難導電硬脆材料噴霧電化學放電加工機理研究
2013-07-25 03:36:56于建元劉志東邱明波田宗軍
中國機械工程 2013年9期
于建元 劉志東 邱明波 王 琳 田宗軍
南京航空航天大學,南京,210016
0 引言
因半導體、光學玻璃、工程陶瓷等難導電硬脆材料具有耐磨性強、硬度高等優良性能,故在電子、光學等領域得到了廣泛應用[1]。但難導電硬脆材料的脆性大,采用傳統機械加工方法成本高、效率低,且易產生微裂紋,從而嚴重影響表面質量和性能[2]。
電加工是依靠電能、熱能而不是機械能實現加工的,可以加工任何硬、脆、韌、軟及高熔點的導電材料,而難導電硬脆材料一般不能直接采用電加工方法加工。郭永豐等[3]研究了基于絕緣陶瓷輔助電火花加工原理在煤油中對絕緣陶瓷的電火花磨削加工,但加工效率較低。黑松彰雄[4]研究了機械電解電火花復合磨削技術,該技術能實現對非導電陶瓷的高效精密加工,但仍存在放電難以控制和電能利用率低等問題。劉永紅等[5]提出了雙電極同步伺服電火花機械復合磨削技術,實現了對非導電陶瓷的磨削加工,但輔助電極送給及控制系統較為復雜,導致放電狀態難以精確控制。
基于電加工復合磨削出現的問題,本文提出了一種一極為開槽金屬輪,另一極為緊貼工件表面的進電金屬片的噴霧電化學放電加工方法,闡述了其加工原理,并構建了其傳熱物理模型。通過分析單晶硅、光學玻璃和氧化鋁陶瓷的加工放電波形和表面微觀形貌,提出了電化學放電加工加工不同類型難導電硬脆材料的加工狀態及蝕除方式。
1 噴霧電化學放電加工原理
對難導電硬脆材料進行電化學放電加工時通常需要輔助電極才能達到放電目的,傳統的方法是直接采用導電噴嘴作為電極,這不僅提高了對噴嘴的制作和安裝要求,還要保證液流的連續性[6]。本文采用了緊貼工件表面的進電金屬片作為輔助電極,其加工原理如圖1所示。為了實現開槽金屬輪與床身的絕緣,在開槽金屬輪的兩側面夾絕緣片且在中間放置絕緣套筒。加工時,將進電金屬片接脈沖電源的正極,開槽金屬輪接負極,通過霧化噴嘴將電解液霧化并直接噴射到開槽金屬輪與進電金屬片之間。由于開槽金屬輪周圍空氣流場的帶動,其表面會附著一層空氣薄膜,而電化學作用可以在開槽金屬輪與電解液接觸處產生氫氣;當氫氣泡達到一定量時便形成一層包圍開槽金屬輪的氣體薄膜,使得開槽金屬輪與電解液在短期內形成絕緣,從而達到高的電位梯度;當達到氣體薄膜的擊穿電壓后,便引起火花放電,產生的能量穿透電解液薄膜后直接到達工件表面,工件在放電爆炸力及局部熱沖擊力作用下產生蝕除,同時在工件上產生的突起部位可利用開槽金屬輪的機械刮磨作用加以去除。通過開槽金屬輪對工件進行的電化學放電和機械力的共同作用,實現對難導電硬脆材料的加工。
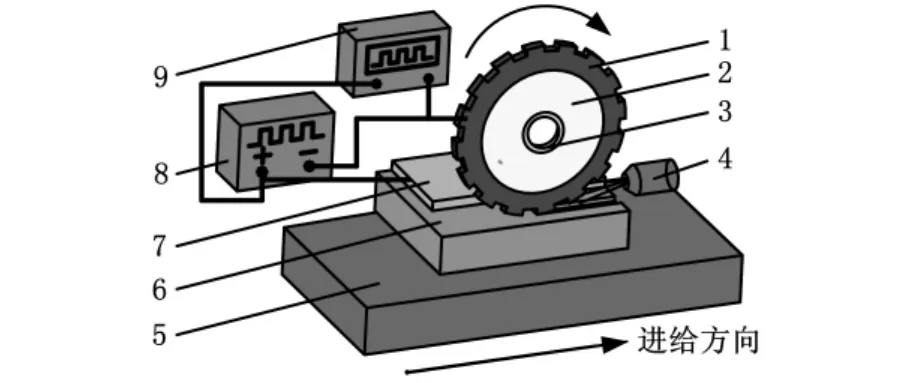
圖1 噴霧電化學放電加工原理圖
2 電化學放電加工的傳熱物理模型
電化學放電加工的本質是開槽金屬輪與周邊的電解液作為放電兩極,擊穿兩極之間的氣體薄膜后產生火花放電而間接蝕除附近的工件材料,其物理過程如圖2所示。當氣體薄膜將開槽金屬輪與電解液隔絕時,電場強度的增加使氣體薄膜被擊穿而引起火花放電,在開槽金屬輪與電解液之間形成一個截面積很小、電流密度很高的放電通道,其局部溫度可達10 000℃左右;由于進電金屬片與電解液接觸面積很大,其附近產生氣泡的數量相對較少且很分散,故不會形成火花放電,如圖2a所示。對于開槽金屬輪而言,由于其高速旋轉,使得放電點迅速轉移,故在其表面產生的凹坑很小;而火花放電擊穿電解液薄膜后部分能量直接到達工件表面,使得局部工件材料瞬時軟化、熔融甚至氣化,并在放電爆炸力及局部熱沖擊力作用下,氣化和部分熔融的工件材料被直接濺射拋出,在工件表面形成微小的凹坑,如圖2b所示。
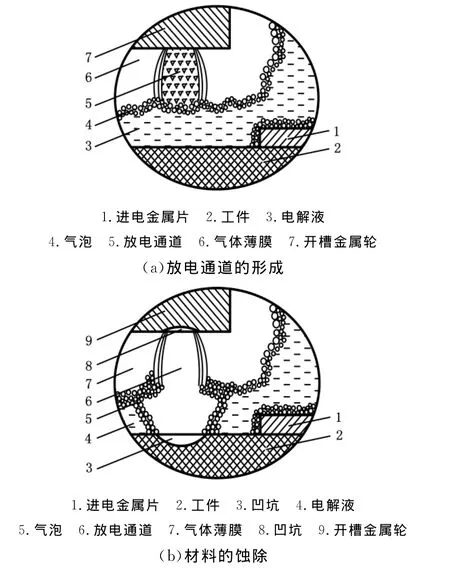
圖2 電化學放電加工物理過程原理圖
通過對電化學放電加工物理過程的分析,可構建電化學放電加工的傳熱物理模型,如圖3所示。
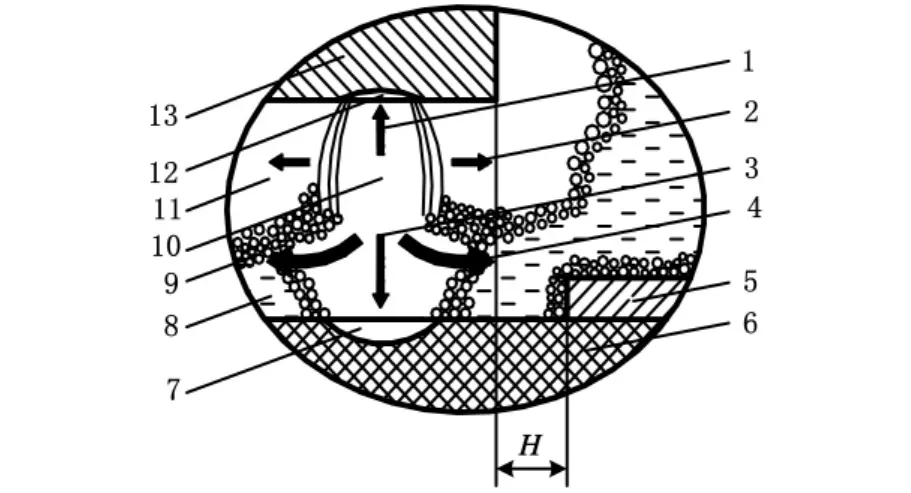
圖3 電化學放電加工的傳熱物理模型
放電通道內的等離子體在電場力作用下高速運動,將動能轉化為熱能對開槽金屬輪與電解液進行轟擊,形成符合高斯分布的瞬時高溫熱源,另有很小一部分能量散失在氣體薄膜中。由于開槽金屬輪的旋轉,部分熱量被帶走,使得其熔融氣化區較小。當放電電流流過放電通道附近的電解液時,在其內部產生較大的焦耳熱而使電解液溫度上升;由于電解液導熱性較好,大部分火花放電產生的能量將散失在電解液中,用于加熱電解液并使其局部溫度升高,部分電解液直接氣化而將下部工件暴露出來,使得部分能量可直接作用于工件材料表面,并向工件內部傳遞而使其溫度升高,使工件軟化、熔融甚至氣化。
由上述傳熱物理模型可知,放電通道內產生的能量即使再大,最終輸入到工件表層的也僅僅是其中一小部分,為此要盡量減少能量的散失,尤其是要減少電解液對放電能量的吸收,并使放電能量盡可能集中在一個狹小的區域內,以實現快速穩定加工。對此,可采取以下措施和方法:
(1)采用精細霧化噴嘴實現電解液的霧化。此時的加工介質為氣液兩相流,氣相的存在不僅可以減小電解液的體積,從而減少電解液對放電能量的吸收,還有利于開槽金屬輪表面氣體薄膜的快速穩定形成,從而減少電化學能的消耗,增大作用于工件的火花放電能量。
(2)優化開槽金屬輪和進電金屬片的結構形狀與放置位置。為了使開槽磨輪具有較好的綜合加工性能,一般要求開槽磨輪的斷續比η=0.60~0.85,開槽數目N為16~128[7]。試驗中設計的開槽金屬輪結構如圖4所示,齒頂直徑為180mm,齒根直徑為168mm,開槽數N=16。為了增大開槽金屬輪周圍空氣的帶入量,促進空氣薄膜的快速形成,斷續比應有所下降,試驗中設計的開槽金屬輪斷續比η=0.56。為了增大火花放電能量密度,開槽金屬輪的厚度應越小越好,試驗中所用開槽金屬輪的厚度為2mm。為了避免進電金屬片處也產生電化學火花放電,應增大進電金屬片與電解液的接觸面積而使氣泡分散,故進電金屬片面積應盡量大,試驗中采用的厚度為0.2mm。為了減少電解液中的能量消耗,開槽金屬輪與進電金屬片之間的距離應盡量小,試驗中兩金屬電極水平距離H=3mm,如圖3所示。
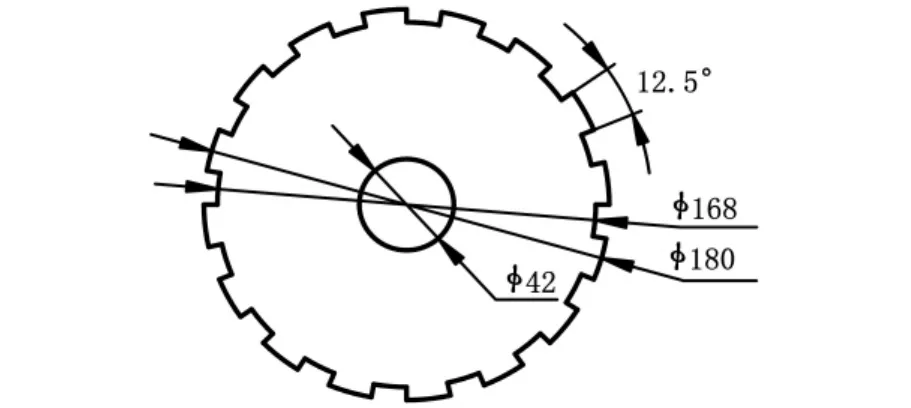
圖4 開槽金屬輪結構圖
(3)為了充分利用開槽金屬輪高速旋轉時其周圍的空氣流場,可通過變頻器實現轉速可調。當轉速較低時,空氣薄膜形成很慢,使開槽金屬輪、進電金屬片與電解液一直形成回路,而主要依靠化學作用來形成氣體薄膜;當轉速過高時,電解液將被迅速帶走而處于開路狀態。因此,加工時的轉速一般控制在1200~1800r/min,試驗中所用轉速為1800r/min。
3 試驗研究
3.1 試驗條件
加工時,將示波器的電壓探頭直接連在開槽金屬輪和進電金屬片上。因為試驗中采用的是直流恒壓電源加斬波輸出方案,脈寬部分的電壓幾乎無變化,而電流會隨著電化學放電加工的微觀過程而發生變化,所以可以通過電流變化來進行加工放電波形的分析。由電化學反應:

可知,在同樣條件下,氫氣的產生速率為氧氣的2倍,可以加速氣體薄膜的穩定形成,從而有利于火花放電機率的提高,故選用正極性加工方式。試驗條件如表1所示。
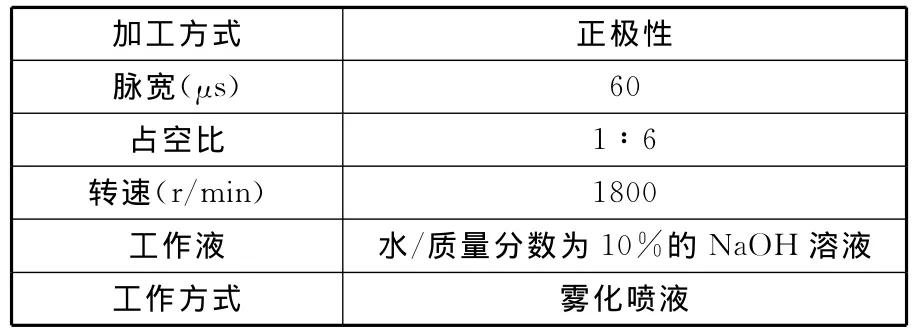
表1 試驗條件
選取單晶硅(Si)、光學玻璃(SiO2)和氧化鋁陶瓷(Al2O3)三種典型的難導電硬脆材料進行試驗研究,材料的物理屬性如表2所示。
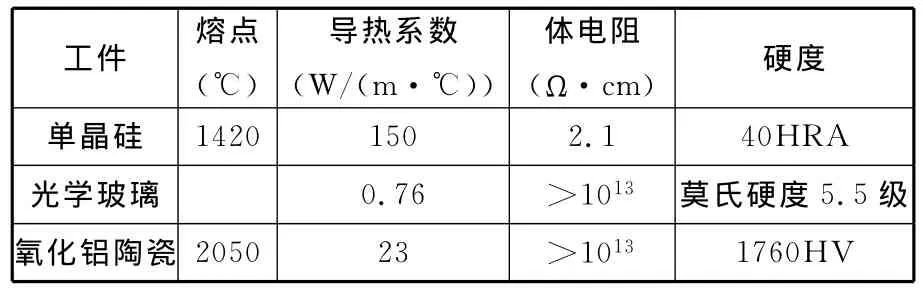
表2 材料的物理屬性
3.2 加工放電波形分析
由圖5a可以看出,在水中加工單晶硅時,加工狀態為電火花放電。由于單晶硅具有一定的導電性,當電壓較高時可以直接擊穿水介質而在開槽金屬輪與單晶硅之間產生火花放電,電流呈典型半導體放電的爬坡上升形式[8]。
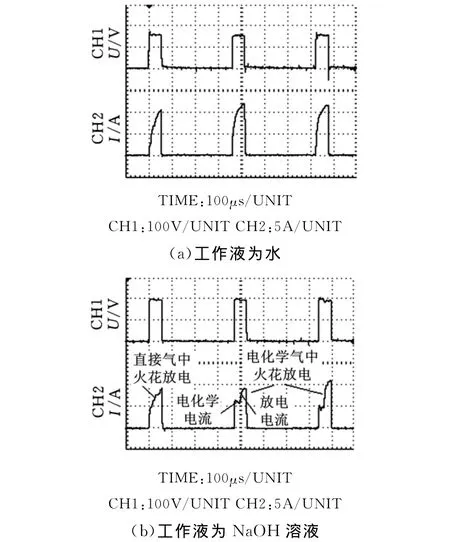
圖5 加工單晶硅的放電波形圖
由圖5b可看出,在NaOH溶液中加工單晶硅時,其加工狀態與在水中有所不同。第一個放電波形為直接氣中火花放電,其產生的原因是:受開槽金屬輪周圍空氣流場以及上個脈沖期間電化學作用的影響,產生的氣體薄膜已將開槽金屬輪與電解液隔絕,導致脈沖到來時直接把電場強度最大處的氣體薄膜擊穿,形成氣中火花放電,并使極間電阻迅速下降,電流呈爬坡式上升。第二、三個放電波形為電化學氣中火花放電,其形成過程分為三個階段:首先,由于氣體薄膜不足以隔絕開槽金屬輪與電解液,而NaOH溶液的導電性較好,故形成閉合回路,導致脈沖到來時電流值較大;其次,隨著電化學作用產生的氫氣泡增多,氣體薄膜逐漸致密并隔絕開槽金屬輪與電解液,導致極間電阻不斷增大,此階段的電流稱為電化學電流,其值略有下降;第三,隨著開槽金屬輪與電解液間的電場強度不斷增大,氣體薄膜被擊穿,形成氣中火花放電,極間電阻迅速下降,此階段的電流稱為放電電流,其值迅速上升。由于在一個脈沖內既有電化學作用又有氣中火花放電的加工狀態,因此稱電化學氣中火花放電。
光學玻璃和氧化鋁陶瓷均為絕緣體,因此只能依靠在電解液中發生的電化學作用產生氣體薄膜后形成火花放電,由圖6和圖7可以看出,它們的加工狀態與圖5b在NaOH溶液中加工單晶硅的后兩個加工波形類似。由于電化學作用生成的氫氣泡需要經一定延時以后才能形成穩定致密的氣體薄膜來隔絕放電兩極,從而達到火花放電的條件,因此加工狀態基本先進行兩金屬電極之間的電化學反應,形成一定的氣體薄膜后再進行氣中火花放電。由于加工時采用霧化噴液的方式,因此開槽金屬輪與進電金屬片之間的電化學作用處于一個非穩定狀態,導致電化學電流也處于非恒定狀態;此外,受開槽金屬輪周期性轉動的影響,開槽金屬輪表面氣體薄膜形成的速度和厚度均有些差異,故放電電流也有一定的波動。
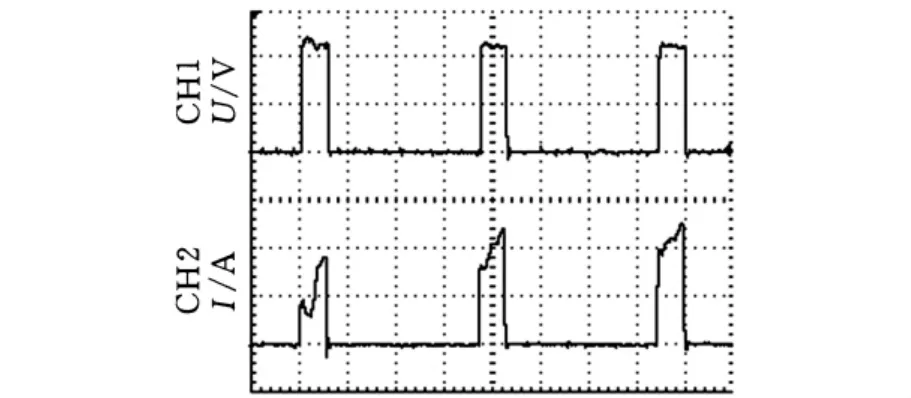
圖6 加工光學玻璃的放電波形圖
3.3 表面微觀形貌分析
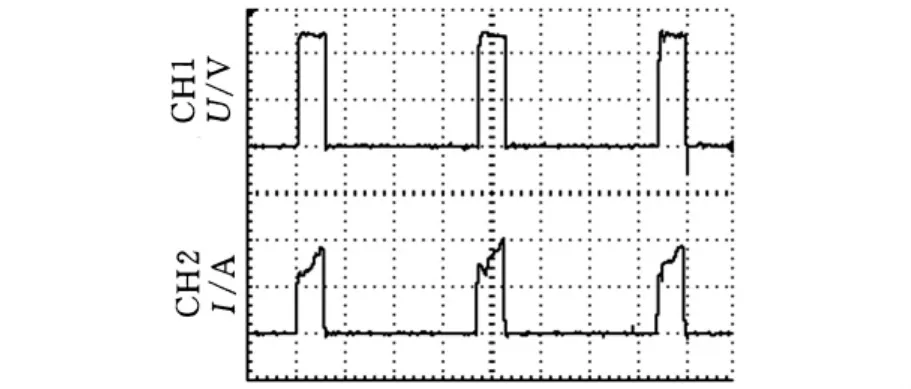
圖7 加工氧化鋁陶瓷的放電波形圖
由圖8a可以看出,在水中加工單晶硅時,其表面粗糙、松散,由很多不規則的顆粒狀物組成,并且有非常明顯的顯微裂紋。由于電火花放電時,放電通道的瞬間溫度很高,已遠遠超過單晶硅的熔點,而單晶硅的導熱性較好,故熱量向單晶硅的內部繼續擴展,單晶硅材料可直接被熔融甚至氣化,并在火花放電產生的爆炸力及局部熱沖擊力作用下拋除。隨著放電點的轉移以及水的冷卻作用,單晶硅加工區域在巨大的溫度梯度作用下,導致部分熔融單晶硅材料急劇冷卻,使晶核長成晶面取向不同的晶粒而形成多晶硅,并以顆粒狀雜亂地分布在單晶硅表面。由于硅凝固時體積膨脹,并產生熱應力,故出現明顯的顯微裂紋。
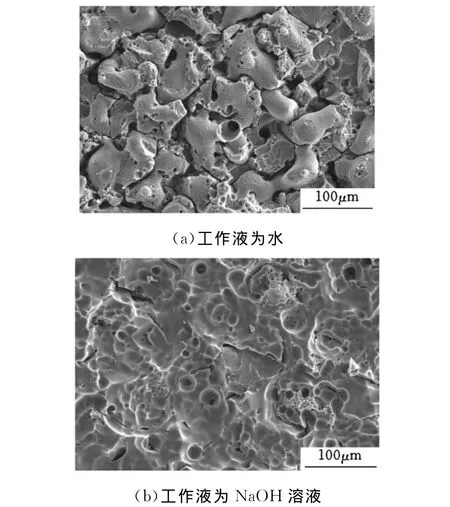
圖8 單晶硅的表面形貌SEM圖
由圖8b可以看出,在NaOH溶液中加工單晶硅時,其表面較為平整,在大而淺的放電坑內有很多微小孔洞,并有少量的顯微裂紋。分析其表面形成的原因是:首先,由于單晶硅具有一定的導電性,而電化學作用使得NaOH溶液的溫度較高,因此強烈的電化學腐蝕作用使得單晶硅表面平整性較好;其次,由于電化學放電產生的能量要擊穿一層NaOH溶液以后才能到達單晶硅表面,從而導致作用于單晶硅的能量進一步減小并很分散,故放電坑大而淺,并且由于電化學放電的區域范圍較大,使得火花放電能量利用率降低,因熱應力產生的裂紋較少,且部分裂紋被熔融產物填充,使得裂紋較淺;第三,在高溫條件下熔融的單晶硅與NaOH溶液發生了化學反應(Si+2NaOH+H2O=Na2SiO3+2H2↑),生成的 Na2SiO3被高速旋轉的開槽金屬輪以及高壓霧化液流沖走,故出現許多微小孔洞[9]。
由圖8可以看出,對于單晶硅,無論是電火花加工還是電化學放電加工,其表面均不存在機械刮磨痕跡。分析原因是:若依靠開槽金屬輪的機械刮磨作用去除單晶硅的高溫軟化層,而露出嶄新的基體表面,雖然會加強電化學腐蝕和化學溶解作用,但開槽金屬輪與單晶硅接觸會出現短路或拉弧現象,進而影響火花放電作用,故加工中應盡量控制工件進給速度,防止出現開槽金屬輪的機械刮磨作用。
由圖9可以看出,光學玻璃表面比較平整,較為規則的顆粒四周分布很多溝壑。雖然電化學放電的能量穿透NaOH溶液后才能傳導給光學玻璃,并且光學玻璃的導熱性很差,但因其不是結晶態物質,沒有固定熔點,在溫度升高的過程中會慢慢地變軟,通常軟化點在600℃左右,并且溫度越高,其流動性會越好,當溫度達到1500℃時便會熔化,故表面光學玻璃會處于軟化、熔融甚至氣化狀態,然后在火花放電產生的爆炸力及局部熱沖擊力作用下拋除。由于光學玻璃的硬脆性很好,而加工時其軟化熔融區域很小,故應控制工件進給速度,盡量避免開槽金屬輪的機械刮磨作用。此外,在高溫條件下的部分軟化層和熔融未拋除的光學玻璃材料與NaOH溶液發生了化學反應:SiO2+2NaOH=Na2SiO3+H2O,溶解物被高速旋轉的開槽金屬輪以及高壓霧化液流迅速沖走,而使表面呈現很多溝壑。
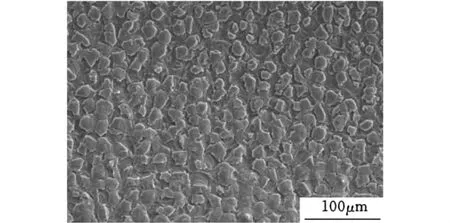
圖9 光學玻璃的表面形貌SEM圖
由于氧化鋁陶瓷的硬度遠遠大于開槽金屬輪,故單純依靠機械力無法加工陶瓷;而氧化鋁陶瓷的熔點很高,導熱性較差,并且以共價鍵、離子鍵或其混合形式組成的原子結合力很強[10],單純依靠電化學放電產生的能量也無法加工氧化鋁陶瓷。氧化鋁陶瓷為高溫燒結而成,其顆粒大小不一,形狀各式各樣,并且分布雜亂,還有很多氣孔。由圖10可以看出,經電化學放電磨削加工以后,氧化鋁陶瓷表面較為平整,顆粒表面覆蓋著重融物。在加工過程中,利用電化學放電產生的瞬間高溫對表面氧化鋁陶瓷材料進行軟化,瞬間放電爆炸力及局部熱沖擊力減弱晶粒間的結合力,從而在陶瓷表面形成軟化層,此時僅需很小的機械力就可以將軟化層去除,以實現延性方式的磨削加工,部分軟化未拋除的材料將重新凝固覆蓋在顆粒表面。
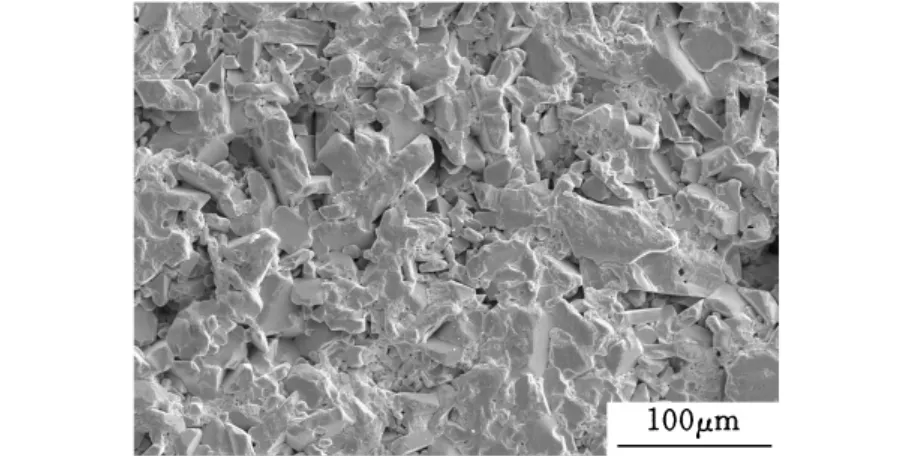
圖10 氧化鋁陶瓷的表面形貌SEM圖
4 結論
(1)通過分析單晶硅、光學玻璃、氧化鋁陶瓷的加工放電波形得出,在電解液中加工難導電硬脆材料的狀態包括直接氣中火花放電和電化學氣中火花放電,并以電化學氣中火花放電為主。
(2)通過分析單晶硅、光學玻璃、氧化鋁陶瓷的表面微觀形貌可知,對于硅等半導體材料,主要依靠電化學腐蝕、電化學放電和化學溶解進行綜合蝕除;對于光學玻璃等易軟化的絕緣材料,主要依靠電化學放電形成的局部高溫進行軟化,并進行化學溶解蝕除;對于氧化鋁陶瓷等高熔點絕緣材料,電化學放電通常只能產生軟化層,再由機械方法實現延性方式去除。
[1]楊俊飛,田欣利,劉超,等.非金屬硬脆材料加工技術的最新進展[J].新技術新工藝,2009(8):10-16.
Yang Junfei,Tian Xinli,Liu Chao,et al.The Latest Research Progress of Machining Technologies for Nonmetal Hard and Brittle Materials[J].New Technology & New Process,2009(8):10-16.
[2]Nakasuji T,Koder S,Hara H,et al.Diamond Turning of Brittle Materials for Optical Components[J].Annals of the CIRP,1990,39(1):89-92.
[3]郭永豐,白基成,劉海生,等.絕緣陶瓷電火花磨削加工的研究[J].電加工與模具,2006(1):54-57.
Guo Yongfeng,Bai Jicheng,Liu Haisheng,et al.The Study of the Process of Machining Insulating Ceramics by Electrical Discharge Grilling[J].Electromachining & Mould,2006(1):54-57.
[4]黑松彰雄.新素材難加工材のMECC加工法[J].ブレス技術,1986,24(12):66-68.
[5]劉永紅,于麗麗,李小朋,等.非導電工程陶瓷電火花磨削技術[J].機械工程學報,2008,44(8):132-136.
Liu Yonghong,Yu Lili,Li Xiaopeng,et al.Technology for Electrical Discharge Grinding of Non-conductive Engineering Ceramics[J].Chinese Journal of Mechanical Engineering,2008,44(8):132-136.
[6]景璀,何英,金美華,等.電解電火花機械磨削復合加工非導電硬脆材料的研究[J].新技術新工藝,1996(5):18-20.
Jing Cui,He Ying,Jin Meihua,et al.Investigation of Non-conductive Hard and Brittle Materials with Electrochemical Discharge Grinding[J].New Technology & New Process,1996(5):18-20.
[7]高航.斷續磨削溫度場的研究[J].機械工程學報,1989,25(2):22-28.
Gao Hang.Investigation of Temperature Field with Intermittent Grinding[J].Chinese Journal of Mechanical Engineering,1989,25(2):22-28.
[8]畢勇,劉志東,邱明波,等.太陽能發電用P型單晶硅放電切割特性研究[J].硅酸鹽通報,2009,28(6):1118-1122.
Bi Yong,Liu Zhidong,Qiu Mingbo,et al.Properties Research on Discharge Cutting of P-type Monocrystalline Solar Silicon[J].Bulletin of the Chinese Ceramic Society,2009,28(6):1118-1122.
[9]劉志東,汪煒,邱明波,等.太陽能硅片電火花電解復合切割制絨機理研究[J].太陽能學報,2009,30(5):619-623.
Liu Zhidong,Wang Wei,Qiu Mingbo,et al.Basic Research on Compound EDM and ECM Cutting with Texturing on Solar Wafer[J].Energiae Solaris Sinica,2009,30(5):619-623.
[10]Mohri N,Fukuzawa Y,Tallni T,et al.Some Considerations to Machining Characteristics of Insulating Ceramics-towards Practical Use in Industry[J].CIRP Annals- Manufacturing Technology,2002,51(1):161-164.