長軸類鍛件軸向變形的工藝分析和利用
2013-08-02 09:46:17陸長青陳闖尹松森第一拖拉機股份有限公司鍛造廠許超日照港達船舶重工有限公司
鍛造與沖壓 2013年13期
文/陸長青,陳闖,尹松森·第一拖拉機股份有限公司鍛造廠 許超·日照港達船舶重工有限公司
長軸類鍛件軸向變形的工藝分析和利用
文/陸長青,陳闖,尹松森·第一拖拉機股份有限公司鍛造廠 許超·日照港達船舶重工有限公司
軸向橫截面積或形狀變化較大的長軸類鍛件通常需要通過制坯工步改變原毛坯的形狀,沿軸向合理分配坯料,以適應鍛件橫截面積變化和形狀的要求,使模鍛時金屬能較好地充滿模鍛模膛,避免產生成形缺陷,提高材料利用率,降低成形力,提高模具壽命及提高生產效率等。制坯工步是為了獲得合理的中間毛坯,因而中間毛坯的設計對長軸類鍛件的成形工藝來說就顯得尤為重要。中間毛坯的設計以計算毛坯為依據,計算毛坯是根據長軸類鍛件在模鍛模膛變形時金屬主要沿高度和寬度方向流動且沿長度方向流動很少的變形特點,基于軸向變形很小的平面變形假設進行計算并經修正所得的具有圓形截面的毛坯,其長度與鍛件相等,橫截面積等于相應的鍛件橫截面積與飛邊橫截面積之和。正是基于這種設計方法,所以鍛件最終成形后除兩端外軸向變形很小且飛邊也較為均勻,通常來說這被認為是合理的,然而此種方法對于某些長軸類鍛件卻忽略了變形過程中某個特定階段可能的軸向變形,且這種軸向變形未被加以利用以進一步優化中間毛坯及成形工藝。
常規工藝實例
近年來我廠設計開發了一系列的連接桿鍛件,鍛件外形特征是兩端頭較大且形狀較為規則,中間桿部為較細的圓柱體,兩端頭與桿部的橫截面積變化很大。如圖1所示為該系列連接桿中其中一種連接桿的鍛件圖及中間毛坯圖,中間毛坯的設計以經典的計算毛坯法則為依據,并考慮中間毛坯長度偏差、桿部彎曲、終鍛定位偏差以及模具磨損等進行補償修正,其中端頭168mm的長度尺寸進行了長度偏差和軸向定位偏差的補償,中間毛坯桿體尺寸依計算毛坯法則計算為φ83.1mm(包括欠壓1mm,火耗1%,充滿系數為0.3的飛邊),考慮到對彎曲及左右定位偏差的補償后定為φ85mm。如圖2所示為該中間毛坯在13t模鍛錘鍛打成形后的飛邊,飛邊整體外形較為均勻,但對易于成形的桿部來說,該部位飛邊明顯偏大,材料利用率偏低,可考慮通過提高桿部坯料成形利用率的方法來提高整體坯料的成形利用率。
工藝改進分析
桿體成形分析
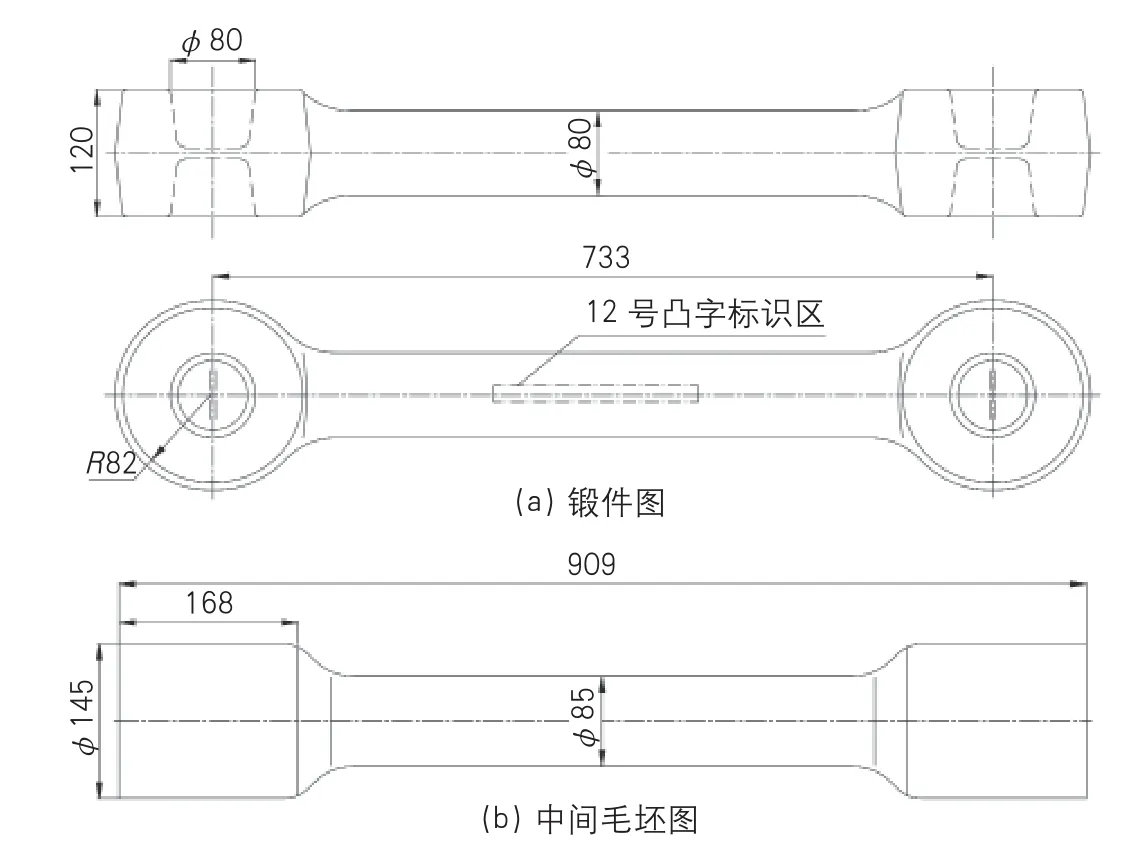
圖1 某種連接桿的鍛件圖及中間毛坯圖

圖2 鍛件飛邊
為了提高鍛件桿部坯料的成形利用率,需對鍛件桿部成形做進一步的工藝分析,即結合鍛件形狀特征對中間毛坯所涉及的影響因素做進一步的工藝分析:⑴鍛件桿體為圓形橫截面,形狀簡單,易于成形,模具磨損甚微,無需進行明顯的磨損補償。⑵合理的模鍛成形工藝的特點是鍛件易于打靠,桿體不必進行欠壓補償。⑶當中間毛坯桿部彎曲及定位左右偏移時,因鍛件桿體與中間毛坯桿體形狀一致且均為圓形橫截面,因此鍛打成形時桿體型槽會對中間毛坯桿部彎曲及定位偏差進行回歸校正,不必進行補償。⑷中間毛坯桿部可嘗試小于計算毛坯桿體尺寸φ83.1mm即飛邊充滿系數小于0.3的小飛邊和小欠壓量的成形。⑸分析計算毛坯橫截面積加入零飛邊橫截面積的可能性,即以桿部為φ80mm的中間毛坯成形桿部為φ80mm的鍛件且鍛件桿部形成適當的飛邊,無充填缺陷,桿部長約260mm的12號凸字標識成形清晰。若此分析設想可行,那么采用φ80mm規格棒料的平鍛制坯工藝或綜合優化的其他制坯方式如輥鍛、自由鍛制坯等就都將成為可能。為此需分析軸向變形量對鍛件桿部成形的影響及形成桿體飛邊的可能性及可行性。
軸向變形分析
開式模鍛的成形過程通常分為4個階段:自由鐓粗或成形鐓粗;鐓粗、坯料在型槽中升高和形成飛邊;充滿型槽和形成飛邊;鍛靠。結合鍛件形狀及鍛打成形過程,對φ80mm桿部的中間毛坯成形的可行性進行綜合分析:⑴鍛件兩端形狀具有帶孔餅類鍛件成形的特點,此部位合理的中間毛坯應為軸心平行于打擊方向的圓鼓形。考慮到制坯的經濟性和易于操作性及生產效率,大多采用軸心垂直于打擊方向的圓柱形。為了平衡縱向截面與橫向截面面積的明顯差異,需對中間毛坯進行適當的壓扁,這也是為了便于定位的需要,但壓扁后的坯料仍會產生明顯的充填不均勻性及四角坯料過早排出型槽之外的現象,因此兩端頭部位需要設計富足的成形坯料。端頭部位較多的坯料在降低此處的材料利用率的同時也會明顯影響成形的第一、第二階段桿部過渡處金屬的軸向變形。⑵長度偏差的補償會形成兩頭坯料的富足,也會影響到桿部過渡處金屬的軸向變形。⑶設計中間毛坯時,通常以30~45°的傾斜角處理橫截面的突變過渡,以利于制坯及避免鍛件拐角處出現鍛造缺陷,此部位通常會形成坯料的富足,從而影響到桿部過渡處金屬的軸向變形。⑷桿體過渡部分兩邊與模具型槽接觸的先后順序和變形程度存在很大差異,這一點也會明顯影響此部位的軸向變形。⑸在成形的前兩個階段,當桿部過渡部位的軸向變形量與所需桿部飛邊體積相當時,便足以在成形的第三、四個階段形成適當的桿體飛邊。
成形仿真
為了驗證利用軸向變形的可行性,以圖1和圖3所示的兩種連接桿為例,借助于DEFORM-3D模擬軟件對其進行工藝成形仿真分析。將圖1所示中間毛坯的桿體直徑由85mm改為80mm,仿真分析結果如圖4所示;將圖3所示中間毛坯的桿體直徑由85mm分別改為80mm和75mm,仿真分析結果分別如圖5和圖6所示。圖4中P1點鍛靠時軸向位移為13mm,圖5中P1點鍛靠時軸向位移為16mm,圖6中P1點鍛靠時軸向位移為26mm。位移曲線的走勢、拐點和縱坐標數值受鍛件形狀特征、坯料的分配、軸向變形利用的程度及成形階段不同等因素所影響。增加圖6所示示例分析的目的在于分析軸向變形可利用的程度。結合成形仿真后處理的其他相關類型的分析我們發現,除圖6的成形飛邊偏小外,其他均符合鍛件的成形要求,這證明了利用軸向變形的成形工藝具有合理性和可行性。本分析示例側重于軸向變形的分析和利用軸向變形的可行性分析,實際生產中可對中間毛坯進一步綜合優化,以達到坯料最佳的成形利用率和更為優化的成形工藝。

圖3 另一種連接桿的鍛件圖及中間毛坯圖
利用軸向變形的工藝實踐
依據成形仿真的分析結果,我們以圖1所示的鍛件為例進行了實際的驗證生產。為了對比圖4的仿真成形結果,僅將中間毛坯的桿體直徑由85mm改為80mm。實際生產的鍛件和飛邊如圖7、8所示,從實際生產驗證情況來看,可得到以下幾點結論:
⑴實際成形情況與圖4所示的成形仿真結果基本一致。
⑵實踐證明了利用軸向變形的可行性,而且材料的利用率得到了明顯的提高。
⑶原中間毛坯終鍛成形需錘擊10~11次,驗證生產的中間毛坯終鍛錘擊為5~6次,鍛件成形的鍛靠力及鍛打所需的能量明顯降低,生產效率得到了大幅的提高。
⑷仍存在進一步綜合優化的空間,實際生產中可依不同的制坯方式再進行特定的優化。
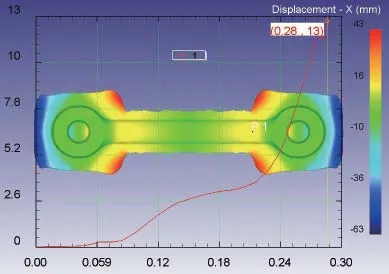
圖4 圖1所示連接桿中間毛坯桿體直徑為80mm的仿真分析結果
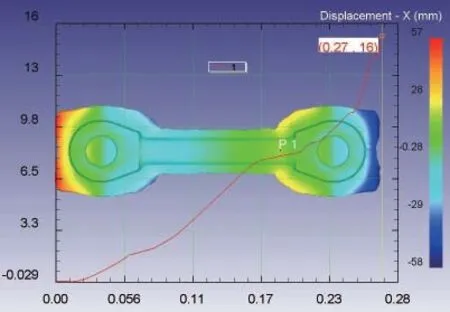
圖5 圖3所示連接桿中間毛坯桿體直徑為80mm的仿真分析結果
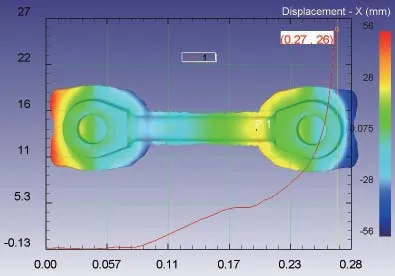
圖6 圖3所示連接桿中間毛坯桿體直徑為75mm的仿真分析結果
利用軸向變形的工藝設計示例

圖7 鍛件

圖8 飛邊
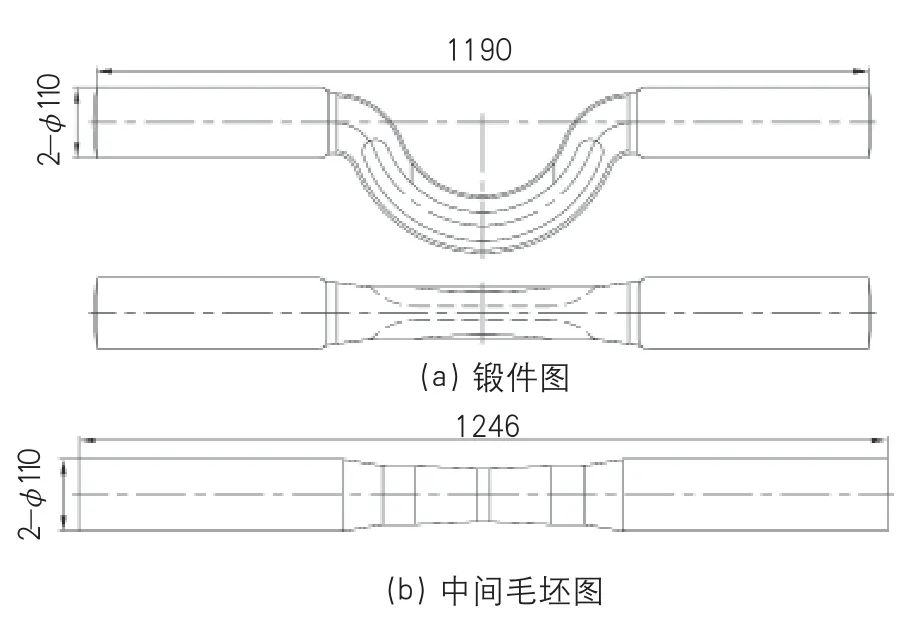
圖9 連通軸的鍛件圖和中間毛坯圖
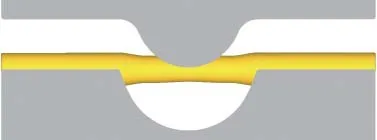
圖10 彎曲初始狀態
如圖9所示為連通軸的鍛件圖和中間毛坯圖(冷尺寸),其成形工步設計為制坯、彎曲、終鍛,如圖10、11所示為彎曲成形仿真結果,如圖12~15所示為終鍛成形仿真結果。本示例將兩端短缺和直桿部分飛邊所需的成形坯料轉移至拐角過渡區域,利用成形過程中的軸向變形對坯料軸向分配進行回歸轉移,進而達到優化工藝用料規格,減小制坯變形程度及長度偏差,提高坯料成形利用率的目的。此例經工藝分析和成形仿真分析后發現,若采用中頻電爐加熱、輥鍛機制坯的生產工藝,坯料成形利用率預計可達到96.5%。
結束語

圖11 彎曲結束狀態
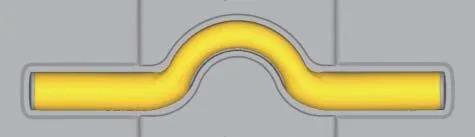
圖12 終鍛初始狀態

圖13 終鍛過程中直桿部分歪斜

圖14 終鍛過程中直桿部分回歸校正

圖15 終鍛結束狀態
本文以連接桿長軸類鍛件為例,對軸向變形進行了定性分析,提出了利用軸向變形的工藝設想,突破了常規的計算毛坯法則和工藝思維方式,并借助有限元成形分析軟件進行了定量的可行性分析,最終通過實際生產進行了可行性驗證;另一方面,又以連通軸為例進行了彎曲類長軸鍛件利用軸向變形的工藝設計分析。這些都證明了在長軸類鍛件成形中利用軸向變形優化坯料規格、優化制坯、提高材料利用率及優化成形工藝的可能性和可行性。在復雜長軸類鍛件的工藝分析中可劃分特定部分加以分析和利用,并且要注意對模具應力、模具磨損、流動應力、折疊預測、流線等做進一步的工藝分析,以形成綜合優化的細膩型工藝。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03