圓錐滾子軸承保持架收縮模的設計改進
2013-07-21 07:25:20尤偉清李舉超楊繼凱
軸承 2013年10期
關鍵詞:設計
尤偉清,李舉超,楊繼凱
(優必勝(蘇州)軸承有限公司,江蘇 常熟 215500)
圓錐滾子軸承保持架收縮模是圓錐滾子軸承裝配的重要工裝,收縮質量對軸承的振動、壽命等均產生影響。在傳統收縮模設計方法中,有些關注了保持架收縮壓迫的位置和加壓方法;有些關注了取出內組件的方法[1-2]。下文主要從解決圓錐滾子軸承收縮保持架凹模的加工難點出發,在兼顧傳統設計優點的基礎上,改進了軸承保持架收縮模的設計。
1 傳統收縮模結構及存在的問題
傳統設計方法中,圓錐滾子軸承收縮保持架凹模如圖1所示。其結構是將收縮模加工成與保持架角度一致的斜面,并在圓周方向增加避空槽。傳統設計收縮模斜面采用兩種角度是為了便于取出收縮完成的內組件。避空槽為以dp為直徑,α為角度的圓周均布斜圓孔。實際生產中,需要針對圓錐滾子軸承錐角的不同改變參數,設計合適的收縮模[3]。
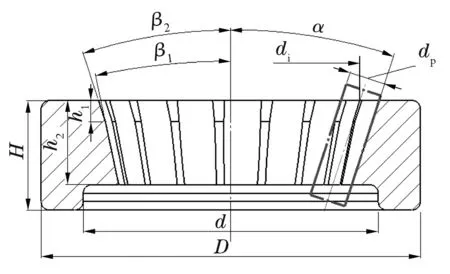
圖1 傳統圓錐滾子軸承收縮保持架凹模
傳統收縮模避空槽設計成帶角度的斜面,而加工斜槽比較困難。如果在熱處理前加工,外徑較大的收縮模變形也較大,易導致卡滾子、碰傷等情況;如果在熱處理后加工,需要用硬質合金銑刀分層逐步完成。實際加工中多以控制熱處理后硬度,逐步銑削而成,但其加工成本非常高。
2 改進后的收縮模
改進后收縮模結構如圖2所示。收縮模作用的位置依然在收縮模的梯形梁上。
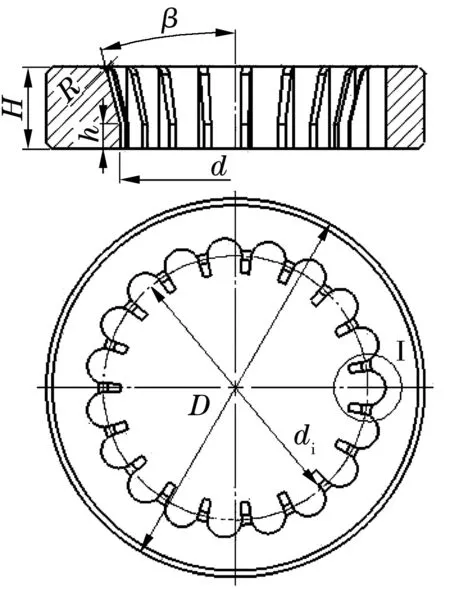
圖2 改進后圓錐滾子軸承收縮保持架凹模
(1)實踐證明,當圓錐滾子軸承保持架錐角大于9°時,完全不需要將收縮模梁設計成多角度段的形式。在試裝配完成磨合后,內組件脫落無障礙。
(2)在收縮模大頭加工出圓角,以有效防止裝入內組件時擦傷滾子。圓角大小可根據保持架大端圓周高度設計。
(3)改進避空槽的設計結構。改進后的收縮模在熱處理前只需加工出斜面及外徑面,在熱處理后線切割避空槽。這樣,既保證了避空槽的尺寸,又大大降低了加工難度,同時熱處理后的硬度也可以提高。
(4)取消底座避空。原底座避空在實際使用中沒有起到有效作用,因此,將其加工成直孔,這樣在粗車時可省略調頭車工序。
改進設計中,收縮模中作用梁寬度的調整,可在線切割避空槽時調整θ角來完成,如圖3所示。
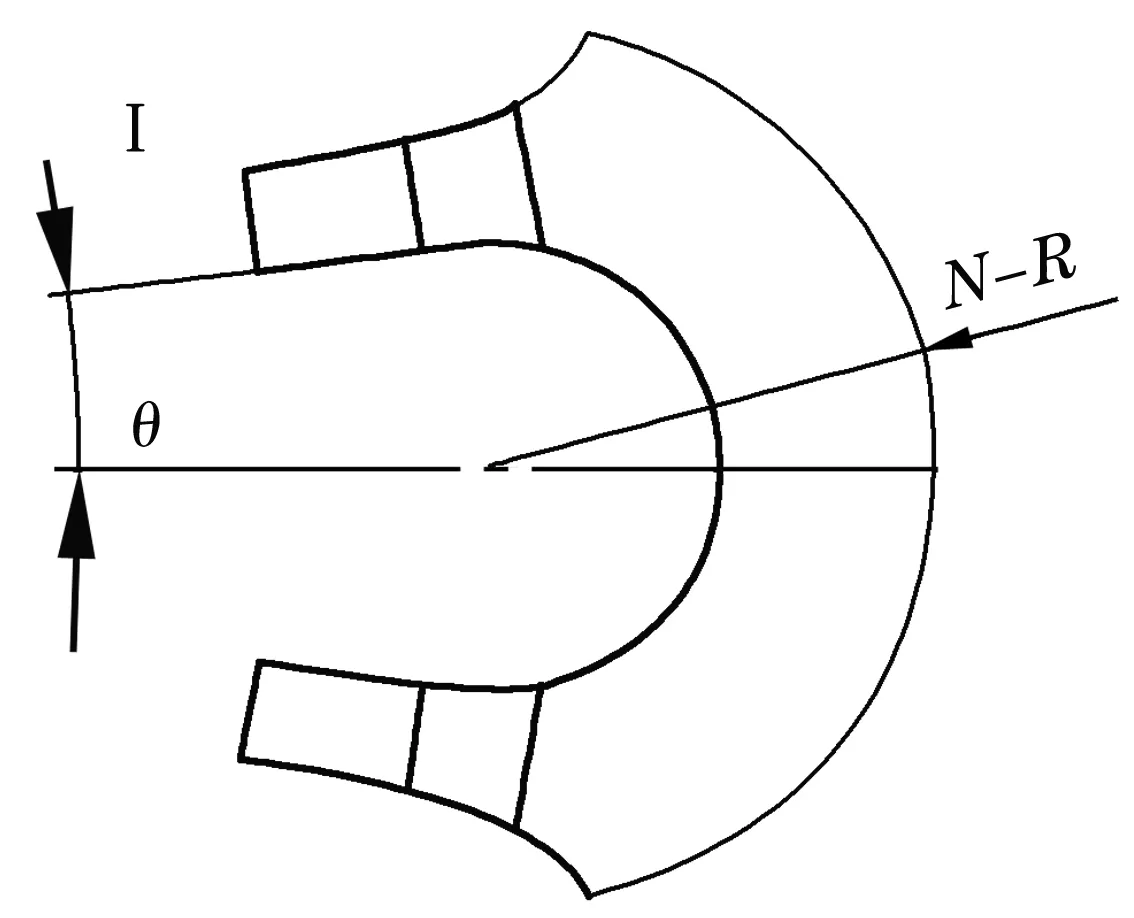
圖3 凹模局部放大
3 舉例
以31311圓錐滾子軸承為例,采用改進后的設計方法進行參數計算。31311為大錐角系列軸承,傳統設計方法的收縮模易導致梯形梁上下寬度差較大。
依據新設計方法確定的參數為:高度H=31 mm,h=8 mm, 內徑d=86 mm,外徑D=160 mm,中心徑di=109.3 mm;避空槽半徑R=8.25 mm,等分數n=16,角度β=26.5°,θ=10°梯形梁上部分寬度為5.089 mm,下部分寬度為4.601 mm,得到比較理想的形狀。如果繼續調整θ角還能將該形狀進一步優化。
4 結束語
通過對傳統圓錐滾子軸承保持架收縮模結構的設計改進,逐步得到了既實用又易加工的模具結構,改進后的模具能夠使工裝制造成本降低50%以上,特別適合于小批量、多品種的生產需求。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04