B3-3.43/0.981汽輪機進汽量小原因分析
2013-07-25 11:22:12韋華
設備管理與維修 2013年4期
韋 華
一、前言
B3-3.43 0.981汽輪機組,屬于中壓背壓式汽輪機,功率3000kW,新蒸汽壓力3.43MPa,溫度425~445℃,排汽壓力0.981MPa,青島捷能汽輪機廠生產。2010年以來,汽輪機持續出現進汽量小、效率低且推力瓦溫度高達80℃的問題。2010年9月,對汽輪機組進行開蓋檢修并排除故障后,汽輪機進汽量恢復正常,達到滿負荷運行,推力瓦溫度下降到40℃,至今運行良好。
二、故障原因分析
1.進汽量小原因分析
蒸汽品質出現問題,造成流通部分積垢。由于噴嘴、葉片表面積垢而變得粗糙,使汽流的摩擦損失加大,效率下降。汽流通流面積減小,使汽輪機功率減少。油動機行程或同步器行程不夠,造成進汽量小。調速汽門的門芯脫落。根據以往檢修經驗,最有可能的是群閥上的閥桿螺母磨損,造成閥行程增大,進汽量小。葉輪變形,效率降低。葉輪有輕微的變形是該汽輪機一直存在的問題。軸封漏汽損失增大,效率降低。
2.推力軸承溫度過高原因分析
動葉通道結垢,蒸汽通流面積減小,葉輪前后壓力差加大,引起軸向推力增加,造成推力瓦溫度升高。隔板軸封間隙增大,漏汽增多,使葉輪前后壓力差加大。隔板結合面間隙過大,漏汽增多。油路系統問題。如潤滑油油質不好,有雜質及帶水,油膜形成出現問題;推力瓦溫度升高,帶動油溫過高,加速油的氧化和分解。
三、檢修方案
拆除化妝板和機體保溫層,拆除附屬管線。斷開汽室進汽管線,拆除汽室蓋,吊出汽室群閥桿。測量并調整各閥行程。檢查更換閥桿密封圈。拆除機頭,檢查調節系統,拆除盤車裝置。測量汽輪機和發電機轉子的中心(找正數據測量)。拆除軸瓦上蓋,并測量各瓦背緊力和頂間隙。測量汽輪機轉子的揚度,噴油盤間隙。拆機體大蓋。檢查大蓋結合面,檢查內部隔板、葉輪。測量各部件軸向跳動和徑向跳動,測量隔板過流間隙、氣封間隙及洼窩間隙。吊轉子,起吊隔板。安裝時按相反順序,并測量各項數據,符合檢修規程要求,更換相關配件。
四、問題及處理
1.本體檢修
拆開汽機大蓋后,發現汽輪機動、靜葉片結垢嚴重,除白色積垢外還有深色的積垢,根據化驗結果,主要成分為鈉鹽,還有部分鐵氧化物。將轉子起吊后送專業機構進行除垢,因隔板無法取出,先設計出專用頂拉工具,同時用大錘振動,接著又采用輸液方法,用四個輸液瓶同時從隔板兩邊滴入柴油,最后用高壓水槍沖洗。多種方法齊下,將隔板結垢全部清除。
從低壓端到高壓端依次為 1#、2#、3#、4#軸承。對 1#、2#瓦進行修復,其中1#瓦上瓦口磨去0.05mm,上瓦枕瓦口磨去0.12mm,2#瓦上瓦口磨去0.05mm。
2.測量并調整各部間隙
瓦背緊力和頂間隙(表1)。推力盤、噴油嘴間隙。推力盤間隙0.3mm,標準值0.3~0.4mm。噴油嘴間隙0.42mm,標準值0.4~0.5mm。各氣封間隙,高壓端氣封 0.15mm,標準值0.15~0.2mm。低壓端氣封0.15mm,標準值0.15~0.2mm。隔板氣封0.25mm,標準值 0.25~0.3mm。
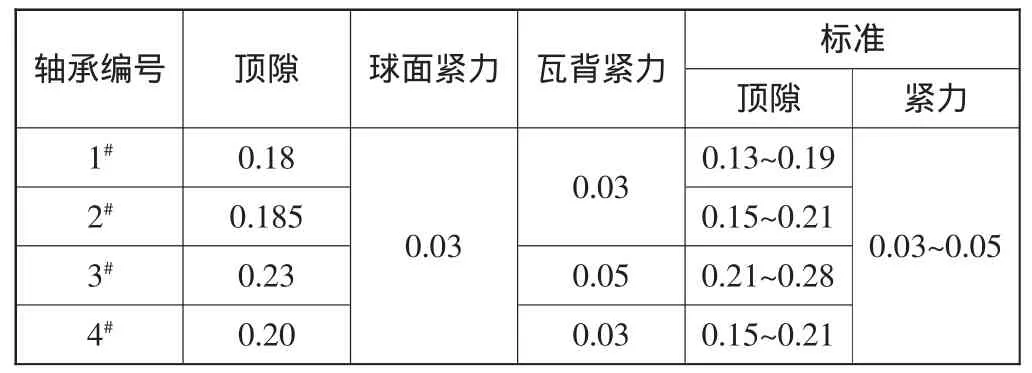
表1 瓦背緊力和頂間隙 mm
汽輪機和發電機轉子的中心找正。找正位置編號見圖1,最后找正數據見表2。標準要求圓周和徑向偏差在0.04mm以內。
更換隔板氣封11組,前、后氣封各兩組,并對舊氣封進行改進。舊汽封的間隙調節需通過銼削氣封底部進行,不僅對氣封易造成破壞,且很難保證配合間隙。因此對氣封進行改進,在全部10圈80塊氣封齒的底部切割出8塊活動調整塊,并在調整塊中心部位鉆孔攻絲。對調整塊研磨,配用80個M6不銹鋼緊固螺栓,0.5mm厚度的不銹鋼調整墊片80塊。將調節墊片固定在氣封底部,通過調整調節墊片,達到氣封的徑向尺寸間隙,氣封間隙調節效率和可靠性提高。
3.調節系統檢修
拆除氣室蓋,吊出氣室群閥。1號閥閥桿螺母磨損嚴重,更換。測量各閥行程,1號閥行程增大10mm,其余各閥的行程均在標準范圍內。各閥行程見表3。

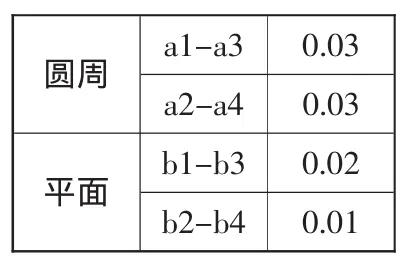
表2 找正數據 mm
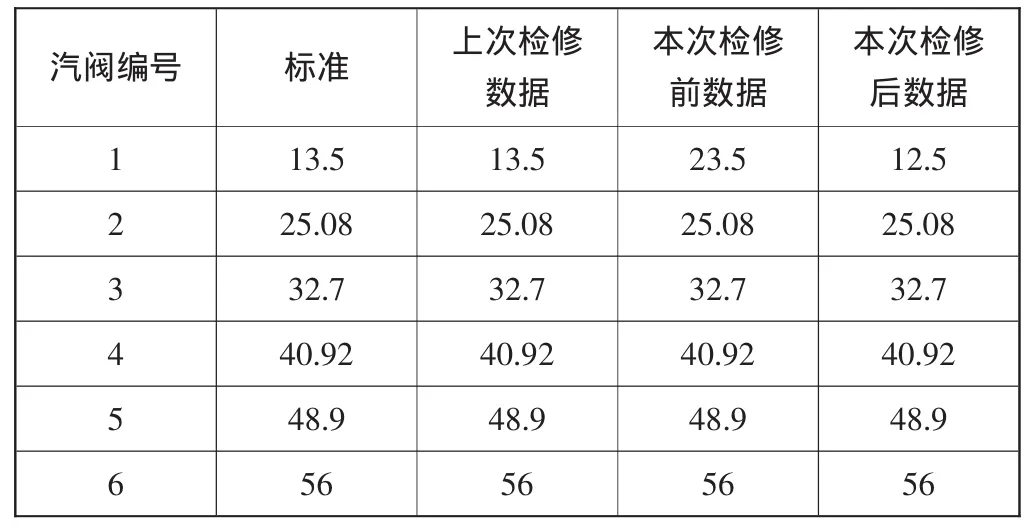
表3 各閥行程 mm
自動主汽門全面解體后,發現主汽閥芯、閥座、進汽筒形蒸汽濾網結垢,主汽門操縱座的活塞桿與套筒間隙增大,阻汽片套筒與門桿的配合間隙大,5號滑閥卡澀,油里帶水。實施相關治理措施。
更換蒸汽進汽筒形濾網,清除主汽閥閥座表面的結垢,檢查閥座表面應無裂紋及氧化層剝落等缺陷,用油石去除表面的毛刺,用紅丹粉檢查門碟與門座接觸情況,接觸面應全周均勻接觸,必要時應研磨或更換備件。
用煤油浸泡預啟閥,拆卸預啟閥與主閥,清除預啟閥芯與主閥的蒸汽結垢,檢查測量預啟閥導向行程。將主閥豎在地面上,門桿不受附加作用力,測量出門桿頂部到基準面得距離。然后,將門桿向上拉足,在測量門桿頂部到基準面的距離,二值之差即為預啟閥行程,并反復測量數次,以保證測量值的準確性(標準為22mm)。門桿空行程并符合要求,完全輕松自如,沒有卡澀現象。
清理門桿上的結垢,測量檢查上下門桿應光滑無咬毛現象,表面氧化層用0號砂紙打磨光滑。檢查門桿彎曲度,彎曲度≤0.06mm,阻汽片間隙0.30~0.40mm。更換阻汽片,外圈與殼體配合間隙0.1~0.15mm,上下螺栓,氣封圈內圈與門桿間隙0.3~0.5mm,組裝后應有1~1.5mm的膨脹間隙。試組裝,來回推拉門桿,檢查門桿是否有卡澀現象。
自動主汽門操縱座的檢修,各零件、油室用煤油清洗干凈,除去油污和銹垢,油室用壓縮空氣風吹干凈,最后用面團粘干凈;滑閥不可碰撞,以免損壞凸肩的菱角,清洗只能用綢布,不可用棉布;檢查彈簧無裂紋、磨損、銹蝕,活塞桿應光滑無毛刺、溝痕,可用油石打磨光滑;各部件間隙應符合規定要求,組裝后靈活無卡澀。錯油門及調速汽門等的活動部件都有一定的卡澀,檢查發現存在結垢,油中含雜質及水分等。按檢修規程對其進行檢修。
五、日常維護與預防措施
對汽輪機本休的運行進行監控,具體包括:新蒸汽壓力和溫度、排汽壓力、監視段壓力、振動、軸向位移、熱膨脹及聽聲。對油系統的運行進行監控,具體包括油壓、油溫、油位與油質。
六、結束語
造成汽輪機故障的原因在于鍋爐蒸汽的品質以及潤滑油的油質不好,蒸汽含鹽量高、通流部分結垢,進而使進汽量減少,軸向推力增大。潤滑油含雜質及水分,加速了油的氧化和沉淀物的形成。另外軸封不好,蒸汽泄漏以及長期存在的葉輪變形的問題,不僅造成軸向推力增大、效率降低,而且蒸汽泄漏還造成油帶水的問題。
運行中,要加強對鍋爐蒸汽品質的監督,減少蒸汽帶鹽帶雜質。加強對潤滑油油質的定期檢驗,在油系統工作條件正常的情況下,汽輪機油可使用兩年或更多一些時間,若維護不良,則會過早劣化,應及時處理或更換新油。
W13.04-18
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
