)有限公司 技術(shù)中心,山東 萊蕪271104)
1 前言
H型鋼在軋制過程中經(jīng)常出現(xiàn)腹板折疊現(xiàn)象。腹板折疊屬于軋制缺陷,因孔型設(shè)計不當(dāng)或軋機(jī)調(diào)整不當(dāng),在孔型開口處因過盈充滿而形成耳子,再經(jīng)軋制而將耳子壓入軋件本體內(nèi),但不能與本體焊合形成,其深度取決于耳子的高度。另外,腰、腿之間圓弧設(shè)計不當(dāng)或磨損嚴(yán)重,造成軋件表面出現(xiàn)溝、棱后,再軋制也會形成折疊。該缺陷對型鋼表面質(zhì)量和強(qiáng)度都會產(chǎn)生不良影響。目前,采用有限元方法對H型鋼的軋制過程開展的研究較多[1-5],但主要是從變形、金屬流動、應(yīng)力應(yīng)變的角度對H型鋼軋制進(jìn)行了分析,而對于腹板折疊的機(jī)理及其影響因素,目前尚未見報道。
本工作利用三維熱力耦合彈塑性有限元模型,通過改變開坯軋機(jī)中立輥的壓下量,完成不同工況的模擬仿真分析。計算得出立輥不同壓下量下R角半徑的變化曲線,從軋輥R角和軋件R角匹配角度闡述腹板折疊的機(jī)理,為解決腹板折疊問題提供理論依據(jù)和指導(dǎo)。
2 軋制工藝
萊鋼UC305 mm×305 mm規(guī)格近終形連鑄異型坯軋制過程中經(jīng)常出現(xiàn)腹板折疊現(xiàn)象。該近終形連鑄異型坯軋制工藝流程為:連鑄坯→加熱→除鱗→BD往復(fù)開坯→UR-UE-UF往復(fù)連軋→分段切尾→冷卻。開坯軋制采用異型孔平軋和箱型孔立軋相結(jié)合,其中異型孔2個,箱型孔1個。BD(開坯)軋機(jī)軋輥及軋件簡圖見圖1。本研究主要針對BD往復(fù)開坯中的E孔型(即立軋孔型)進(jìn)行仿真。

圖1 BD軋機(jī)軋輥簡圖
為了解決腹板折疊現(xiàn)象,同時從理論上找出腹板折疊產(chǎn)生的原因,將軋制規(guī)程分成了26種工況,每一種工況下軋制速度為2.0 m/s,鑄坯出爐溫度為1 200℃,軋制時間為8 s,間隙時間為9 s,每種工況的壓下量為(14+2n)mm,n=1~26。
3 仿真方案
計算過程中為縮短求解時間而減少了單元量,根據(jù)H型鋼的對稱性進(jìn)行模型的1/4簡化[3]。在軋件長度方向進(jìn)行相應(yīng)的簡化處理:縮短軋件長度至滿足穩(wěn)定軋制階段的要求。仿真中軋件長度定為400 mm,模型簡化及網(wǎng)格劃分見圖2。

圖2 模型簡化及網(wǎng)格和R角節(jié)點(diǎn)編號示意圖
仿真分析時間的設(shè)定按照如下原則:工況軋制過程仿真分析設(shè)定的物理時間需滿足軋件可以完全拋出的要求;間隙空冷仿真分析的物理時間為前后兩道次實(shí)際軋制時間之和的1/2減去軋制過程仿真分析設(shè)定的物理時間,再加上實(shí)際間隙時間。模型采用熱力耦合分析方法進(jìn)行仿真,軋件鋼種為低碳鋼,采用溫度相關(guān)的材料模型,顯式時間積分算法進(jìn)行結(jié)構(gòu)計算,隱式時間積分算法進(jìn)行溫度計算。假定坯料出爐溫度為1 200℃,經(jīng)除鱗后進(jìn)入BD軋機(jī)。
計算過程中,軋件與軋輥采用8節(jié)點(diǎn)6面體單元進(jìn)行離散,假設(shè)除鱗時間為0.5 s,除鱗過程中的傳熱系數(shù)為45 kW/(m2·K)[6]。軋制變形過程中塑性功轉(zhuǎn)換為熱的有效系數(shù)設(shè)定為0.9;采用剛性軋輥,假設(shè)軋輥溫度恒定為300℃。軋輥與軋件之間的熱交換主要以熱傳導(dǎo)的形式進(jìn)行,假定傳熱系數(shù)為50 kW/(m2·K)。高溫下的軋件存在輻射和對流,選擇軋件模型的表面進(jìn)行相關(guān)邊界條件的設(shè)定。
本研究主要考慮除鱗后軋件在不同壓下量下的變形情況,所以將坯料出加熱爐后至BD軋機(jī)前的計算結(jié)果作為計算的初始條件,包括此時的溫度、應(yīng)力和應(yīng)變等。仿真分析過程,全局坐標(biāo)系下的Z方向為軋制方向,Y方向為壓下方向。
4 仿真結(jié)果與分析
按照上述工況及仿真條件進(jìn)行計算,提取每一工況下軋件R角節(jié)點(diǎn)X方向和Y方向坐標(biāo),每種工況提取30個節(jié)點(diǎn)(圖2,即R角部位的30個節(jié)點(diǎn))。對每個工況的30個節(jié)點(diǎn)進(jìn)行曲線擬合,得出不同壓下量下R角的半徑值(異型坯R角初始半徑為70 mm)如表1所示。
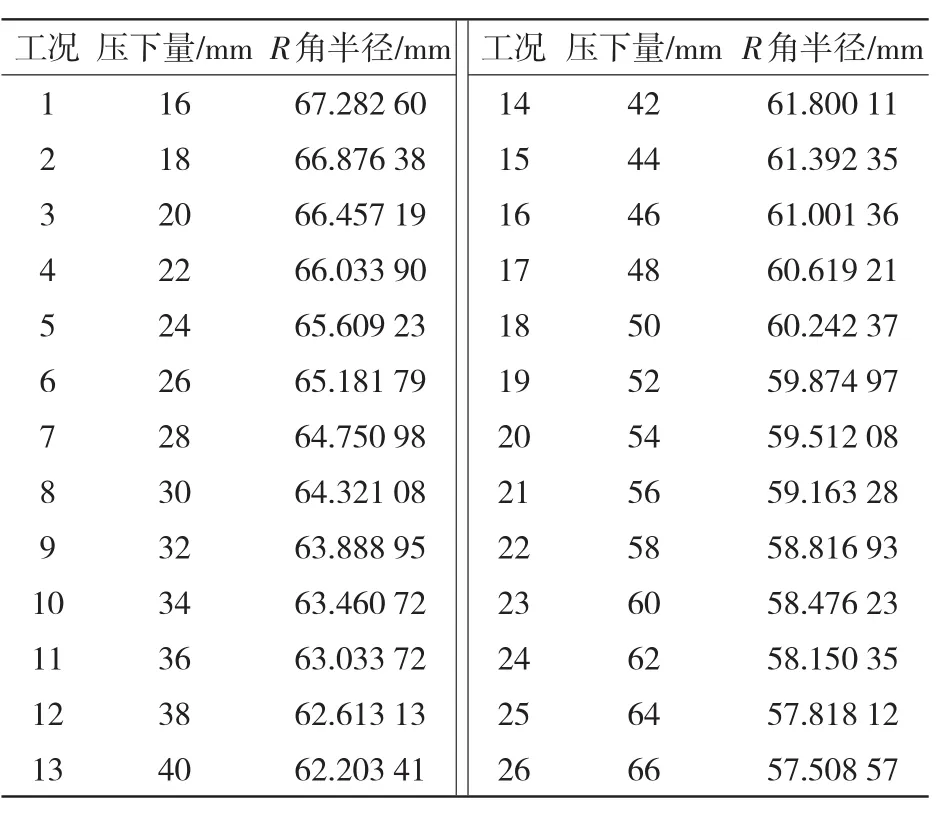
表1 不同壓下量下的R角半徑值
4.1 R角曲線擬合
對表3進(jìn)行曲線擬合,進(jìn)而得出不同壓下量下R角的半徑值。假設(shè)R角部位的曲線解析式如下:
將X和Y寫成矩陣形式:[x]→[n×1],[y]→[n×1]。則式(1)可寫為:

求解式(2)得:
式中,x、y為實(shí)際取點(diǎn)的橫縱坐標(biāo),[x y 1]-1為[x y 1]的逆矩陣(可依據(jù)情況不同根據(jù)高斯消元、QR分解等方法求解)。
4.2 結(jié)果分析
圖3為不同壓下量對R角半徑變化的影響規(guī)律。由圖3可以看出,隨著壓下量的增加,R角半徑值減小,R角半徑值的變化呈近線性變化,其解析式為r=70.29-0.198d。其中d為壓下量,mm;r為R角擬合半徑,mm。
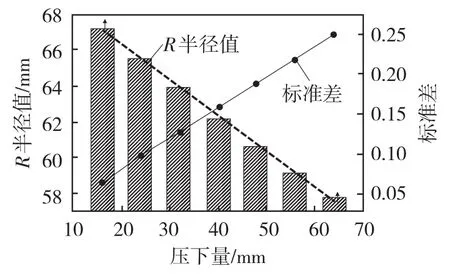
圖3 不同壓下量對R角半徑變化的影響規(guī)律
此外,由圖3還可以看出,隨著壓下量的增加,R角半徑的標(biāo)準(zhǔn)差逐漸增大,意味著R角的變形隨著壓下量的增加而增大。R角的形狀越來越不光滑,為后續(xù)的水平軋制造成困難。
不同壓下量下R角部位30個節(jié)點(diǎn)坐標(biāo)距圓心的偏差如圖4所示。由圖4可以看出,R角部位的30個節(jié)點(diǎn)距離擬合圓心的位置呈近余弦規(guī)律變化;且隨著壓下量的增加,距離偏差波動增大。
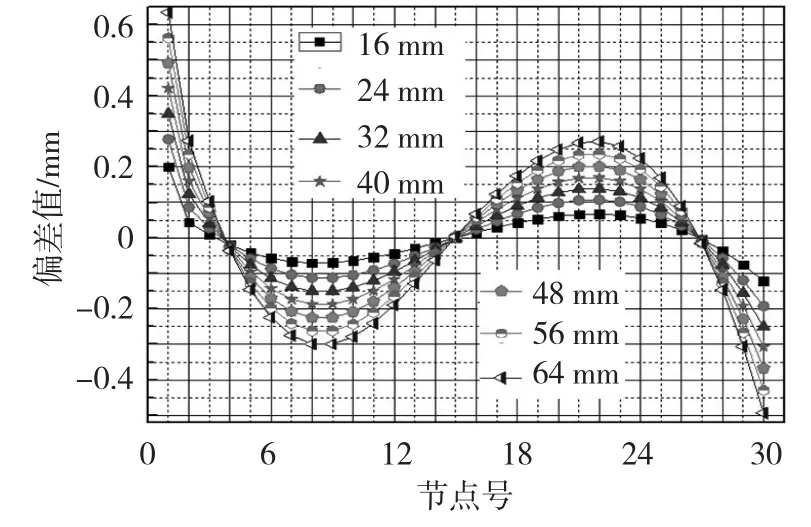
圖4 不同工況下節(jié)點(diǎn)半徑偏差
考慮到1號和30號節(jié)點(diǎn)分別與H型鋼翼緣和腹板接觸,計算誤差一般會偏大,故不考慮這兩點(diǎn)。由圖還可以看出,不同工況下22號節(jié)點(diǎn)處金屬明顯外突。各點(diǎn)所受應(yīng)力如圖5所示,可看出22點(diǎn)附近應(yīng)力最大,因此該點(diǎn)有著最大的變形量。而8號節(jié)點(diǎn)附近明顯內(nèi)凹,易形成R角折疊,但該點(diǎn)位置對腹板折疊現(xiàn)象不產(chǎn)生影響,此處不再作進(jìn)一步闡述。
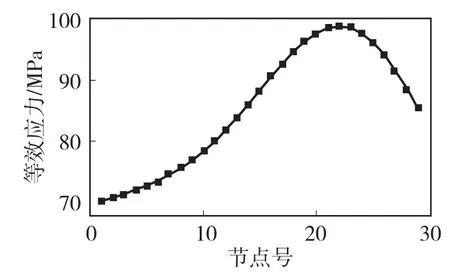
圖5 R角處不同節(jié)點(diǎn)等效應(yīng)力
壓下量為38、44、18和60 mm下的斷面金屬流動如圖6所示。由圖6可以看出,壓下量為38 mm和44 mm下,斷面X方向的金屬流動在22號節(jié)點(diǎn)附近尤為劇烈,容易產(chǎn)生腹板折疊拉絲現(xiàn)象。而除此二者之外的壓下量,如壓下量為18 mm和60 mm斷面X方向的金屬流動在22號節(jié)點(diǎn)附近雖然波動較大,但是不劇烈。而計算的H型鋼UC305 mm×305 mm規(guī)格的現(xiàn)場實(shí)際軋制壓下量為40 mm,也是出現(xiàn)了腹板折疊,計算結(jié)果與現(xiàn)場實(shí)際情況吻合。
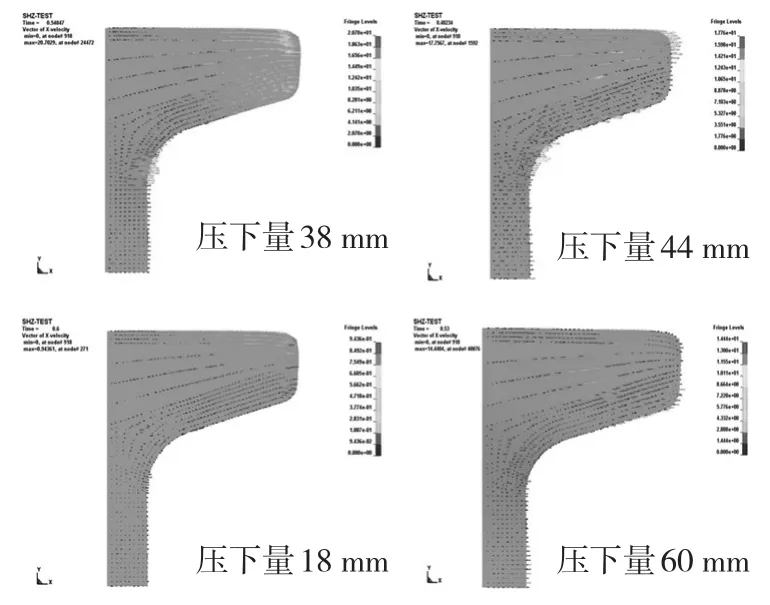
圖6 斷面X方向金屬流動
通過表1所示26種工況對比分析發(fā)現(xiàn),針對UC305 mm×305 mm規(guī)格H型鋼,隨著立輥壓下量的增加,R角半徑減小,波動增大。壓下量存有兩個臨界點(diǎn),即壓下量為38 mm和44 mm,在兩個臨界點(diǎn)之內(nèi)容易出現(xiàn)腹板折疊,而在臨界點(diǎn)之外出現(xiàn)腹板折疊的概率較小。
由于上述現(xiàn)象的存在,在H型鋼軋制過程中,為了保證H型鋼的軋制質(zhì)量,需要對軋輥R角部位進(jìn)行改進(jìn)。可以根據(jù)立輥的壓下情況適當(dāng)調(diào)大軋輥R角半徑。
5 結(jié)論
5.1 隨著壓下量的增加,R角半徑減小,而且基本呈線性關(guān)系。
5.2 隨著壓下量的增加,R角半徑標(biāo)準(zhǔn)差增大,意味著R角形狀波動增大,越來越不光滑。
5.3 不同壓下量下22號節(jié)點(diǎn)處的金屬波動較大。提出了H型鋼腹板折疊出現(xiàn)的臨界條件,即壓下量≤38 mm或壓下量≥44 mm。
5.4 在H型鋼軋制過程中,為了保證H型鋼軋制質(zhì)量,需要對軋輥R角部位進(jìn)行改進(jìn)。可以根據(jù)立輥的壓下情況適當(dāng)調(diào)大軋輥R角半徑,可減少腹板折疊現(xiàn)象發(fā)生。
[1] 奚鐵,錢奕峰,章靜.H型鋼開坯軋制變形分析[J].軋鋼,2004,21(6):47-49.
[2] 馬光亭,臧勇,朱國明,等.H型鋼萬能軋制過程中金屬流動的有限元分析[J].北京科技大學(xué)學(xué)報,2008,30(2):165-168.
[3] 朱國明,康永林,陳偉,等.H型鋼多道次可逆開坯軋制過程的三維熱力耦合仿真分析[J].中國機(jī)械工程,2007,18(14):1 747-1 750.
[4] 劉才,卜勇力,趙文才.H型鋼軋制翼緣不同壓下量的應(yīng)力應(yīng)變分析[J].軋鋼,1999,16(4):11-14.
[5] 王欣,王長松,尹佐勇,等.H型鋼軋制過程的計算機(jī)仿真[J].北京科技大學(xué)學(xué)報,2003,25(6):560-562.
[6] 唐廣波,劉正東,康永林,等.熱軋帶鋼傳熱模擬及變形區(qū)換熱系數(shù)的確定[J].鋼鐵,2006,41(5):36-40.
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
