汽車油漆噴涂生產線大功率變頻器冗余改造
2013-07-25 11:22:12仇烈倪松
設備管理與維修 2013年4期
仇 烈 倪 松
一、概述
上海通用汽車有限公司南廠油漆車間供排風系統提供油漆噴涂區域穩定可控的垂直風速及足夠通風量。油漆噴涂生產線的運行模式為連續生產,車輛保持固定間距由輸送鏈帶動在生產線上不間斷運行,機器人及手工噴涂相結合,完成車輛噴涂工序,供排風系統的設備可靠性是油漆工藝順利進行的決定性因素之一。一條完整的噴涂生產線由若干個噴涂單元串聯組成,任何一個噴涂單元無法正常工作將立即導致整條生產線停產。噴涂單元由供風機組、充氣室、噴涂室、廢氣水洗系統及排風機組成。供風機組位于最高位置16m樓層,主要部件是兩臺并列的75kW軸流風機,通過管道及充氣室與噴涂室相連。噴涂室位于6m樓層,是進行車輛噴涂工作的主要區域。排風機及廢氣水洗系統位于0m樓層位置,主要功能是先將空氣中的油漆懸浮顆粒通過循環水床加以分離,隨后將不含油漆的廢氣排出車間。各單元的排風機為110~200kW單臺離心式風機。為便于調整現場風量,噴涂生產線供排風系統內風機全部由西門子MM440系列變頻器驅動,控制方式為帶拋物線特性的V/F控制。MM440變頻器作為從站,通過Profibus現場總線接受西門子S7 PLC遠程控制。變頻器與S7 PLC間的通信模式為“PPO Type4,PZD-6/6”,即通過長度為6個Word的I/O端口,將啟停信號、給定頻率,電流、電壓、扭矩等運行參數進行雙向實時數據交換。
二、存在的問題
由于系統排風機為單臺離心風機,一旦出現故障無法正常排風,生產將暫停。根據歷年區域設備故障統計記錄,油漆車間噴涂生產線自2005年投產至今,僅出現1例大功率風機電機故障,MM440系列變頻器相關故障引起的設備停機卻高達幾十例,累計損失生產時間550min,以生產線48輛/h的產能計算,損失產量達458輛。分析停機記錄發現,所有同類故障中最為高發的是AV01、AV02及AV03排風機控制柜內安裝的3臺變頻器,占變頻器類故障停機時間的47%。如AV01電氣柜獨立安裝的6SE 6440-2UD41-3GA1型MM440大功率變頻器,體積巨大,單臺重量達到170kg,布局緊湊,維修難度較大,維修人員更換1次變頻器需1h。進一步分析變頻器故障搶修步驟(表1),發現耗時最長的是步驟2~4,約占整個維修總時間的80%,因此減少這些步驟時間,就可將故障對生產的影響降至最低。
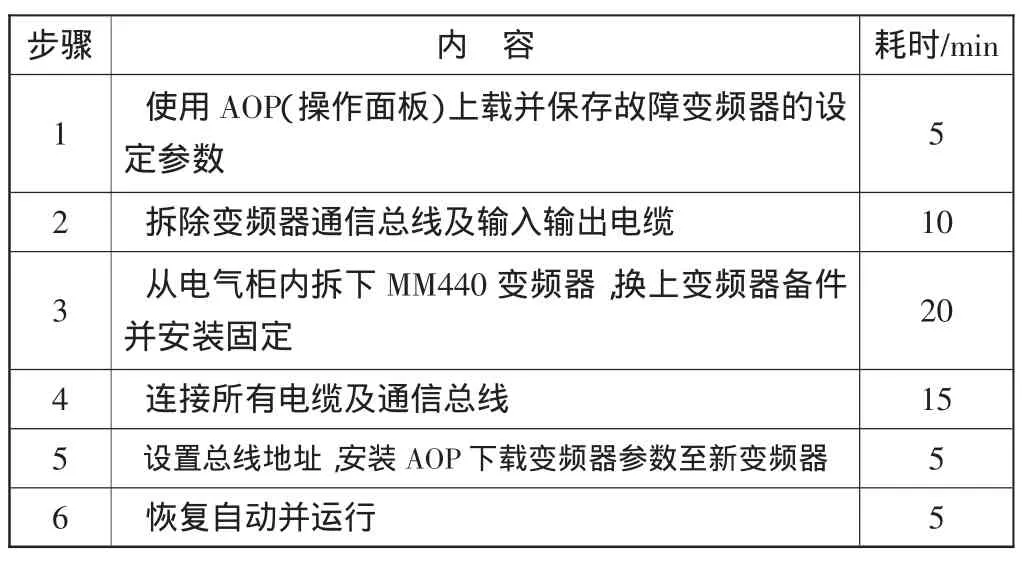
表1 大功率變頻器故障搶修步驟
三、變頻器冗余改造
1.改造方案
為消除搶修中耗時最長的更換環節,改造方案設計目標確定為變頻器現場冗余,故障后在最短時間完成變頻器現場快速切換。由于改造的 AV01、AV02、AV03等 3臺變頻器同屬MM440系列,位置相鄰,控制方式及負載類型相同。從改造成本、操作便利性和適用范圍等3個方面論證后,最終決定采用變頻器一備三方案,即在原變頻器柜旁安裝1臺變頻器,在生產中任意一臺變頻器發生故障,維修人員確認變頻器失效后可立即通過幾個簡單步驟切換備用變頻器,替代故障變頻器驅動風機,快速恢復以滿足生產要求。
2.主要部件選型
AV01、AV02、AV03等3臺變頻器拋物線特性下功率分別是160kW、200kW和110kW,與負載電機功率一致。按照變頻器選型原則及備件庫存優化策略,選擇6SE 6440-2UD41-6GA1型MM440變頻器作為備用變頻器,200kW的額定功率足以滿足任意一臺變頻器替代需要。而且該變頻器型號與AV02所用相同,改造項目使用庫存的修復件即可,無需另外購置器件,可節約數萬元的改造資金。
3.控制總線拓撲結構擴展
相對于傳統的變頻器控制回路,基于現場總線的DCS結合了最優化技術、計算機網絡與數據信息處理技術,使用標準化的Profibus總線通信,一方面精簡了大量控制元器件和繁雜的現場配線,另一方面為系統的擴展和改造帶來極大便利。
在總線控制系統下,網絡中所有作為從站的變頻器均必須有唯一的總線地址,為減少搶修時的重新接線工作,備用變頻器的總線已預先接駁。由于方案設計原理是1臺變頻器同時做為同網絡下3臺變頻器的后備,因此備用變頻器的總線地址無法預先確定。若將其設置成網絡中空余的從站地址,則需要修改S7 PLC硬件組態,而且容易在現場搶修中造成操作人員混淆。直接設置成重復的從站地址,則更可能由于網絡中的地址沖突造成局部甚至全網絡的通信故障,從而使整個系統癱瘓。為此利用西門子RS485 REPEATER總線放大器的網段擴展功能,在AV03控制柜內原先兩個從站間安裝REPEATER,擴展網絡拓撲結構,使備用變頻器做為額外的網段加入總線網絡中,只有在需要時才啟用。
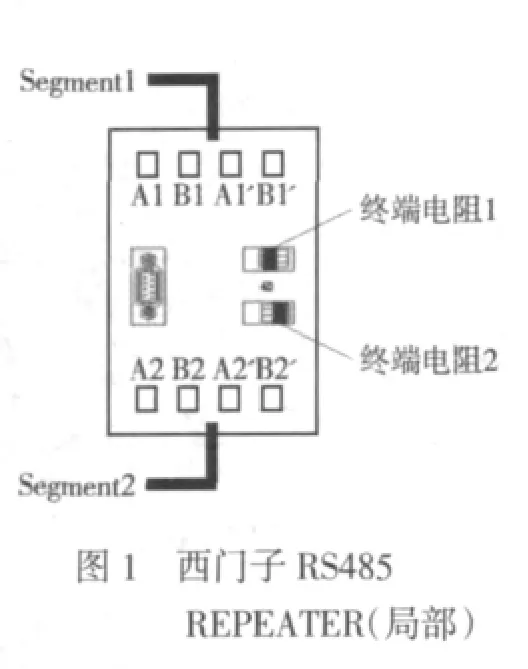
西門子 RS485 REPEATER(6ES7 972-0AA01-0XA0)具有A1/B1、A1'/B1'、A2/B2、A2'/B2'四組 Profibus總線接口(圖 1)和兩個網絡終端電阻(Terminal resistor),其中 A1/B1 和 A1'/B1'分別是總線網段1(Segment1)的接入端和接出端。圖1中終端電阻 1 屬于 Segment1,當 A1'/B1'端口不使用時,必須撥至“ON”位置,啟用終端電阻1。A2/B2和 A2'/B2'同屬總線網段 2(Segment2),終端電阻2屬于總線網段 2(Segment2),啟用該終端電阻時,A2'/B2'端口被切斷,相應的下屬從站也脫離整個網絡。
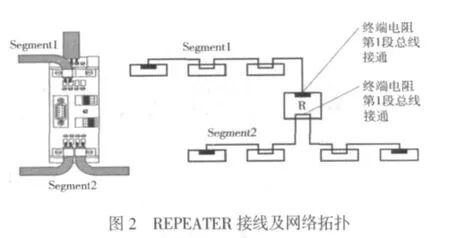
改造的網絡連接方式見圖2,首先將原Profibus總線電纜切斷分別接入REPEATER的A1/B1和A2/B2,同時啟用終端電阻1,由此原有Profibus總線單一網段被分為網段1和網段2。在A2'/B2'端口敷設新的Profibus總線,與備用變頻器總線通信板接駁。正常狀態下終端電阻2被撥至ON狀態啟用,備用變頻器雖然物理上與網絡相連,實際總線通信中并不存在于整個網絡,無需修改S7 PLC的硬件組態,控制功能方面與改造前一致,沒有任何影響。當變頻器發生故障,需要切換時,只需將終端電阻2撥至OFF,備用變頻器所在的網段2可立即加入整個網絡,與PLC進行正常數據交換,接受控制。
4.硬件回路
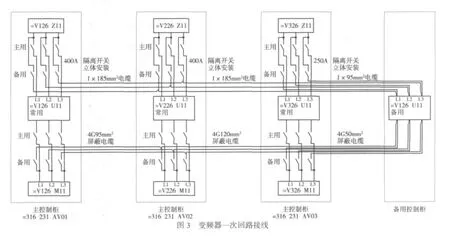
一次回路結構原理見圖3,在原變頻器電源側和電機側加裝兩套主用隔離開關,同時再并聯兩套備用隔離開關。正常工作時主用開關閉合,備用開關斷開,工作電流流經主接觸器→電抗濾波器→主用電源側開關→主用變頻器→主用電機側開關→風機電機。切換至備用變頻器時,斷開主用開關,閉合備用開關,工作電流流經主接觸器→電抗濾波器→備用電源側開關→備用變頻器→備用電機側開關→風機電機。由于改造方案設計前提是同一時刻僅有1臺變頻器故障,因此將三組備用回路并聯,就可實現一備三的改造目的,在變頻器容量和電纜載流量允許條件下,系統甚至可達到一備N的冗余效果。
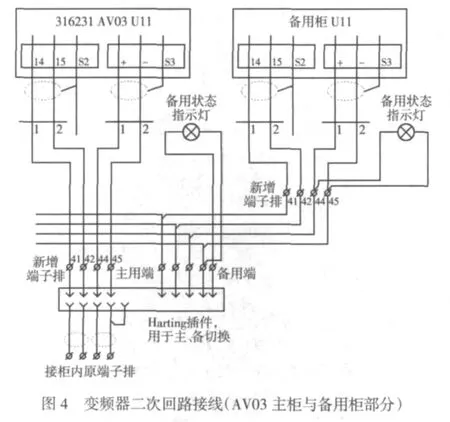
改造前變頻器控制系統還接有來自電機的熱敏電阻及Profibus通信板工作所需DC 24V電源,要實現快速替代,必須同時將這兩組接線切換至備用變頻器。線路設計見圖4,選用5芯快速插頭,方便快速切換這兩組線路至所需運行變頻器,同時還具有指示燈功能,提示現場人員備用變頻器是否啟用。
四、改造效果
改造完成后分別使用備用變頻器替代工藝編號為AV01,AV02,AV03的3臺MM440變頻器進行功能驗證。兩名維修人員完成單次切換全部步驟僅耗時10min,切換過程中可保持PLC同原網絡中其他從站通信不中斷,工藝設備持續自動運行。上電實測通過人機界面讀取到備用變頻器在50Hz設定頻率下的扭矩值、電流值見表2,備用變頻器運行數據與原變頻器運行數據一致,當故障發生時,通過快速切換為備用變頻器的方式(搶修時間從60min縮短為10min),可100%替代原先3臺變頻器中任意一臺,同時還避免了搶修中搬運、安裝重物發生的意外事故。

表2 備用變頻器測試數據記錄
此次改造充分運用Profibus總線控制的優勢,實踐驗證了大功率變頻器一備N方案的可行性。若設備設計階段就采用類似方案,優化現場布局,安裝接觸器實現自動切換,則可在較低成本下提高噴涂生產線的設備可靠性,為油漆車間的設備規劃開拓了全新思路。
1(德)韋格曼等.西門子PROFIBUS工業通信指南.人民郵電出版社,2007年4月
2 孟曉芳等.西門子系列變頻器及其工程應用.機械工業出版社,2008年6月
W13.04-21
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
汽車維修與保養(2019年7期)2020-01-06 03:30:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
自動化博覽(2014年12期)2014-02-28 22:34:39
