折彎刀的感應(yīng)加熱淬火
2013-08-02 08:39:42江西省新余市職業(yè)教育中心338029
金屬加工(熱加工) 2013年5期
江西省新余市職業(yè)教育中心 (338029) 陳 莉
江西省新余市長(zhǎng)林集團(tuán)長(zhǎng)林機(jī)器公司 (338029) 鐘翔山 鐘禮耀
圖1所示折彎刀是折彎?rùn)C(jī)上用于板料折彎的工作部件,工作時(shí)承受沖擊、摩擦和局部刻劃等作用,工作條件較為苛刻。要求其具有足夠的強(qiáng)度和韌性,模口部位還應(yīng)有足夠硬度。設(shè)計(jì)選材為T8A,整體調(diào)質(zhì)250~280HBW,模口淬火硬度48~52HRC。通過熱處理試制、總結(jié)、提高,已滿意實(shí)現(xiàn)模口部位的表面淬火,滿足了設(shè)計(jì)要求。
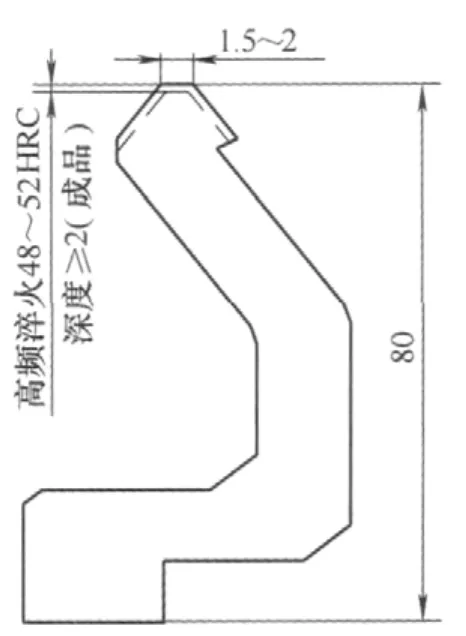
圖1 折彎刀結(jié)構(gòu)
1.生產(chǎn)流程
此折彎刀組件由4件組配成一直線使用,全長(zhǎng)達(dá)3200mm,精度要求很高,生產(chǎn)工藝流程相應(yīng)比較復(fù)雜:毛坯鍛造(退火)→粗加工→調(diào)質(zhì)→半精加工→回火→精加工→高頻淬火→配組半精磨(打配組號(hào))→時(shí)效→氧化→配組精磨→油封。
2.感應(yīng)淬火方案確定
(1)零件結(jié)構(gòu)對(duì)感應(yīng)加熱淬火的影響 由于功能需要,需高頻淬火的模口部位斷面尺寸變化大,呈尖角狀(模口夾角為88°,過渡半徑0.5mm),這種形狀對(duì)于高頻淬火是極為不利的。首先,在加熱時(shí)易受尖角效應(yīng)影響,以及渦流密度過分集中、升溫太高而出現(xiàn)過熱過燒,而在隨后的冷卻時(shí)尖角處又由于熱容量小,散熱面大,冷卻最為激烈,極易冷卻太快而出現(xiàn)不測(cè),尖角處于加熱、冷卻雙重危險(xiǎn)狀態(tài)。
再者,零件由于4件組裝使用,要求理想銜接,4件間相關(guān)尺寸精度在0.02mm之內(nèi),高頻處理后要留足相當(dāng)?shù)哪ハ饔嗔浚垢袘?yīng)加熱淬火深度大大增加,又增加了高頻淬火的困難。250kHz周高頻電在鋼中的透入深度在840℃時(shí)只有0.7mm,因此不能使用透入式加熱(整個(gè)加熱深度靠渦流直接加熱到溫),而只能主要用傳導(dǎo)式加熱(渦流層產(chǎn)生的熱量以傳導(dǎo)方式導(dǎo)入深部而加熱到溫),使用較低的比功率,用較長(zhǎng)的時(shí)間加熱以增加淬火深度,這將增加控制的困難。
第三,淬火部位長(zhǎng)達(dá)800mm,且極不對(duì)稱地分布在零件的一側(cè),造成零件淬火變形過大。
第四,零件淬火部位要求硬度均勻,兩端部不允許存在過渡區(qū),增加了淬火難度。
(2)淬火方案的具體確定 根據(jù)零件特點(diǎn),用連續(xù)加熱淬火,感應(yīng)器固定不動(dòng),零件固定在軌道小車上,水平方向沿軸線移動(dòng),采取壓住感應(yīng)器的辦法來微調(diào)感應(yīng)器與零件間距離,從而有利于簡(jiǎn)化夾具結(jié)構(gòu),降低精度,節(jié)約成本,同時(shí)噴液冷卻的時(shí)間也較好掌握,達(dá)到控制上的一致性。
淬火部位呈尖角式,為減輕其不利影響,結(jié)合磨削留量,把尖角部位加工成2mm寬的平面狀,以進(jìn)行形狀、質(zhì)量補(bǔ)償,全面改善工藝性能。
由于采用連續(xù)淬火,油冷比較困難,故采用水冷。考慮到直接用冷水,零件仍有淬裂的危險(xiǎn),故使用溫水以降低冷速。用感應(yīng)器冷卻水來冷卻零件,控制感應(yīng)器水量及感應(yīng)器出水皮管高度,便可方便地控制淬火冷卻水的水溫和水量。其系統(tǒng)如圖2所示。
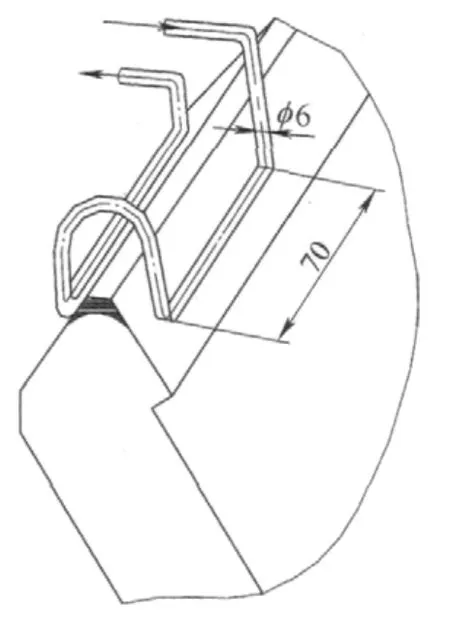
圖2 感應(yīng)器結(jié)構(gòu)
3.感應(yīng)器結(jié)構(gòu)設(shè)計(jì)
感應(yīng)加熱,感應(yīng)器是關(guān)鍵之一,要求感應(yīng)加熱損耗少,效率高,加熱溫度均勻。感應(yīng)器設(shè)計(jì)的好壞對(duì)淬火質(zhì)量起著決定性作用。
試制階段,套用傳統(tǒng)的平面狀表面淬火感應(yīng)器——雙回線型平面感應(yīng)器。并按機(jī)床導(dǎo)軌淬火那樣相應(yīng)彎成一個(gè)角度。由于其電流方向與零件軸線垂直,稱之為“橫式感應(yīng)器”,其結(jié)構(gòu)和感生渦流如圖3所示。
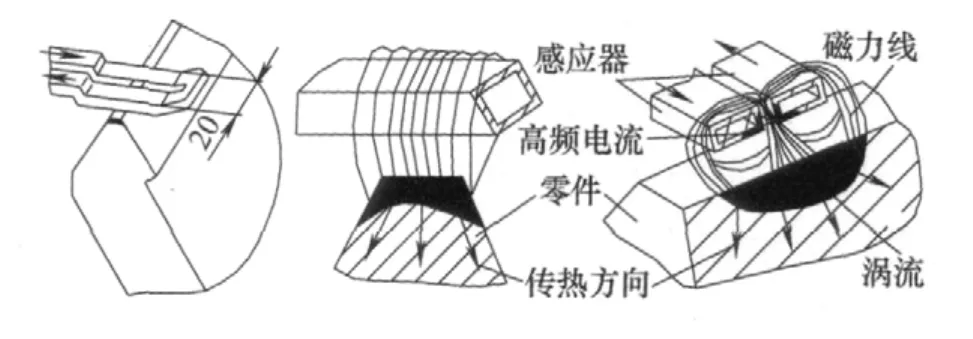
圖3 橫式感應(yīng)器結(jié)構(gòu)及感生渦流示意
用“橫式感應(yīng)器”加熱,模口受感應(yīng)面積很小,在比功率相同的情況下,總功率提不高,供能有限,淬火速度極慢;為提高生產(chǎn)率,勢(shì)必加大比功率,從而加大加熱層的溫度梯度,造成表層溫度過高,出現(xiàn)過熱過燒、淬裂現(xiàn)象;尖角區(qū)一直處在感應(yīng)區(qū)域內(nèi),尖角效應(yīng)仍然嚴(yán)重,曾考慮用調(diào)整間隙的辦法來改善,但因空間位置太小,感應(yīng)器極難在如此小尺寸范圍內(nèi)做成如此形狀突變。即使做成了,零件受感面積還得大減,淬火速度會(huì)更慢,甚至無法加熱到指定溫度;這類感應(yīng)器加熱零件時(shí),由于渦流分布于特征兩導(dǎo)體之間,必然存在一個(gè)低溫區(qū),使加熱始末兩頭留下一個(gè)不允許存在的軟帶。
綜合吸收雙回線矩形感應(yīng)器和單齒淬火感應(yīng)器的優(yōu)點(diǎn)設(shè)計(jì)成所謂“縱式感應(yīng)器”。其感生渦流如圖4所示。“縱式感應(yīng)器”電流方向與零件移動(dòng)方向相平行,從根本上解決了上模的加熱問題。
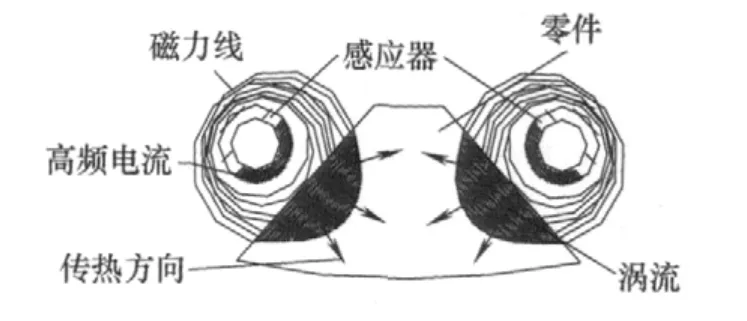
圖4 縱式感應(yīng)器感生渦流示意
用“縱式感應(yīng)器”加熱,零件處于感應(yīng)器有效圈內(nèi)側(cè),此時(shí)高頻電的臨近效應(yīng)與圓環(huán)效應(yīng)相一致,感應(yīng)器的效率最高,可達(dá)85%;尖角區(qū)正好處于兩導(dǎo)體間中點(diǎn)附近,磁場(chǎng)基本抵消,渦流很小,較好地避免了尖角效應(yīng),該處加熱主要靠?jī)蓚?cè)面渦流熱場(chǎng)擴(kuò)散傳導(dǎo)來完成,受熱緩和;感應(yīng)器縱向放置,避免了“橫式”受感面積受橫截面尺寸限制的困難,適當(dāng)加長(zhǎng)有效長(zhǎng)度后受感面積可成十倍地增加,也即加熱能量可成十倍加大;加長(zhǎng)感應(yīng)器后,即使移動(dòng)速度加快也能保證零件在感應(yīng)器下能有足夠長(zhǎng)的加熱時(shí)間,這對(duì)傳導(dǎo)式加熱來說是至關(guān)重要的;感應(yīng)器的各個(gè)斷面上磁場(chǎng)分布是一致的,受感零件各個(gè)斷面上的磁場(chǎng)溫度也一致,不會(huì)出現(xiàn)“橫式”感應(yīng)器中的始末軟帶現(xiàn)象。
由上面分析比較看出,“縱式”感應(yīng)器比“橫式”有更多優(yōu)點(diǎn)。經(jīng)此改進(jìn)后:?jiǎn)渭訜岽慊饡r(shí)間(走完800mm)由18min減短為2min;尖角淬裂比率由65:17下降為262:0;淬火層深度從0.4~3.0mm極度不均勻提高到穩(wěn)定于2.25~2.75mm;淬火層金相組織也從經(jīng)常嚴(yán)重過熱改善為穩(wěn)定在4~6級(jí)。
改進(jìn)感應(yīng)器設(shè)計(jì)后得到了完全滿意的結(jié)果,其工藝參數(shù)為:淬火溫度830~840℃;零件移動(dòng)速度1.5~2.0min/800mm;陽極電壓10kV,陽極電流1A,柵極電流0.18A。
4.零件變形及解決措施
此零件試制生產(chǎn)中,變形是另一個(gè)十分突出的問題。淬火以后,發(fā)現(xiàn)零件在厚度、寬度兩個(gè)方向均有較大變形。在厚度方向凹槽面中間凹陷一般為0.4mm左右,極限值曾達(dá)0.8mm;在寬度方向,淬火面兩頭上撓,中間下陷成馬鞍形,一般下陷0.75mm左右,極限值曾達(dá)1.2mm。變形方向如圖5所示。

圖5 變形方向示意
高頻感應(yīng)加熱淬火變形要小些,由于淬火層相對(duì)來說較淺,組織變化引起的組織應(yīng)力相對(duì)也居次要,引起變形的主要原因是熱應(yīng)力(淬火前已有去應(yīng)力回火工序,機(jī)加工殘留應(yīng)力已大部分消除)。
當(dāng)高頻淬火時(shí),只加熱上表層后從上側(cè)急冷,由于下部剛度強(qiáng),塑性變形抗力大,因此下側(cè)不發(fā)生縱彎曲,其結(jié)果是受急冷的一面發(fā)生收縮,產(chǎn)生如圖6所示的中部凹陷變形。類似的單面感應(yīng)加熱淬火的工件,如機(jī)床導(dǎo)軌類零件均發(fā)生這種變形。

圖6 零件變形原理
由于此模具幾何形狀不對(duì)稱,淬火部位又處于最不對(duì)稱的邊角上。從圖5分析可知,設(shè)淬火部位拉應(yīng)力中心為A,中性軸為O,應(yīng)力作用中心點(diǎn)A既不通過厚度方向的中性面X—X,也不通過寬度方向的中性面Y—Y。在厚度方向出現(xiàn)應(yīng)力彎矩σmax×b(b為折彎刀厚度方向的力臂),在寬度方面出現(xiàn)應(yīng)力彎矩σmax×a(a為折彎刀寬度方向的力臂),作用的結(jié)果使厚度凹陷面中間下陷,寬度淬火面中間下陷,呈雙馬鞍形。由于a遠(yuǎn)大于b,故寬度方向變形也大,這都符合實(shí)際情況,是該零件變形過大的主要原因。
為了消除或減少變形,在淬硬的前題下,曾經(jīng)嘗試適當(dāng)降低淬火溫度,提高水溫以減緩冷卻速度的辦法,感應(yīng)器出水溫度盡量控制得高一些,可減少一部分變形。根據(jù)機(jī)床導(dǎo)軌變形的經(jīng)驗(yàn)介紹:在淬火前預(yù)先對(duì)淬火面施以正火或高溫回火(感應(yīng)加熱),使淬火面先上凸,淬火后補(bǔ)償大部分變形,但試驗(yàn)發(fā)現(xiàn),凹陷情況雖有好轉(zhuǎn)(寬度方向可減少凹陷0.08~0.1mm),但距要求甚遠(yuǎn)。
根據(jù)對(duì)稱原理,既然此種變形是不對(duì)稱的熱應(yīng)力造成的,那么在其相應(yīng)的反面同樣施以熱應(yīng)力,讓其相互抵消或大部分抵消,也就可以消除或減少變形。如果在對(duì)稱面上與淬火面同時(shí)淬火,則應(yīng)力可平衡補(bǔ)償而不致發(fā)生變形。如果在淬火后于對(duì)稱面上加熱、冷卻,則會(huì)發(fā)生反向變形而補(bǔ)償淬火變形。由于后者比較容易掌握,且不致使非淬火部位淬上火,故選擇了后者。
具體做法是:淬火后的折彎刀先經(jīng)回火,然后在與刀口相對(duì)的面上感應(yīng)加熱,溫度控制在600℃左右,同時(shí)水冷。利用其收縮產(chǎn)生的拉應(yīng)力,一次處理可使凹陷減少0.5~0.6mm,平直度糾正到0.3mm范圍之內(nèi)。個(gè)別變形較大,一次處理不合格者可施以二次處理,且中間過程一定要經(jīng)過去應(yīng)力回火,否則效果不大。厚度方向的不平也可通過冷壓校正來消除。0.3mm以內(nèi)的凹陷變形,通過組合配套(4件)的磨削同時(shí)除去。淬火變形解決后,生產(chǎn)線全部暢通,折彎刀的加工質(zhì)量得到全面保證。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
