無加工數(shù)模單序模具復(fù)制過程控制及生產(chǎn)調(diào)試
2013-08-02 09:44:13趙道智曹根明汪靈休江鈴五十鈴汽車有限公司
鍛造與沖壓 2013年10期
關(guān)鍵詞:調(diào)試
文/趙道智,曹根明,汪靈休·江鈴五十鈴汽車有限公司
無加工數(shù)模單序模具復(fù)制過程控制及生產(chǎn)調(diào)試
文/趙道智,曹根明,汪靈休·江鈴五十鈴汽車有限公司
隨著近幾年汽車行業(yè)不斷地發(fā)展進(jìn)步,國內(nèi)及海外市場的不斷拓寬,汽車制造企業(yè)產(chǎn)量也在不斷地提升。在一部分老模具面臨車型沒有下線,單序模具自身損壞,生產(chǎn)零件達(dá)不到質(zhì)量要求的情況下,又面臨一個(gè)新的問題。無加工數(shù)模模具復(fù)制,怎么控制復(fù)制精度,怎么縮小適應(yīng)老車型裝車要求的調(diào)試周期。
無加工數(shù)模模具復(fù)制過程及精度控制
無加工數(shù)模單序模具復(fù)制困難點(diǎn)
無加工數(shù)模單序模具復(fù)制難度依次為,中間序>拉延>最后序。中間序模具復(fù)制,涉及承上啟下,如果復(fù)制模具出現(xiàn)問題,技術(shù)人員不光要思考復(fù)制模具有什么問題,還需思考出現(xiàn)的問題對上序零件到本序壓制發(fā)生了什么變化,對下序定位或工序又產(chǎn)生了怎么樣的問題疊加;拉延模具的復(fù)制,復(fù)制后大量工作為研合,調(diào)試周期長;最后序模具復(fù)制,試模調(diào)試件上檢具找出問題偏差,復(fù)制時(shí)多進(jìn)行型面避讓,找準(zhǔn)定位即可。在進(jìn)行無加工數(shù)模復(fù)制時(shí),面臨的困難有以下5方面:
⑴無加工數(shù)模老模具,經(jīng)歷長期生產(chǎn)微調(diào)、調(diào)整,與最初投產(chǎn)保留樣件或封存件有差異,卻沒有修整數(shù)據(jù)。
⑵無加工數(shù)模模具在掃面過程中,精度不可避免出現(xiàn)誤差,誤差如何修正。
⑶單序模具以拉延型面為基準(zhǔn),后續(xù)復(fù)制,如何找準(zhǔn)零件放置掃面基準(zhǔn)。
⑷如何要求掃面精度控制重點(diǎn)。
⑸存在掃面偏差單序復(fù)制模問題點(diǎn)修正。數(shù)模的掃面偏差如圖1所示,擬合度較低。
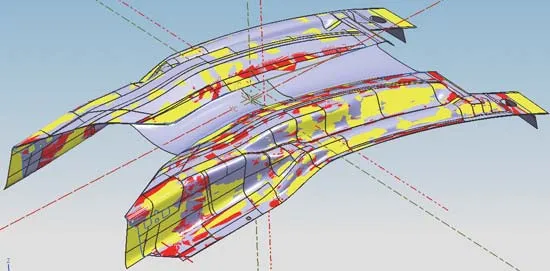
圖1 數(shù)模的掃面偏差
模具復(fù)制過程控制與模具制作
面對無加工數(shù)模的單序模具復(fù)制,需要將零件帶至焊裝,關(guān)注零件在焊裝的主副定位,這是裝車的基準(zhǔn)點(diǎn),因此需要記錄和全過程控制。此外,還要關(guān)注零件邊定位,型面避讓,點(diǎn)焊位置。其中,零件的邊定位會影響組焊后的組焊零件尺寸,需要關(guān)注變化。型面避讓則是看哪些地方允許掃面誤差,要知道掃面不出現(xiàn)誤差是不可能的。點(diǎn)焊位置,防止復(fù)制模具生產(chǎn)零件在點(diǎn)焊過程中由于型面不貼合出現(xiàn)虛焊。
在收集到零件重要控制點(diǎn)信息后,就可以進(jìn)行模具復(fù)制工作。進(jìn)行三坐標(biāo)掃描,技術(shù)人員選擇將序件放置在拉延模凸模上進(jìn)行掃描,場所盡量選擇安靜、振動小、灰塵少的場所。對零件工序內(nèi)容,特別是主副定位孔,修邊線(焊裝邊定位),需要重點(diǎn)關(guān)注確認(rèn)。
在完成型面掃描工作后,模具設(shè)計(jì)過程應(yīng)注意模具工序內(nèi)容的可調(diào)性,即孔要注意預(yù)留移孔余量,長的修邊刀塊應(yīng)盡量少用可焊性不好的材料。模具型面適當(dāng)?shù)脑黾有兔姹茏專@樣可以減少鉗工的研合型面周期,如圖2所示,工序內(nèi)容要預(yù)留余量可調(diào)。
模具進(jìn)入投鑄步驟后,可以對掃描型面進(jìn)行驗(yàn)證工作,即制作一個(gè)簡單的簡易檢具,使用數(shù)模加工,然后進(jìn)行加工數(shù)模驗(yàn)證。
完成數(shù)模與零件型面的對比后,進(jìn)行模具機(jī)加工。
模具調(diào)試
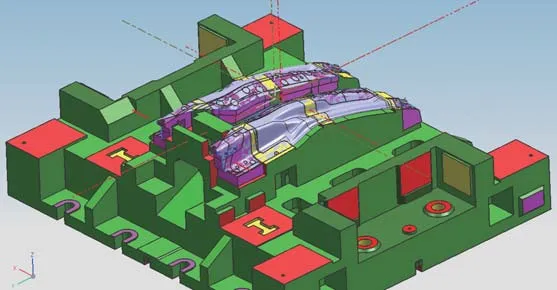
圖2 模具設(shè)計(jì)增加型面避讓
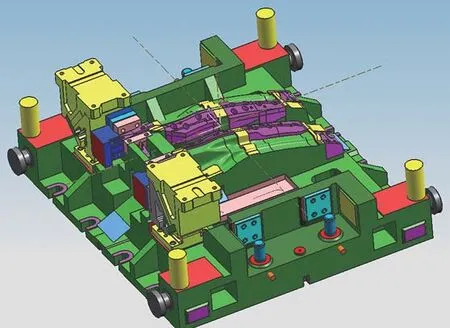
圖3 復(fù)制模具定位點(diǎn)要有延續(xù)性
多次確認(rèn)修正數(shù)模與零件的誤差后,在研合型面時(shí)要進(jìn)行定位找基準(zhǔn)。可使用以前,制作模具方式制作CH孔找準(zhǔn)位置后制作定位,擺放正確零件后進(jìn)行研合工作。完成研合工作后,進(jìn)行工序內(nèi)容確認(rèn)及修正。完成以上工作后,試模上檢具。再試,查找偏差即可完成復(fù)制模的調(diào)試工作。如試模零件上檢具差異較大,則進(jìn)行復(fù)制模定位基準(zhǔn)查找差異,從定位、型面、孔位、修邊線依次查找、修正。需要注意的是,復(fù)制模具定位點(diǎn)要有延續(xù)性,并與焊接夾具定位相結(jié)合,如圖3所示。
結(jié)束語
無加工數(shù)模單序模具復(fù)制,主要矛盾是掃描精度和誤差。在模具先天制作方面,盡可能地減少加工數(shù)模誤差、偏差。完成數(shù)模修正工作后,制作模具中重要的是基準(zhǔn)一致,在統(tǒng)一的基準(zhǔn)上進(jìn)行模具研合、制作,則可以盡可能與老件相符,符合裝車。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(shè)(2015年5期)2015-12-01 04:17:19
電子設(shè)計(jì)工程(2015年3期)2015-02-27 12:04:00
