應用尺寸鏈原理確定電鍍前桿端體螺紋的精度
2013-07-20 09:15:44盧金忠
軸承 2013年3期
盧金忠
(福建龍溪軸承(集團)股份有限公司,福建 漳州 363000)
按標準要求,桿端關節(jié)軸承的桿端體(含螺紋)需經電鍍處理,電鍍后螺紋精度要符合要求,而鍍層厚度允許有一定的波動量(鍍層厚度為8~10 μm,各公司的規(guī)定可能不同),這將對電鍍后桿端體螺紋精度產生影響。為了保證螺紋精度,電鍍前必須確定桿端體螺紋的加工精度等級。
1 工藝尺寸鏈原理
工藝尺寸鏈由組成環(huán)(增環(huán)和減環(huán))和封閉環(huán)組成,它們之間存在下列關系[1]:封閉環(huán)的基本尺寸等于所有增環(huán)的基本尺寸之和減去所有減環(huán)的基本尺寸之和,即
(1)
封閉環(huán)的上偏差等于所有增環(huán)的上偏差之和減去所有減環(huán)的下偏差之和,即
(2)
封閉環(huán)的下偏差等于所有增環(huán)的下偏差之和減去所有減環(huán)的上偏差之和,即
(3)
封閉環(huán)的公差等于所有組成環(huán)的公差之和,即
(4)

2 桿端體螺紋的尺寸鏈關系
桿端體螺紋鍍前尺寸公差、鍍層厚度公差及鍍后尺寸公差三者之間形成如圖1所示的尺寸鏈關系。
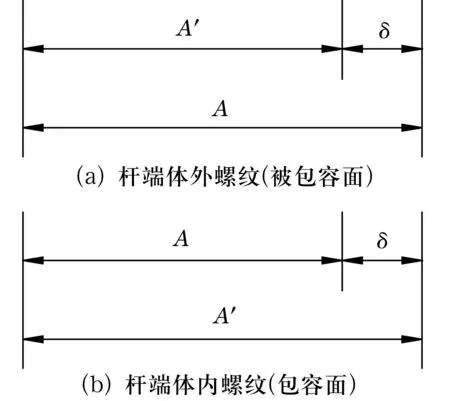
圖1 桿端體螺紋尺寸鏈關系
對桿端體外螺紋
A=A′+δ,
(5)
es=es′+ξKδmax;ei=ei′+ξKδmin。
(6)
對桿端體內螺紋
A=A′-δ,
(7)
ES=ES′-ξKδmin;EI=EI′-ξKδmax。
(8)
式中:A為桿端體螺紋鍍后螺紋中徑(封閉環(huán));A′為桿端體螺紋鍍前螺紋中徑(組成環(huán));δ為鍍層厚度(組成環(huán));ES,EI分別為內螺紋螺紋中徑鍍后上、下偏差;ES′,EI′分別為內螺紋螺紋中徑鍍前上、下偏差;es,ei分別為外螺紋螺紋中徑鍍后上、下偏差;es′,ei′分別為外螺紋螺紋中徑鍍前上、下偏差;ξ為傳遞系數(shù),指鍍層厚度對螺紋中徑鍍后尺寸的影響;K為鍍層厚度比,指螺紋牙型表面鍍層與主要表面鍍層的比值。
2.1 傳遞系數(shù)ξ
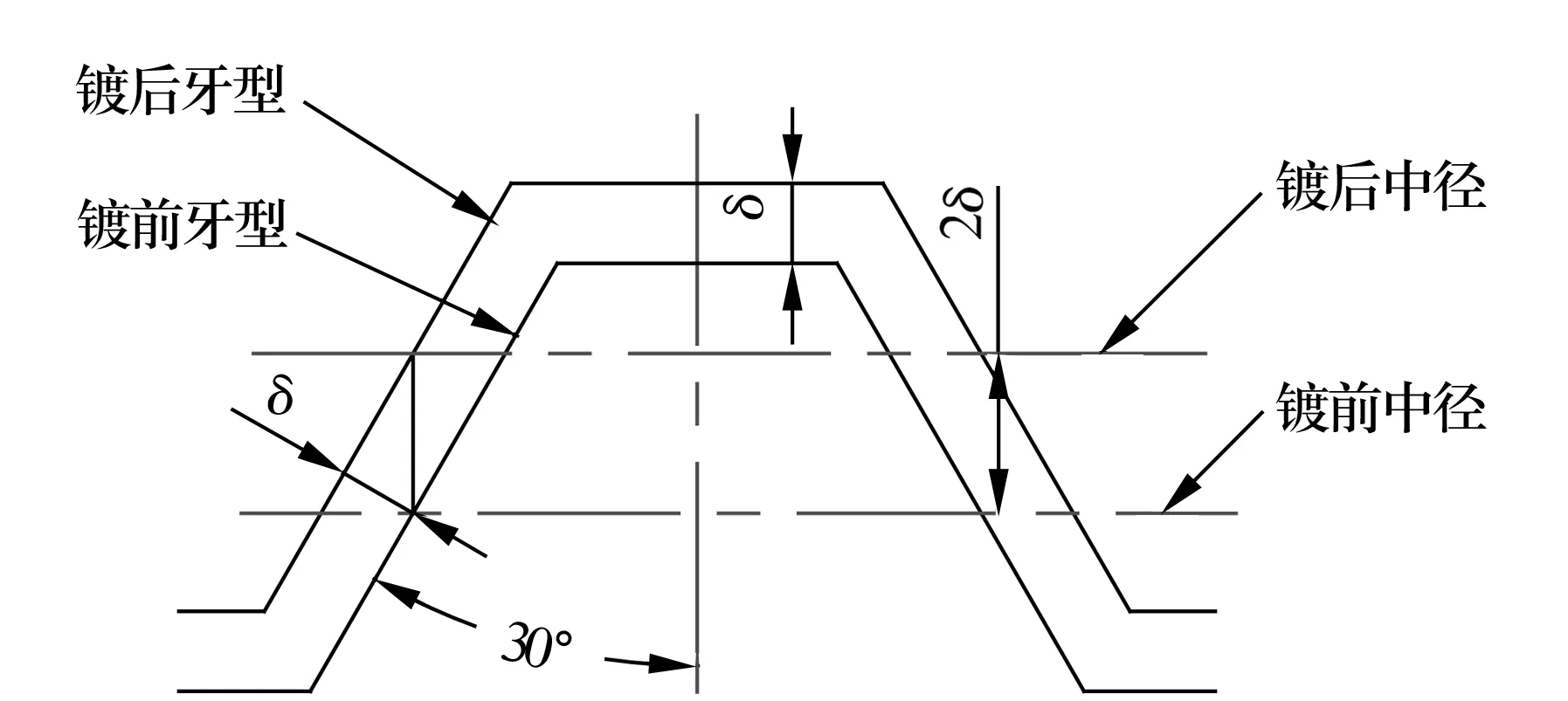
圖2 鍍層分布
2.2 鍍層厚度比K
桿端體電鍍時,由于尖端放電效應、屏蔽效應、電流密度分布及其他一些工藝因素影響,螺紋牙型各表面之間的鍍層厚度是不均勻的。
對于桿端體外螺紋,由于電鍍工藝參數(shù)是按其外徑尺寸制訂的,外徑面作為主要表面,所以取K=1。
對于內螺紋,需考慮:(1)機加工內螺紋時或多或少形成的孔口大、中間小的喇叭口現(xiàn)象;(2)電鍍時的屏蔽作用使鍍層形成的孔口厚、中間薄現(xiàn)象。綜合這兩方面,在一般情況下可以認為鍍后內螺紋的螺紋中徑是圓柱形,但制訂電鍍工藝時,不是把桿端體內螺紋,而是把桿端體柄的外表面作為主要表面確定工藝參數(shù)。通過試驗和檢測統(tǒng)計,得出桿端體內螺紋的鍍層厚度比K取為0.5較合適。
3 計算實例

es′=-0.034-4×1×0.01=-0.074 mm;ei′=-0.184-4×1×0.008=-0.216 mm。

ES′=0.200+4×0.5×0.008=0.216 mm;EI′=0+4×0.5×0.010=0.020 mm。
4 結束語
根據(jù)工藝尺寸鏈原理,封閉環(huán)的公差等于組成環(huán)的公差之和,作為組成環(huán)的桿端體螺紋鍍前尺寸公差一定比鍍后尺寸公差小,其減少值為ξK(δmax-δmin)。應用文中所述公式,可以保證大多數(shù)桿端體螺紋的鍍后尺寸滿足要求,但仍需根據(jù)標準要求和企業(yè)自身情況,制定出合理的鍍層厚度。
鍍層厚度不但影響桿端體的防銹性能,也影響產品精度,因此要配備好與批量生產相適應的檢測手段;且鍍層厚度比K應通過工藝試驗驗證后才能用于工藝設計。
