縮口關鍵技術參數設計計算的沿革與新探
2013-08-02 08:39:42南昌大學機電工程學院江西330029盧險峰徐明發羅忠民
金屬加工(熱加工) 2013年5期
南昌大學機電工程學院 (江西 330029) 盧險峰 徐明發 羅忠民
現今,沖壓縮口已發展成為一種沖壓加工基本工序(工藝),期間至少經歷了近百年的發展歷史過程。
在20世紀前半期的俄羅斯(前蘇聯時期),實現工業化建設是以機械制造、金屬加工產量為主,取得了鍛壓生產技術的巨大進步,沖壓加工的規模和技術方法方面得到了空前的發展。如在分離加工工藝中,在沖裁、整修的基礎上,開發了光潔沖裁、斜刃沖裁;在沖壓成形加工工藝中,將原已有的拉深、彎曲的成形發展出了翻邊、擴口、縮口等工藝。
沖壓縮口工序變形如附圖所示,直徑為d0(=2r0)、厚度為t0的管形坯料在縮口變形力P的作用下,經帶半錐角α的縮口模,管端材料縮成直徑為d(=2r)、厚度為t的工件。
縮口變形力P的計算和縮口凹模半錐角α的設計,是縮口技術中至關重要的兩個工藝參數。
20世紀中期以來,人們逐漸深入認識了縮口的變形實質和工藝參數的科學設計。僅其中的縮口變形力P和凹模半錐角α兩個關鍵技術參數的理論計算與最佳設計,于近60年里,國內外不斷探討和研究著。
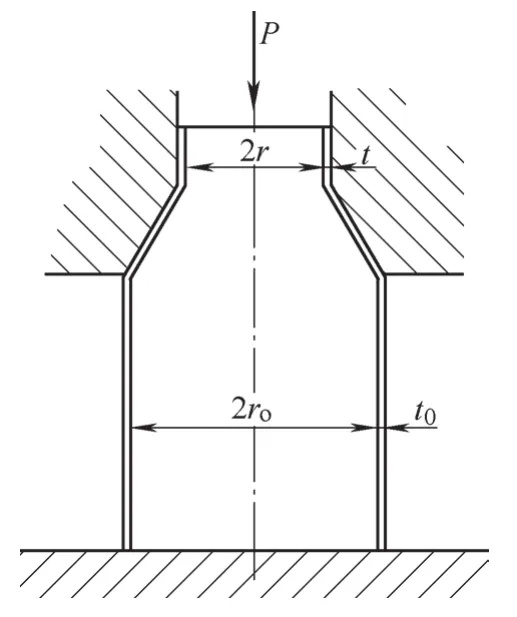
沖壓縮口工序變形圖
近幾年里,本課題研究小組,在前人研究所取得成果的基礎上,特別是針對其上述各研究中對變形本質特征認識不足和存在的問題,依據金屬塑性變形的基本原理與縮口變形的本質特征,先后從理論上推導,并經工藝驗證后,提出了縮口力計算與最優凹模半錐角設計的新公式。
2004年,首先基于冷變形本質特征的硬化效應且采用冪函數規律的加工硬化規律σ=kεn(現普遍認為符合大多數板料沖壓加工的實際),并考慮變形區材料厚度變化(不可忽略的縮口、拉深等基本工序的變形區材料的增厚)特點,導出了一個縮口力變形力的計算式:

2005年,再考慮其變形區材料受附加彎曲(包括凹模入口和出口處)影響,進而推導出縮口力計算式如下:

2006年,以式(2)為目標函數,求出其最優解與摩擦固數的關系式為:

2010年,基于最優半錐角α與摩擦數μ的關系式(3)屬于一種隱式表達,兩者關系不很直觀,容易影響實用。依據最優化問題求解方法中二次插值、有理插值法等思想,應該能找到替代或近似處理的方法,使之顯式化。為此,對式(3)作出如下分析和近似處理。得到其近似值與精確值最大誤差在2.5%以下的簡化顯式公式:

經本課題組多年較系統的研究,包括用Q235鋼和T2銅兩種材料、不同半錐角α的凹模進行了縮口力的測試和分析,驗證了新提出的縮口變形力計算式(1)、(2),以及縮口凹模半錐角α的優化設計式(3)、(4)更為科學合理,也更為簡便實用。
通過本文的綜述介紹還可以看出:縮口技術發展到今天的水平,是經歷了較長的歷史發展時期的,且幾乎每種沖壓加工基本工序都是如此。21世紀初的今天,在我國有人認為如精沖、冷擠壓等為先進技術工藝,有人認為如沖裁、拉深、彎曲、縮口等為傳統的工藝方法,這種對沖壓加工基本工序(工藝)認識的差異在某種程度上影響了沖壓加工的進步發展。必須指出,即便視它們為傳統的加工方法的那些沖壓加工基本工序(工藝),在社會進入到先進制造、現代設計方法普及與應用的時代,人們對它們仍應該也必然會繼續探索、不斷創新發展。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
